






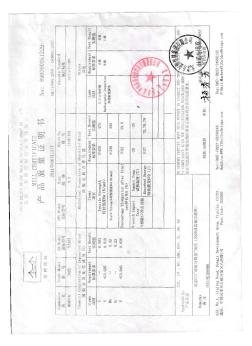
天津市金桥焊材产品质量证明书
commoditytrademodelgbmodelawsmodelsize 品名牌号国标型号美标型号规格 碳钢焊条j40.50(j422)e43035.0 itemsrequirementtestresultrequirementtestresultitemsrequirementtestresult 项目标准要求实测值标准要求实测值项目标准要求实测值 c—0.096≥420475fillet角焊缝合格合格 s≤0.0350.018radiographicinspectionb级ⅰ级 mn—0.42≥330385焊缝射线探伤 si—0.18 p≤0.0400.024≥22.029.5 v-notchimpactimpacttemp.-20-20
编辑推荐下载
 天津金桥焊材集团签约兴海特钢,共同打造全国最大的不锈钢焊丝生产基地
天津金桥焊材集团签约兴海特钢,共同打造全国最大的不锈钢焊丝生产基地 天津金桥焊材集团签约兴海特钢,共同打造全国最大的不锈钢焊丝生产基地
格式:pdf
大小:74KB
页数:1P
 4.8
4.8
3月7日,天津市金桥焊材集团有限公司与江苏兴海特钢有限公司就启动全面战略合作举行了签字仪式。合作后,金桥焊材将通过控股江苏兴海特钢,计划在2014年实现年销售4亿以上,不锈钢产能达1.3万吨,形成全国最大的不锈钢焊丝生产基地。
常用焊材
格式:pdf
大小:189KB
页数:17P
4.7
ni207镍基焊条 型号gb/t:enicu-7相当于aws:enicu-7 用途:用于焊接蒙乃尔合金焊条或异种钢,也可用作过渡层堆焊材料。 ni307镍基焊条 型号gb/t:enicrmo-0 用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。 ni307a镍基焊条 型号gb/t:enicrfe-3相当于aws:enicrfe-3 用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于一些难焊合金、 异种钢的焊接及堆焊。 ni307b镍基焊条 型号gb/t:enicrfe-3相当于aws:enicrfe-3 用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于异种钢的焊接 或耐蚀堆焊材料。 ni317镍基焊条 用途:用于焊接镍基合金及铬镍奥氏体钢,
金桥焊材热门文档

焊材
格式:pdf
大小:354KB
页数:9P
4.6
首页>>产品总汇材料>>锦泰焊材 [铜及铜合金焊接材料一览表] 法 锦泰产品名称相当规格 规格 熔敷金属物理性 能之一例 熔敷金属化学成份之一例(wt﹪) 主要用途 migtigawsjis 抗 拉 强 度 mpa 屈 伏 强 度 mpa 延伸 率 % 冲击 值 j (℃) cusimnpniti其它 gmaw 熔化极气体 保护焊 gtaw 钨极氩弧焊 mgc-20 jgc-20ercuycu1.0~5.0231-52.5-rem0.30.30.005---su:0.3适用于纯铜接合用。 mgc-21jgc-21-ycuni-11.0~5.0329-46.9-rem0.020.880.0069.29.2fe:1.20-90%cu-10%ni铜镍合 金接合或堆焊用。 mgc-
常用焊材
格式:pdf
大小:18KB
页数:1P
4.3
表1接头组合形式及对应焊材匹配情况 序号接头组合焊接材料选用备注 1q345e同质接头j506或sm-701.所有气体保护焊的保护气体配比 为:80%ar+20%co2; 2.所有涉及hg785e钢的焊缝,焊前 须对焊接区域及其两侧100mm范围 内进行100-150℃均匀预热;所有 涉及c级钢的焊缝,焊前须对焊接 区域及其两侧100mm范围内进行 200-260℃均匀预热。 3.j506、l-80sn、j556crnicu焊条使 用前须严格按照工艺要求进行烘 干处理。 2 q345e+q235-a 或q215-a?f j506或sm-70 3q345e+b级钢j506或sm-70 4q345e+c级钢j606或sm-70 5 q235-a同质接头与 q215-a?f同质接头 j422或sm-70或 er50-6、h0
不锈钢焊材选用参考(全部材料焊材对应)
格式:pdf
大小:19KB
页数:15P
4.7
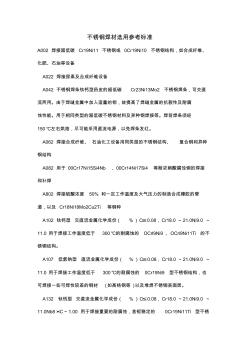
不锈钢焊材选用参考标准 a002焊接超低碳cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维、 化肥、石油等设备 a022焊接尿素及合成纤维设备 a042不锈钢焊条钛钙型药皮的超低碳cr23ni13mo2不锈钢焊条,可交直 流两用。由于焊缝金属中加入适量的钼,故提高了焊缝金属的抗裂性及耐腐 蚀性能。用于相同类型的超低碳不锈钢材料及异种钢焊接等。焊前焊条须经 150℃左右烘焙,尽可能采用直流电源,以免焊条发红。 a062焊接合成纤维、石油化工设备用同类型的不锈钢结构、复合钢和异种 钢结构 a082用于00cr17ni15si4nb、00cr14ni17si4等耐浓硝酸腐蚀钢的焊接 和补焊 a802焊接硫酸浓度50%和一定工作温度及大气压力的制造合成橡胶的管 道,以及cr18ni18mo2
常用母材与焊材选用表..
格式:pdf
大小:335KB
页数:17P
4.3
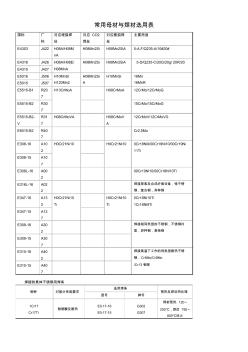
常用母材与焊材选用表 国标厂 标 对应埋弧焊 丝 对应co2 焊丝 对应氩弧焊 丝 主要用途 e4303j422h08a/h08m na h08mn2sih08mn2sia5-a.f/q235-a/10#20# e4316j426h08a/h08e/ h08mna h08mn2sih08mn2sia5-d/q235-c/20g/20g/20r/20 e4315j427 e5016j506h10mnsi h120mn2 h08mn2si a h10mnsi16mn 16mnre5015j507 e5515-b1r20 7 h13crmoah08crmoa12crmo/12crmog e5515-b2r30 7 15crmo/15crmog e5515-b2- v r31 7 h08crmovah08crmov a
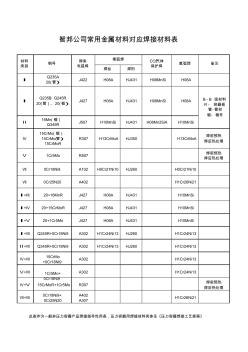
常用金属材料对应焊材表A4
格式:pdf
大小:29KB
页数:1P
4.8
焊丝焊剂 ⅰ q235a 20(管)j422h08ahj431h08mnsih08a ⅰ q235b、q245r 20(管)、20(锻)j427h08ahj431h08mnsih08a ⅱ 16mn(锻) q345rj507h10mnsihj431h08mn2siah10mnsi ⅳ 15crmo(锻) 15crmo(管) 15crmor r307h13crmoahj350h13crmoa 焊前预热 焊后热处理 ⅴ1cr5mor507焊前预热 焊后热处理 ⅶ0cr18ni9a102h0cr21ni10hj260h0cr21ni10 ⅶ0cr25n20a402h1cr26ni21 ⅰ+ⅱ20+16mnrj427h08ahj431h10mnsi ⅰ+ⅳ20+15crmorj427h08ahj431h10mnsi
金桥焊材精华文档
焊材对应一览表 (2)
格式:pdf
大小:305KB
页数:17P
4.5
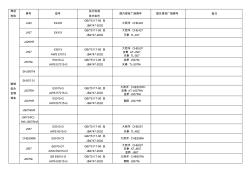
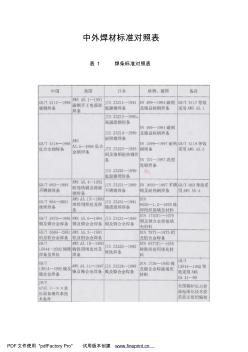
焊材 种类 牌号型号 执行标准 技术条件 国内焊材厂商牌号国外焊材厂商牌号备注 碳钢 低合 金钢 焊条 j422e4303 gb/t5117-95及 jb4747-2002 大西洋che422 j427e4315 gb/t5117-95及 jb4747-2002 大西洋che427 天泰tl-427 j426hr j507 e5015 awse7015 gb/t5117-95及 jb4747-2002 大西洋che507 安泰at-j507 天泰tl-507 j507ni e5015-g awse7015-g gb/t5117-95及 jb4747-2002 金桥j507ni 天泰tl-507ni shj507ni sh507.01 j507rh e5015-g awse7015-g gb/t511
焊材消耗定额
格式:pdf
大小:55KB
页数:3P
4.7
板厚mm焊缝断面积焊条消耗量kg/m板厚mm焊缝断面积焊条消耗量kg/m板厚mm焊缝断面积焊条消耗量kg/m 290.1316600.7427.60.11 2.5120.1747630.9310.20.15 3140.28670.962415.30.22 3.5190.27101201.725220.31 4240.35121602.3630.60.44 4.5270.384141982.827410.59 5300.44162523.68510.78 6400.585101041.49 7460.65121211.76 141592.03 板厚mm焊缝断面积焊条消耗量kg/m板厚mm焊缝断面积焊条消耗量kg/m板厚m
金桥焊材最新文档

焊材管理制度(1)
格式:pdf
大小:14KB
页数:6P
4.3
1 焊材管理制度 2 目录 1.焊材库管理人员岗位职责 2.焊接材料烘焙规范及操作规程 3.焊接材料回收制度 4.焊材的贮存与保管制度 3 焊材库管理人员岗位职责 1、检查入库焊材的质量证件及包装质量是否符合要求。 2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放, 作好标识。 3、掌握各类焊条的烘干要求。根据焊材领用通知单,对所需要焊材烘干并作好 烘干记录。 4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊 接材料实行回收,作好焊条头、余留焊材回收登记。 5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度 记录。 6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求, 定期计量。 7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回 收数量,上交物资管理部门。 8、对库内焊接材料定期

焊材管理制度
格式:pdf
大小:35KB
页数:6P
4.6
1 焊材管理制度 2 目录 1.焊材库管理人员岗位职责 2.焊接材料烘焙规范及操作规程 3.焊接材料回收制度 4.焊材的贮存与保管制度 3 焊材库管理人员岗位职责 1、检查入库焊材的质量证件及包装质量是否符合要求。 2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放, 作好标识。 3、掌握各类焊条的烘干要求。根据焊材领用通知单,对所需要焊材烘干并作好 烘干记录。 4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊 接材料实行回收,作好焊条头、余留焊材回收登记。 5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度 记录。 6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求, 定期计量。 7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回 收数量,上交物资管理部门。 8、对库内焊接材料定期

焊材耗量用量计算表
格式:pdf
大小:245KB
页数:9P
4.8
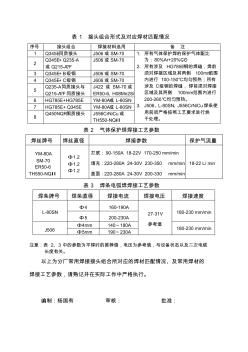
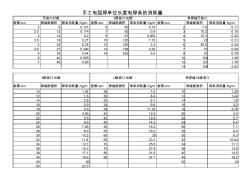
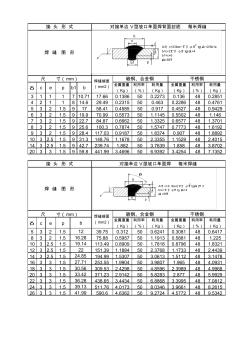
基础资料 (焊材) 说明: 制定焊接材料消耗工艺定额标准所采用的系数为: 手工焊:g填(填充金属重量)=g条/0.5(焊条重量); 埋弧自动焊:g丝(焊丝重量)=1.1g填g剂=1.3g填; 电渣焊:g丝=1.05g填; 气焊:g丝=1.05g填(焊铝时:g丝=1.3g填) 氩弧焊:g丝=1.1g填; g条=1.9g丝(g丝为自动焊、电渣焊、气焊及氩弧焊焊丝定 额) 管子对接焊缝第1页 坡口形式与焊缝注: 1、表中焊丝为全气焊、全手工氩弧焊定额, 2、表中焊条为手工电焊定额, 3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应 乘以0.8。另外氩弧焊打底.焊丝按6kg/100个头计算。 管壁厚度 (mm) 焊缝截面积 (mm2) 焊接材料消耗工艺定额kg/m
电力牌焊材
格式:pdf
大小:1.2MB
页数:6P
4.4
电力牌焊材 电力牌焊材自创立以来就以服务中国电力建设为使命,专门服务于电力工程 安装,电站锅炉、发电机组蒸汽管道焊接。先后荣获电力工业部优质产品奖、冶 金工业部科学技术进步奖和上海市重大科学技术成果奖等十余个重大奖项,为中 国电力建设做出了突出贡献。2013年,电力牌焊接材料产品被评为“上海市名 牌产品”和“中国机械优质品牌”。 公司名称上海电力修造总厂有限公司 事业部名称焊接材料事业部 外文名称spem 总部地点中国上海市浦东新区航都路80号 成立时间1956年 经营范围焊条、焊丝等 公司性质国有企业 公司口号精工良建,品臻致远 年营业额13亿(2013年) 员工数600(2013年) 宣传语卓越焊材电力品牌 所获荣誉中国机械优质品牌、上海市名牌产品 著名产品耐热钢焊条,氩弧焊丝 1公司简介: 上海电力修造总厂有限公司(以下简称“公司”)始
焊材消耗定额
格式:pdf
大小:226KB
页数:6P
4.7
δcepb1b 金属重量 (kg) 利用率 (%) 耗用量 (kg) 金属重量 (kg) 利用率 (%) 耗用量 (kg) 3111710.7117.660.1386500.22730.136480.2851 4211814.629.490.2315500.4630.2286480.4761 5321.591758.410.4585500.9170.4527480.9429 6321.5919.970.990.5573501.11450.5502481.146 7321.5922.784.870.6662501.33250.6577481.3701 8321.5925.6100.30.7874501.57470.7773481.6192
依托“绿桥”架“金桥” 依托“绿桥”架“金桥”
格式:pdf
大小:109KB
页数:2P
4.6
江苏省南京市绿桥瓜果菜专业合作社创办于2000年,现有成员2310户,瓜果菜种植面积6万亩,亩均收入1万多元。合作社先后荣获“全国农民专业合作社示范社”、“江苏‘百佳’农民专业合作社”等称号。以服务成员为宗旨,实施七个统一一是统一优质种子及种苗的引繁及供应,通过免费提供种子种苗、包技术指导、包产品回收等办法,加速品种更新,提升产品质量;二是统一品种的种植茬口和布局,采用不同类型的套种和衔接方法合理布局。

焊材烘焙记录单
格式:pdf
大小:16KB
页数:1P
4.6
焊材烘焙记录单 日期:年月日 焊材名称□507焊条□302焊条□422焊条□431焊剂□101焊剂□其它 焊材规格 开始时间时分记录人 到温时间时分记录人 结束时间时分记录人 烘焙要求 □507焊条350℃烘焙1小时□431焊剂250℃烘焙2小时 □302焊条250℃烘焙1小时□101焊剂350℃烘焙2小时 □422焊条100℃烘焙1小时□其它:____℃(烘焙___小时) 焊材烘焙记录单 日期:年月日 焊材名称□507焊条□302焊条□422焊条□431焊剂□101焊剂□其它 焊材规格 开始时间时分记录人 到温时间时分记录人 结束时间时分记录人 烘焙要求 □507焊条350℃烘焙1小时□431焊剂250℃烘焙2小时 □302焊条250℃烘焙1小时□101焊
焊材管理制度
格式:pdf
大小:15KB
页数:2P
4.7
华电重工机械有限公司 文件名称:焊材管理制度文件编号:hdzg/qd-0705-09 版次/修改状态:a/1章节:7页码:1/2 1目的 为确保施工焊接材料的质量,加强焊接材料的管理,特制定本管理制度。 2适用范围 本管理制度适用于公司所承建工程使用的所有焊接材料的管理。 3职责 3.1采运部负责进厂焊接材料的接收、记录、保管、发放等相关工作。 3.2质量安全部、技术部必要时对进厂的焊接材料进行验证和焊接工艺评定等试验工作。 4管理内容 4.1焊接材料的验收、检验 4.1.1焊接材料的入厂验收: 仓库管理员要依据焊接材料的采购单、合同,按品种、规格、数量进行核对清点。所有验 收入库的焊接材料,合格证和材质证明书必须齐全、有效。 4.1.2仓库管理员在焊接材料验收完后,通知质量部门,必要时由质量部门通知顾客(监理 部门),到仓库检验
金桥焊材相关
文辑推荐
知识推荐
百科推荐


职位:幕墙设计师
擅长专业:土建 安装 装饰 市政 园林


