

减振器中20钢与纯铜管的钎焊工艺
格式:pdf
大小:97KB
页数:1P
人气 :64
 4.3
4.3
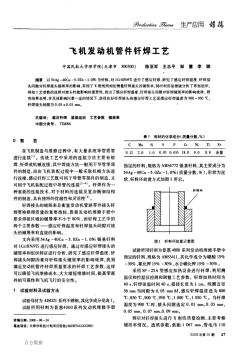
我单位生产的一种新型出口减振器,储液筒为20号钢,在储液筒下方加一纯铜过油管,具体结构如下图所示。图中件1为57mm×3mm储液筒,件2为10mm×3mm纯铜过油管。这就涉及到异种材料的焊接问题。



 不锈钢与纯铜的钎焊工艺
不锈钢与纯铜的钎焊工艺 不锈钢与纯铜的钎焊工艺
我公司承接某电厂一产品,材质为06cr19ni10与纯铜,结构如附图所示。1.方案预定(1)按图样尺寸下1000mm×500mm×10mm的06cr19ni10钢,钻孔铣槽。(2)纯铜的作用是起导电作用,可以用堆焊或加塞焊接的方法得到。2.焊接性分析06cr19ni10属于奥氏体不锈钢,焊接时易出现晶
编辑推荐下载

铜铝钎焊工艺
格式:pdf
大小:21KB
页数:3P
4.3
天津市龙浩工业技术有限公司 地址:天津市河北区金钟河大街爱家星河国际2-1-2103 电话:022-26366669传真:022-26366669 目前,中小型变压器及电力变压器制造行业为降低产品成本,采用铝材代替铜材,但在 产品制作过程中确会遇到铝与铜相焊接的难题。由于铝与铜(异种材料)的焊接性差,必须 采用特殊的焊料、焊剂,操作上也不同于一般的焊接工艺。 自2007年以来我公司连续铸锭和等温挤压技术(焊剂包在直径2.0mm的焊料中,制成 药芯焊丝——药芯钎料)进行开发性试验,并经国内200多家变压器厂批量生产,效果甚佳。 不但操作方便,接合强度高,润湿性好,且接头无腐蚀性。我公司可提供的焊料名称、性能 列于下表。 编号牌号焊丝特点抗拉强度(kg/mm2) 1n0927适于铝线、排与铜线、排相焊接。3.0-3.8 焊丝直径2.0mm,1公斤
减振器钢与纯铜管钎焊工艺热门文档
 纯铜-不锈钢翅片管的氩弧焊工艺研究
纯铜-不锈钢翅片管的氩弧焊工艺研究 纯铜-不锈钢翅片管的氩弧焊工艺研究
格式:pdf
大小:203KB
页数:2P
4.6
在制氧设备冷却系统中,采用了c11000(t2,厚度2mm)翅片与1cr18ni9ti(φ32mm×2.5mm)管焊接的翅片管。由于2种材质的性能相差较大,存在着热裂纹和渗透裂纹的倾向,焊接难度较大。因此,通过工艺试验确定了合理的焊接参数,并设计了焊接专用工装。
AgW50触头与紫铜的电阻钎焊工艺研究 AgW50触头与紫铜的电阻钎焊工艺研究
格式:pdf
大小:148KB
页数:2P
4.4
研究了agw50和紫铜的电阻钎焊工艺,主要探讨了钎接压力、钎接时间对触头钎接性能的影响。试验得到了电阻钎焊紫铜-agw50触头的最佳工艺参数:钎接压力1.3~1.5mpa,钎接时间3.5~4.5s。解决了火焰钎焊存在的效率低、焊接质量不稳定等问题。
钎焊工艺参数对铜/钢钎焊接头组织及性能的影响 钎焊工艺参数对铜/钢钎焊接头组织及性能的影响
格式:pdf
大小:539KB
页数:3P
4.6
在钎焊时间120~1500s、钎焊温度1093~1223k的条件下,采用ag-cu共晶钎料对铜和1cr18ni9ti进行钎焊,利用扫描电镜及能谱仪对其接头的界面组织进行了研究。结果表明,接头界面结构为cu/cu(s.s)/ag(s.s)+cu(s.s)/1cr18ni9ti。以抗剪强度评价其接头的力学性能,发现当钎焊温度为1173k、保温时间为300s时,接头抗剪强度最高,为214mpa。
空调器钎焊工艺的研究及应用
格式:pdf
大小:38KB
页数:2P
4.8
通过工艺试验,在空调钎焊中成功地采用了低银钎料,取消了钎剂,采用了助焊剂,并用液化石油气代替乙炔气,满足了产品的质量要求,取得了良好的经济效益。
减振器钢与纯铜管钎焊工艺精华文档
黄铜与不锈钢管高频感应钎焊工艺的改进 黄铜与不锈钢管高频感应钎焊工艺的改进
格式:pdf
大小:122KB
页数:2P
4.7
针对黄铜与小口径不锈钢管高频感应钎焊容易出现热裂纹等焊接缺陷,分析其产生的原因,设计了新工艺,采取新措施,提高接头的质量,大大提升了产品的合格率。
不锈钢的钎焊工艺
格式:pdf
大小:698KB
页数:5P
4.4
不锈钢的钎焊工艺 不锈钢钎焊前的清理要求比碳钢更为严格。这是因为不锈钢表 面的氧化物在钎焊时更难以用钎剂或还原性气氛加以清除。不锈钢钎 焊前的清理应包括清除任何油脂和油膜的脱脂工作。待焊接头的表面 还要进行机械清理或酸液清洗。 但是,要避免用金属丝刷子擦刷,尤其要避免使用碳钢丝刷子 擦刷。清理以后要防止灰尘、油脂或指痕重新沾污已清理过的表面。 最好的办法是零件一经清洗之后立即进行钎焊。如果做不到这一点, 就应该把清洗过的零件转入密封的塑料袋中,一直封存到钎焊前为 止。 不锈钢可以用多种方法进行钎焊,如烙铁、火焰、感应、炉中 钎焊等方法。炉中钎焊用的炉子必须具有良好的温度控制系统,并能 快速冷却。 用氢气作为保护气体进行钎焊时,对氢气纯度的要求视钎焊 温度和母材成分而定,即钎焊温度越低,母材含有稳定剂越多,要求 氢气的露点越低。例如对于1cr13和cr17ni2等马氏体不锈钢

不锈钢的钎焊工艺 (2)
格式:pdf
大小:698KB
页数:5P
4.4
不锈钢的钎焊工艺 不锈钢钎焊前的清理要求比碳钢更为严格。这是因为不锈钢表 面的氧化物在钎焊时更难以用钎剂或还原性气氛加以清除。不锈钢钎 焊前的清理应包括清除任何油脂和油膜的脱脂工作。待焊接头的表面 还要进行机械清理或酸液清洗。 但是,要避免用金属丝刷子擦刷,尤其要避免使用碳钢丝刷子 擦刷。清理以后要防止灰尘、油脂或指痕重新沾污已清理过的表面。 最好的办法是零件一经清洗之后立即进行钎焊。如果做不到这一点, 就应该把清洗过的零件转入密封的塑料袋中,一直封存到钎焊前为 止。 不锈钢可以用多种方法进行钎焊,如烙铁、火焰、感应、炉中 钎焊等方法。炉中钎焊用的炉子必须具有良好的温度控制系统,并能 快速冷却。 用氢气作为保护气体进行钎焊时,对氢气纯度的要求视钎焊 温度和母材成分而定,即钎焊温度越低,母材含有稳定剂越多,要求 氢气的露点越低。例如对于1cr13和cr17ni2等马氏体不锈钢

制冷设备管路钎焊工艺(论文)
格式:pdf
大小:707KB
页数:3P
4.8
制冷设备管路钎焊工艺 作者:时阳,张蓓,王家凯,王志民 作者单位:时阳,张蓓(郑州轻工业学院,河南,郑州,450002),王家凯,王志民(郑州长城科工贸有限公 司,河南,郑州,450041) 刊名: 焊接技术 英文刊名:weldingtechnology 年,卷(期):2010,39(1) 被引用次数:1次 参考文献(4条) 1.张启运;庄鸿寿钎焊手册1998 2.刘欢龙;崔全合紫铜管钎焊工艺2000(04) 3.方洪渊简明钎焊手册1999 4.宋克俭铜管典型焊接方法的应用[期刊论文]-化工建设工程2001(03) 本文读者也读过(9条) 1.张毓新.李少青.芦凤桂.姚舜.zhangyu-xin.lishao-qing.lufeng-gui.yaoshun毛细管板接头真空电子束钎 焊工艺[期刊论文]-机
减振器钢与纯铜管钎焊工艺最新文档
刃具硬质合金与结构钢钎焊工艺研究 刃具硬质合金与结构钢钎焊工艺研究
格式:pdf
大小:79KB
页数:1P
4.4
本论文以刃具硬质合金与结构钢钎焊工艺为研究对象,通过研究其工艺过程,掌握其工作原理,使回转类刃具硬质合金与结构钢钎焊的毛胚料可以合格批产。
高炉贯流式纯铜风口MIG焊工艺 高炉贯流式纯铜风口MIG焊工艺
格式:pdf
大小:100KB
页数:2P
4.5
贯流式高炉纯铜风口因其水循环快,导热效果好,使用寿命长而成为各钢铁公司炼钢高炉的重要部件,但其在焊接时易产生裂纹、气孔、未熔合等技术
不锈钢波纹管的软钎焊工艺 不锈钢波纹管的软钎焊工艺
格式:pdf
大小:293KB
页数:2P
4.7
在仪表制造中,经常遇到不锈钢波纹管与配件的组装焊接工艺问题。有的仪表,由于技术要求,不允许高温加热钎焊,只能低温加热钎焊,即称为软钎焊。有的同志反映,用铬铁钎焊不锈钢波纹管焊不上,困难较多。其实,只要掌握了它的工艺要点,不锈钢波纹管的软钎焊是没有困难的。下面就介绍这方面的工艺要点。
关于铜制采暖散热器钎焊工艺的实验研究
格式:pdf
大小:132KB
页数:3P
3
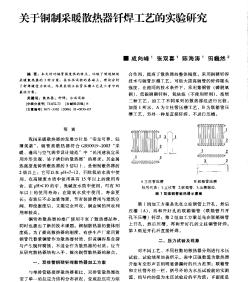
关于铜制采暖散热器钎焊工艺的实验研究——本文针对铜管强度低的特点,比较了制造铜制采暖散热器的3种方案。在水压试验的基础上,理论分析了钎焊缝受力状况。结果表明立柱管压槽工艺是三者中的最优方案。
柴油机调速器飞锤支架部件螺纹铜钎焊工艺的设计 柴油机调速器飞锤支架部件螺纹铜钎焊工艺的设计
格式:pdf
大小:433KB
页数:3P
4.7
依据铜钎焊的技术特点,通过对调速器飞锤支架部件螺纹铜钎焊接头间隙的计算,设计了支架与支架轴内外螺纹中径尺寸的配合公差及其装配时施以的预紧扭矩,有效地控制了飞锤支架部件螺纹铜钎焊接头的间隙,保证了飞锤支架部件钎焊,并在其最终渗碳淬火、回火后,支架轴的拆卸扭矩稳定大于110n·m,确保了部件的整体力学性能。
紫铜管的火焰钎焊工艺 紫铜管的火焰钎焊工艺
格式:pdf
大小:106KB
页数:1P
4.6
紫铜的焊接性分析表明紫铜熔焊时易产生裂纹、未焊透和气孔等问题,而紫铜钎焊可避免这些问题的产生,进而介绍紫铜管的火焰钎焊5-艺。
基于4R理论的铝铜管接头钎焊工艺的研究 基于4R理论的铝铜管接头钎焊工艺的研究
格式:pdf
大小:429KB
页数:2P
4.3
试验选用在制冷行业有着广泛应用的铝铜管接头进行工艺研究,针对钎焊时插接长度分别为3、5、7mm的铝铜管接头进行了力学性能、气密性、交变载荷、分离试验的测试。试验结果表明,3、5、7mm插接接头的铝铜管均能满足制冷行业的要求,而3mm插接接头的铝铜管更易分离,质量损失率也相对较小。所以,在保证焊接接头质量的情况下,扩口管插接越短越有利于材料的再回收利用。
减振器钢与纯铜管钎焊工艺相关
文辑推荐
知识推荐
百科推荐


职位:房建市政造价工程师
擅长专业:土建 安装 装饰 市政 园林


