

夹套容器焊缝射线照相管电压的选择
格式:pdf
大小:1.3MB
页数:2P
人气 :90
 4.5
4.5
射线检测夹套容器焊缝时,由于工件表面至胶片的距离比相同情况下单壁透照大的多,为提高底片的清晰度和对比度,必须合理选择透照参数。文章通过理论分析和实验分析,阐述了夹套容器焊缝射线检测时,选择管电压,增大其射线照相对比度,提高了小缺陷检出率。



 厚壁焊接三通角焊缝射线照相工艺
厚壁焊接三通角焊缝射线照相工艺 厚壁焊接三通角焊缝射线照相工艺
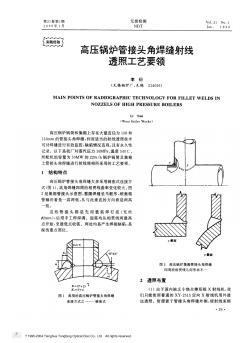
采用4mev直线加速器对厚壁(t≥50mm)焊接三通角焊缝的内部质量进行射线检验,如果照相工艺参数选择不当,不但严重影响焊缝缺陷的检出率,而且给底片评定和缺陷返修带来诸多不便,本文讨论了厚壁焊接三通角焊缝的射线照相工艺.1焊接三通角焊缝的结构特点如图1所示,支管侧焊缝坡口,从腹部至肩部为0°~25°连续变化;而主管侧则依圆柱形态从与轴向正交断面变化到平行方向.焊接采取手工电弧焊,全焊透结构,在变位工装支持下挑立焊,外层以横焊盖面,属多层多道焊接.焊后镗掉内侧焊根或衬板.

钢熔化焊角焊缝射线照相方法和质量分级(DL-T541-94)
中华人民共和国电力行业标准 钢熔化焊角焊缝射线照相 方法和质量分级dl/t541—94 methodsofradiographictestingandclassificationof measuringresultsforfilletfusionweldedinsteel 中华人民共和国电力工业部1994-06-09批准1994-12-01实施 1主题内容与适用范围 本标准适用于电力机械、水电设备及水电建筑物钢结构中t形接头角焊缝和搭接接头 角焊缝的射线照相及质量评定。其它类似结构的角焊缝也可以参照采用。 本标准适用于透照厚度(指在一定透照角度下,中心射线束贯穿被检部位的厚度)为6~ 120mm的钢熔化焊t形接头角焊缝、搭接接头角焊缝的x射线和γ射线照相方法和焊缝的 质量分级。 2引用标准 gb3323钢熔化焊对接接头射
编辑推荐下载
钢管环向对接焊缝射线照相横向裂纹检测角的控制 钢管环向对接焊缝射线照相横向裂纹检测角的控制
格式:pdf
大小:124KB
页数:3P
4.4
试图通过对钢管环向对接焊缝横向裂纹产生的可能性和射线照相灵敏度的探讨,提出钢管环向对接焊缝射线探伤中严格控制横向裂纹检测角θ的重要性。
焊缝射线检测报告2015
格式:pdf
大小:107KB
页数:5P
4.5
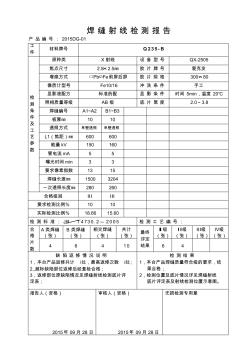
焊缝射线检测报告 产品编号:2015dg-01 工 件 材料牌号q235-b 检 测 条 件 及 工 艺 参 数 原种类x射线设备型号qx-2505 焦点尺寸2.5×2.5㎜胶片牌号爱克发 增感方式□pb□√fe前屏后屏胶片规格300×80 像质计型号fe10/16冲洗条件手工 显影液配方标准药配显影条件时间5min,温度20℃ 照相质量等级ab级底片黑度2.0~3.8 焊缝编号a1~a2b1~b3 板厚㎜1010 透照方式单壁透照单壁透照 l1(焦距)㎜600600 能量kv150160 管电流ma55 曝光时间min33 要求像素指数1315 焊缝长度㎜15003204 一次透照长度㎜280260 合格级别
夹套容器焊缝射线照相管电压选择热门文档
带保温层管道环焊缝射线数字检测研究 带保温层管道环焊缝射线数字检测研究
格式:pdf
大小:345KB
页数:3P
4.4
针对在役或超期服役的带保温层管道环焊缝,提出利用x射线数字成像的方法解决其缺陷在线检测的问题。其检测结果具有直观化的特点,能够客观地根据缺陷图像特点对缺陷进行判定,有助于管道安全运行的评价和隐患问题的及时发现。
铝合金管道焊缝射线检测曝光曲线的制作 铝合金管道焊缝射线检测曝光曲线的制作
格式:pdf
大小:400KB
页数:3P
4.3
分析了铝合金管道焊缝射线检测板厚、曝光时间与黑度的对应关系,进行了射线照相灵敏度的工艺试验和研究,介绍了铝合金管道相同管电压不同黑度的曝光曲线图及不同管电压相同黑度的曝光曲线图。

电力建设施工及验收技术规范之焊缝射线检验篇
格式:pdf
大小:198KB
页数:15P
4.7
电力建设施工及验收技术规范之焊缝射线检验篇 dl/t5069-96 中华人民共和国水利电力部文件电力建设施工及验收技术规范sd143-85 (钢制承压管道对接焊缝射线检验篇) 中华人民共和国水利电力部关于颁发《电力建设施工及验收技术规范(钢制承压管道对接焊缝 射线检验篇)》sd143-85的通知 (85)水电基字第18号 为了适应无损检测技术的发展,保证管道焊缝的探伤质量,我部对一九七九年颁发的《电力 建设施工及验收技术规范(钢制承压管道对接焊缝射线检验篇)sd143-85》,现颁发执行.希各 单位在执行过程中注意积累经验,若发现问题,请随时报部,以便补充修订. 一九八五年三月十一日 第一章总则 第1.0.1条本规范适用于制作、安装和检修火力发电设备时,各种承压管道单面施焊双面 成型对接焊缝的x射线或r射线透照检验
城镇燃气钢管对接焊缝射线检测验收标准比较 城镇燃气钢管对接焊缝射线检测验收标准比较
格式:pdf
大小:738KB
页数:5P
4.4
从适用范围和底片评定方法两方面对目前国内城镇燃气钢质管道普遍应用的对接焊缝射线检测验收标准gb/t12605、gb/t3323、jb/t4730、sy/t4109进行了比较,分析了各技术标准之间的差异。建议在具体应用时应根据管道自身的工况条件及各标准的特点进行综合考虑。
夹套容器焊缝射线照相管电压选择精华文档
铝合金管道焊缝射线检验工艺研究及缺陷评定 铝合金管道焊缝射线检验工艺研究及缺陷评定
格式:pdf
大小:652KB
页数:5P
4.4
分析了铝合金管道焊缝射线检测主要技术特点,进行了提高照相灵敏度的工艺试验和研究,介绍了铝合金管道焊接中经常产生的缺陷影像特征及评定方法。
不锈钢对接焊缝射线底片中衍射斑纹的辨析 不锈钢对接焊缝射线底片中衍射斑纹的辨析
格式:pdf
大小:1.0MB
页数:2P
4.4
在不锈钢设备焊接接头射线照相时,我们经常会发现一些颇似未焊透、纵向裂纹、气孔或条状夹渣等缺陷影像,多见于薄板中,且线条影像不是很明晰,对所发现的疑似缺陷做进一步分析研究,试验论证,排除危害缺陷的范畴。查阅相关资料表明:该现象是金属中定向排列的柱状晶间距与射线入射角及波长符合布拉格条件时由衍射效应造成的。对衍射斑纹形成原因、成像特征进行分析判断,以供rt评片人员借鉴比照,正确评定。
高压锅炉管接头角焊缝射线透照工艺要领
格式:pdf
大小:1.4MB
页数:4P
4.6
?1995-2004tsinghuatongfangopticaldiscco.,ltd.allrightsreserved. ?1995-2004tsinghuatongfangopticaldiscco.,ltd.allrightsreserved. ?1995-2004tsinghuatongfangopticaldiscco.,ltd.allrightsreserved. ?1995-2004tsinghuatongfangopticaldiscco.,ltd.allrightsreserved.
钢制承压管道对接焊缝射线检验篇SD143—85
格式:pdf
大小:1.4MB
页数:25P
4.4
电力建设施工及验收技术规范 钢制承压管道对接焊缝射线检验篇 sd143—85 中华人民共和国水利电力部 关于颁发《电力建设施工及验收技术规范 (钢制承压管道对接焊缝射线检验篇) sd143—85》的通知 (85)水电基字第18号 为了适应无损检测技术的发展,保证管道焊缝的探伤质量,我部对1979年颁发 的《电力建设施工及验收技术规范(金属焊缝射线检验篇)dj60—79》进行了修订, 修订后定名为《电力建设施工及验收技术规范(钢制承压管道对接焊缝射线检验 篇)sd143—85》,现颁发执行。希各单位在执行过程中注意积累经验,若发现问题, 请随时报部,以便补充修订。 一九八五年三月十一日 第一章总则 第1.0.1条本规范适用于制作、安装和检修火力发电设备时,各种承压管道单面 施焊双面成型对接焊缝的x射线或γ射线透照检验,也可用于容器和联箱单
射线检测-焊缝缺陷图谱资料
格式:pdf
大小:5.5MB
页数:30P
4.5
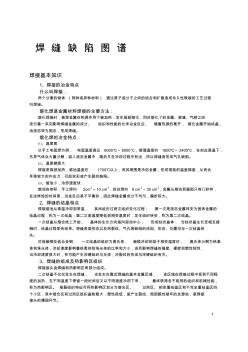
焊缝缺陷图谱 焊接基本知识 1、焊接的冶金特点 什么叫焊接: 两个分离的物体(同种或异种材料)通过原子或分子之间的结合和扩散造成永久性联接的工艺过程 叫焊接。 熔化焊是金属材料焊接的主要方法: 熔化焊接时,被焊金属在热源作用下被加热,发生局部熔化,同时熔化了的金属、熔渣、气相之间 进行着一系列影响焊缝金属的成分、组织和性能的化学冶金反应,随着热源的离开,熔化金属开始结晶, 由液态转为固态,形成焊缝。 熔化焊的冶金特点: ⑴、温度高 以手工电弧焊为例,电弧温度高达6000℃~8000℃,熔滴温度约1800℃~2400℃,在如此高温下, 外界气体会大量分解,溶入液态金属中,随后又在冷却过程中析出,所以焊缝易形成气孔缺陷。 ⑵、温度梯度大 焊接是局部加热,熔池温度在1700℃以上,而其周围是冷态金属,形成很陡的温度梯度,从而会 导致较大的内应力,引起变形或产生裂纹
夹套容器焊缝射线照相管电压选择最新文档
钢结构焊缝X射线检测报告
格式:pdf
大小:17KB
页数:1P
4.7
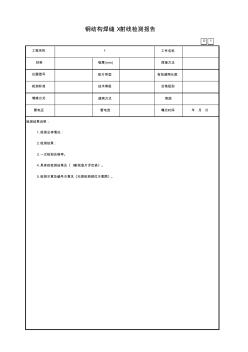
01 工件名称 板厚(mm)焊接方法 胶片类型有效透照长度 技术等级合格级别 透照方式焦距 管电流曝光时间 4.具体的检测结果见《x射线底片评定表》。 5.检测示意及编号示意见《无损检测部位示意图》。 1.检测总体情况: 2.检测结果: 3.一次检测合格率。 管电压年月日 检测结果说明: 检测标准 增感方式 材料 仪器型号 钢结构焊缝x射线检测报告 工程名称1
隔河岩水电站压力钢管焊缝射线检测工艺
格式:pdf
大小:109KB
页数:4P
4.8
根据隔河岩水电站大型压力钢管,纵、环焊缝射线探伤要求,依据标准、规范所编制的射线检测工艺措施及工艺流程。
 基于非介入式X射线管电压测量的研究
基于非介入式X射线管电压测量的研究 基于非介入式X射线管电压测量的研究
格式:pdf
大小:61KB
页数:3P
4.7
为了实现x射线诊断机的质量控制,根据辐射剂量测量的原理,设计了非介入式x射线管电压测量系统。该测量系统以单片机控制系统为平台,智能判断x射线诊断机的照射,通过不同传输路径的射线强度的对比,计算x射线管电压,实现x射线管电压波形的实时存储。实验数据表明,该方法简单有效,安全可靠,适用于x射线诊断机的质量控制,具有广阔的应用前景。
高含硫化氢气田钢质管道环焊缝射线检测(SY_T4120-2012)
格式:pdf
大小:14.4MB
页数:133P
4.7
高含硫化氢气田钢质管道环焊缝射线检测(SY_T4120-2012)
管道环焊缝射线检测缺陷容限标准分析 管道环焊缝射线检测缺陷容限标准分析
格式:pdf
大小:159KB
页数:5P
4.4
国内外关于天然气管道环焊缝无损检测标准很多,各标准对环焊缺陷的容限规定有较大差异,为了保证天然气管道运行的安全,确定适用于高压大口径天然气管道环焊缝的射线检测缺陷指标,对国内外天然气管道环焊缝射线检测(rt)标准进行了对比研究。结果发现,我国大口径高压天然气管道现场焊接环焊缝的射线检测缺陷容限指标总体比较严格,但存在企业标准缺陷容限低于国家和行业标准,国家和行业缺陷容限个别指标低于国外先进标准的现象,对修订现行天然气管道焊缝射线检测标准提出了建议。
不锈钢焊缝射线底片上线状阴影的试验分析 不锈钢焊缝射线底片上线状阴影的试验分析
格式:pdf
大小:183KB
页数:未知
4.6
奥氏体不锈钢在焊缝底片上出现的类似裂纹、未熔合等缺陷的线状阴影,通过试验可以证明其组织正常,对焊接接头的机械性能及弯曲性能几乎没有影响。这种线状阴影,可以通过超声波复验或热处理等方法与缺陷区别开来。
压力容器检验中夹套罐焊缝致密性的检测方法探析 压力容器检验中夹套罐焊缝致密性的检测方法探析
格式:pdf
大小:125KB
页数:1P
4.4
容器焊接接头一定要有利于焊缝的全焊透,除此之外要更加注意焊接质量上的检测。对于无法进行无损检测的焊缝则尤其需要通过进行压力试验来实现其致密的终检。夹套罐焊缝致密性检验的压力试验模式已经解决了典型多腔容器的设计通用问题。
夹套容器焊缝射线照相管电压选择相关
文辑推荐
知识推荐
百科推荐


职位:电站工程师
擅长专业:土建 安装 装饰 市政 园林


