

基于结构光的直缝钢管焊缝视觉跟踪系统研究
格式:pdf
大小:85KB
页数:3P
人气 :74
 4.4
4.4
本文研究了一种基于结构光的直缝焊管焊缝视觉跟踪系统;系统采用滤波处理和阈值分割作为图像的预处理过程,采用边缘检测、边缘取平均值法获得结构光光带中心线,进而用经验方法准确地获取焊缝中心点,精确性、实时性好,能够很好地完成实时焊缝跟踪任务。



编辑推荐下载



直缝钢管的验收、标志
格式:pdf
大小:6KB
页数:1P
4.4
直缝钢管的验收、标志 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 本文档介绍了直缝钢管的验收、标志。当产品标准有特殊规定时,应按产品标准的规定执行。 1验收 1.1直缝钢管的质量检查和验收,应由供方技术质量监督部门进行。 1.2供方必须保证交货直缝钢管符合相应产品标准的规定。需方有权按相应产品标准进行检查和验收。 1.3直缝钢管应成批提交验收,组批规则应符合相应产品标准的规定。 1.4直缝钢管的检验项目、取样数量、取样部位和试验方法,按相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧制根数组批取样。 1.5直缝钢管试验结果,某一项不符合产品标准的规定时,应将不合格者挑出,并从同一批直缝钢管中, 任取双倍数量的试样,进行不合格项目的复验。 复验结果(包括该项目试验所要求的任一指标)不合格,则该批直缝钢管不得交货。 下
结构光直缝钢管焊缝视觉跟踪系统热门文档

直缝钢管的验收
格式:pdf
大小:9KB
页数:1P
4.7
直缝钢管的验收、标志 本文档介绍了直缝钢管的验收、标志。当产品标准有特殊规定时,应按产品标准的规定执行。 1验收 1.1直缝钢管的质量检查和验收,应由供方技术质量监督部门进行。 1.2供方必须保证交货直缝钢管符合相应产品标准的规定。需方有权按相应产品标准进行检查和验收。 1.3直缝钢管应成批提交验收,组批规则应符合相应产品标准的规定。 1.4直缝钢管的检验项目、取样数量、取样部位和试验方法,按相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧制根数组批取样。 1.5直缝钢管试验结果,某一项不符合产品标准的规定时,应将不合格者挑出,并从同一批直缝钢管中, 任取双倍数量的试样,进行不合格项目的复验。 复验结果(包括该项目试验所要求的任一指标)不合格,则该批直缝钢管不得交货。 下列检验项目,初验不合格时,不允许进行复验: a.低倍组织中有白点; b.显微组织。 1.6复验

直缝钢管的验收、标志 (2)
格式:pdf
大小:6KB
页数:1P
4.6
直缝钢管的验收、标志 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 本文档介绍了直缝钢管的验收、标志。当产品标准有特殊规定时,应按产品标准的规定执行。 1验收 1.1直缝钢管的质量检查和验收,应由供方技术质量监督部门进行。 1.2供方必须保证交货直缝钢管符合相应产品标准的规定。需方有权按相应产品标准进行检查和验收。 1.3直缝钢管应成批提交验收,组批规则应符合相应产品标准的规定。 1.4直缝钢管的检验项目、取样数量、取样部位和试验方法,按相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧制根数组批取样。 1.5直缝钢管试验结果,某一项不符合产品标准的规定时,应将不合格者挑出,并从同一批直缝钢管中, 任取双倍数量的试样,进行不合格项目的复验。 复验结果(包括该项目试验所要求的任一指标)不合格,则该批直缝钢管不得交货。 下
 直缝钢管X射线图像焊缝缺陷检测降噪算法
直缝钢管X射线图像焊缝缺陷检测降噪算法 直缝钢管X射线图像焊缝缺陷检测降噪算法
格式:pdf
大小:187KB
页数:4P
4.6
x射线实时成像技术广泛应用于直缝钢管焊缝缺陷射线检测系统。与螺旋焊缝相比,直缝钢管的厚度大、x射线图像噪声大。针对直缝厚壁钢管x射线图像高噪声、低对比度的特点,研究了直缝钢管x射线图像的噪声特点,拟合了噪声方差与图像灰度值的线性关系曲线,利用噪声方差与图像灰度值的关系估计图像局部噪声方差,并以此提出针对直缝厚壁钢管x射线图像的自适应邻域滤波算法。实验结果表明,改进的滤波算法明显优于中值滤波和原始的自适应邻域滤波算法,它在改善图像质量和降低图像噪声的同时,能较好地保存焊缝边缘和缺陷边缘等图像重要细节,为后续直缝钢管x射线图像焊缝缺陷自动检测提供了理论基础。
直缝钢管与无缝钢管的区别
格式:pdf
大小:10KB
页数:1P
4.7
直缝钢管与无缝钢管的主要区别介绍 直缝钢管和无缝管的主要区别有生产技术,还有应用两个部分。直缝管是铁板,经过压 弯,合口,焊接等工序生产出来的,允许有一条焊缝。而无缝管是圆钢通过轧管机热轧 出来的,是没有焊缝的。 直缝钢管是用带钢卷曲通过焊接完成的, 无缝管是没有焊接的缝隙的, 无缝管是用圆钢 直接制作而成的一个整体的圆形钢管,用钢胚直接拉出来的。 直缝焊管是用钢板或是刚带经过卷曲成型后焊接制成的钢管,焊接钢管生产工艺简单, 生产效率高,品种规格多,单一般强度低于无缝管。 直缝钢管和无缝管的主要区别有生产技术, 还有应用两个部分。 直缝管是铁板, 经过压 弯,合口, 焊接等工序生产出来的, 允许有一条焊缝。而无缝管是圆钢通过轧管机热轧出来 的, 是没有焊缝的。 无缝管和直缝管在直径壁厚相等的情况下, 无缝管所承受的压力和坚固 程度, 是远远大于直缝管的。 一般压力比较高的工程用管就选择无缝
钢管焊缝验算(游乐设施规范)
格式:pdf
大小:227KB
页数:12P
4.5
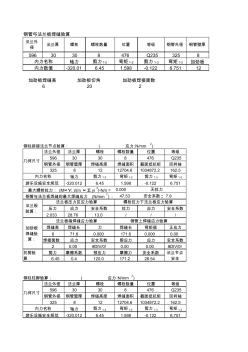
法兰外 径 法兰厚螺栓螺栓数量位置等级钢管外径钢管壁厚 59630308476q2353258 轴力剪力1-2弯矩1-2剪力1-3弯矩1-3加劲板 -320.016.451.598-0.1226.75112 法兰外径法兰厚螺栓螺栓数量位置等级 59630308476q235 钢管外径钢管壁厚焊缝高度焊缝面积截面抵抗矩回转轴 32581212704.61034872.2162.5 轴力剪力1-2弯矩1-2剪力1-3弯矩1-3 -320.0126.451.598-0.1226.751 0.000无拉力 47.53安全系数:7.9 压力应力安全系数拉力应力安全系数 2.03328.7613.0/// 焊缝高焊缝长力焊缝长弯矩值正应力 671.6
结构光直缝钢管焊缝视觉跟踪系统精华文档
20钢管焊缝开裂分析 20钢管焊缝开裂分析
格式:pdf
大小:278KB
页数:4P
4.5
通过对焊管理化检测及断口分析,确认了焊缝开裂是由于钢中存在着大量的mns夹杂物,在高频焊接时,又在焊缝区、熔合区和热影响区形成了较多球状mns夹杂和大块状铁的氧化物及硫氧复合型夹杂物,并在热应力作用下产生了微裂纹。在上述因素下,钢管在压扁试验时即产生开裂。
视觉传感螺旋钢管埋弧焊内焊焊缝自动跟踪系统 视觉传感螺旋钢管埋弧焊内焊焊缝自动跟踪系统
格式:pdf
大小:915KB
页数:4P
4.7
针对螺旋钢管埋弧焊内焊,研制一种基于视觉传感的焊缝自动跟踪系统。以视频摄像机为传感器,在焊接点前方300mm处检测递送边钝边棱边。对视频信号进行放大、整形和二值化处理,获得对应于钝边棱边的脉冲信号,以帧中心为基准,利用单片机进行偏离方向判断及偏差值计算,并将偏差信号以脉冲方式送入交流伺服电动机驱动器,由交流伺服电动机控制焊枪滑移台移动,确保焊丝实时对准焊缝。试验结果表明:采用视频摄像机识别钝边棱边实现焊缝自动跟踪的方法是可行的。系统响应周期小于50ms,跟踪精度达±0.3mm。
直缝钢管预焊设备与工艺 直缝钢管预焊设备与工艺
格式:pdf
大小:524KB
页数:4P
4.4
介绍了直缝钢管焊接生产对预焊的要求及预焊设备与工艺。该设备主要由拘束合缝装置、焊接操作机、焊接系统、电控与激光跟踪系统构成。焊接采用粗丝mag高速焊工艺,电控采用profibus-dp现场总线构成的分布式控制系统,焊缝跟踪及错边检测采用激光闭环跟踪系统。研制出的设备与所提供的工艺已在工厂实际生产中得到应用
螺旋埋弧焊钢管外焊缝视觉传感自动跟踪系统 螺旋埋弧焊钢管外焊缝视觉传感自动跟踪系统
格式:pdf
大小:921KB
页数:4P
4.3
针对螺旋埋弧焊钢管外焊,研制了一种基于视觉传感的焊缝自动跟踪系统。以视频摄像机为传感器,在焊接点前方100mm处检测钢管外焊成形缝。对视频信号进行放大、整形、二值化处理,获得对应于成形缝的脉冲信号,以帧中心为基准,利用单片机进行偏离方向判断及偏差值计算,并将偏差信号以脉冲方式送入交流伺服电机驱动器,由交流伺服电机控制焊枪滑移台移动,确保焊丝实时对准焊缝。试验结果表明,焊接过程采用视频摄像机识别钢管外焊成形缝实现焊缝自动跟踪的方法是可行的。
基于结构光的螺旋钢管埋弧焊焊缝跟踪系统研究 基于结构光的螺旋钢管埋弧焊焊缝跟踪系统研究
格式:pdf
大小:254KB
页数:3P
4.6
介绍了基于结构光的螺旋钢管焊缝跟踪系统,利用log滤波和二值化法消除图像中的噪声并把光带图像从背景中提取出来。采用边界取平均值法抽取光带的中心线,用斜率分析法检测出特征点。该图像处理方法处理速度快,能够满足跟踪系统的要求。
结构光直缝钢管焊缝视觉跟踪系统最新文档
机器人化大直径钢管螺旋焊缝检测视觉跟踪系统的研究与开发 机器人化大直径钢管螺旋焊缝检测视觉跟踪系统的研究与开发
格式:pdf
大小:175KB
页数:未知
4.4
本文介绍了一种应用在螺焊管焊缝超声波无损探伤自动线上,跟踪运动焊缝横向偏移的视觉伺服系统。该系统以单cpu运行的软件进行实时图象识别与系统控制。文中提出了一种在线建立特征模型的匹配识别策略,使系统能够很好地适应引起焊缝视觉特征变化的工作环境,条件的变化,准确识别不同特征的焊缝,同时具有较好的识别快速性。在实际检测线上,系统表现了良好的跟踪特性。
直缝钢管埋弧焊焊剂回收方法 直缝钢管埋弧焊焊剂回收方法
格式:pdf
大小:456KB
页数:4P
4.7
分析了直缝钢管埋弧焊接时焊剂输送和回收的几种方式,介绍了焊剂输送回收的主要部件:真空源、除尘器及焊剂分离器等的原理和特点,并提出了较佳的搭配方式

无缝钢管和直焊缝钢管有什么区别
格式:pdf
大小:13KB
页数:1P
4.5
无缝钢管和直焊缝钢管有什么区别 区别大了,无缝钢管是用钢坯穿孔热轧或者是好i冷拔而成,是一种将钢条加热 后中间直接用合金头穿至而成,可以承受一定的压力,焊接直缝钢管是钢板卷焊 的,造价是根据钢板的价格调整,作为压力小或者是普通流水无压的环境下使用 还可以,价格也要看多大规格 无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。无缝钢管具有中空 截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度 相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如 石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。 无缝钢管用途很广泛。一般用途的无缝钢管由普通碳素结构钢、低合金结构钢或 合金结构钢轧制,产量最多,主要用作输送流体的管道或结构零件。.2、根据用 途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能
钢管混凝土结构中钢管焊缝的超声波检测
格式:pdf
大小:204KB
页数:3P
3
钢管混凝土结构中钢管焊缝的超声波检测——近年来建筑业发展迅猛,钢结构在建筑工程中应用越来越广泛,钢结构中的焊缝探伤也日益受到人们重视。焊缝探伤方法有多种,如超声、射线及表面探伤等。其中超声探伤具有准确率高、操作方便和适用范围广等特点,已成为焊...
复合钢管焊缝腐蚀穿孔原因分析 复合钢管焊缝腐蚀穿孔原因分析
格式:pdf
大小:779KB
页数:5P
4.8
针对某油田复合钢管焊缝腐蚀穿孔情况,采用金相显微镜、扫描电镜(sem)、能谱(eds)等技术对腐蚀部件不同部位的腐蚀形貌和成分进行分析,并对腐蚀穿孔原因进行讨论。结果表明:复合钢管焊缝处的腐蚀穿孔是由于复合钢管内管与法兰焊缝处发生点腐蚀和应力腐蚀造成的。点腐蚀和应力腐蚀的发生和发展主要与焊接工艺、焊缝质量、焊缝材料、焊接应力和环境介质(氯离子含量)等因素有关。

aj钢管焊缝外观质量检测记录表
格式:pdf
大小:110KB
页数:6P
4.8
永善水电站土建及金属结构安装工程 压力钢管制造-焊缝外观质量检测记录表 工程承建单位:水电四局溪洛渡施工局合同编号:sfsd-ys/zf(2012)1单位:mm 制造单位水电四局溪洛渡施工局单位工程名称 永善水电站土建及金属结构安 装工程 分部工程名称金属结构及启闭机设备安装 (f0) 分项工程名称压力钢管制作m1 单元工程名称压力钢管制作管节号 焊接方法手工电弧焊焊工代号 检查项目 焊缝类别、允许缺陷尺寸焊缝名称及类别备注 一、二三ⅰ类ⅱ类 1裂纹不允许 2咬边深≤0.5深≤1 3表面夹渣不允许 深≤0.1δ,长≤0.3 δ且≤10 4表面气孔不允许 φ1.5气孔每米范围 ≤5个,间距≥20 5焊瘤不允许 6飞溅清理干净 7 对接 焊缝 余高 手工焊和气保焊 δ≤25,△h=0~2.5 加劲
不锈钢管焊缝的防腐技术 不锈钢管焊缝的防腐技术
格式:pdf
大小:1.1MB
页数:3P
4.4
平煤天宏焦化公司硫酸铵生产自投产以来,经常出现管道焊缝腐蚀泄漏,直接影响到煤气中氨的净化工艺运行。通过采取承插焊接、翻边活法兰连接以及采用复合管和弯头等措施,解决了硫酸铵母液腐蚀问题,有效延长了设备使用寿命。
钢管焊缝外观质量检测记录表
格式:pdf
大小:42KB
页数:1P
4.4
永善水电站土建及金属结构安装工程 压力钢管制造-焊缝外观质量检测记录表 工程承建单位:水电四局溪洛渡施工局合同编号:sfsd-ys/zf(2012)1单位:mm 制造单位水电四局溪洛渡施工局单位工程名称 永善水电站土建及金属结构安 装工程 分部工程名称金属结构及启闭机设备安装 (f0) 分项工程名称压力钢管制作m1 单元工程名称压力钢管制作管节号 焊接方法手工电弧焊焊工代号 检查项目 焊缝类别、允许缺陷尺寸焊缝名称及类别备注 一、二三ⅰ类ⅱ类 1裂纹不允许 2咬边深≤0.5深≤1 3表面夹渣不允许 深≤0.1δ,长≤0.3 δ且≤10 4表面气孔不允许 φ1.5气孔每米范围 ≤5个,间距≥20 5焊瘤不允许 6飞溅清理干净 7 对接 焊缝 余高 手工焊和气保焊 δ≤25,△h=0~2.5 加劲
合金钢管焊缝硬度规定值的商榷 合金钢管焊缝硬度规定值的商榷
格式:pdf
大小:133KB
页数:未知
4.6
合金钢管焊缝在热处理后的硬度允许值,不同规范规定的差异很大。本文以调查、试验结果为依据,对国家标准《工业金属管道工程施工及验收规范》(gb50235-1997)的有关规定提出了修改建议。
结构光直缝钢管焊缝视觉跟踪系统相关
文辑推荐
知识推荐
百科推荐


职位:幕墙门窗资料员
擅长专业:土建 安装 装饰 市政 园林


