




00钢筋套筒连接规范.
一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量及验收规范》gb50204-2002第5.4.6条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带 肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适 用于焊接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增补内容, 单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石油气熔态气压
编辑推荐下载

钢筋套筒连接规范标准 (2)
格式:pdf
大小:83KB
页数:12P
 4.4
4.4
...... .专业word可编辑. 一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量及验收规范》gb50204-2002第5.4.6条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋 钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适用于 焊接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12m
钢筋套筒连接规范PPT热门文档
钢筋套筒连接规范 (2)
格式:pdf
大小:26KB
页数:5P
4.8
一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝土用钢第2部分:热轧 带肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增 加了适用于焊接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增 补内容,单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石油气熔态气 压焊的内容; ⑦在预埋件t形接头焊接中增加了钢筋埋弧螺柱焊。 钢筋氧液化石油气熔态气压焊:钢

钢筋套筒连接规范-Word-文档
格式:pdf
大小:601KB
页数:6P
4.6
1 钢筋套筒知识 时间:2010-07-1105:44来源:unknown作者:355点击:109次 6.1试验速率的节制 由于在接头的单向拉伸强度实验规范中并没有专门指出试验速率如何节制,但它 对实验结果会产生影响,很明显不能参照钢 6.1试验速率的节制 由于在接头的单向拉伸强度实验规范中并没有专门指出试验速率如何节制,但它 对实验结果会产生影响,很明显不能参照钢筋焊接接头实验方法,我们施用的是 gb/t228-2002《金属质料室温检测方法》中涉及测定拉伸强度的划定:如实验不 包孕屈就强度或划定强度的测定,平行长度的应变速率不该超过0.008/s,如果 试验机无力测量或节制应变速率,直至屈就完成,应接纳等效于下表划定的应力 速率的试验机夹头分离速率钢筋等强剥肋滚压直螺纹连接技能可连接直径 16-40mm的(近期又扩展到直径12-50m
钢筋套筒连接规范 (2)
格式:pdf
大小:43KB
页数:12P
4.3
精选 一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量及验收规范》gb50204-2002第5.4.6条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带 肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适 用于焊接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增补内容, 单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石油气熔
钢筋套筒连接规范 (3)
格式:pdf
大小:170KB
页数:12P
4.3
一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量及验收规范》gb50204-2002第5.4.6条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带 肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适用于 焊接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增补内容, 单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石
钢筋套筒连接规范PPT精华文档

钢筋套筒连接规范
格式:pdf
大小:14KB
页数:5P
4.4
业规范和通用规程共同评定4检验规则 接头的检验分为型式检验、工艺检验和施工现场检验 型式检验的首要效用是确定接头性能等级,另有当质料、工艺、规格进行改动和质量监督部 门提出专门要求时也需要进行型式检验钢筋连接工程起头前及施工历程中,应对每批进场钢 筋进行接头工艺检验,这是非常重要的,但是现在往往得不到重视,首要缘故原由是扩大了 连接工程施工单位提供的型式检验陈诉的效用,往往只要有了型式检验陈诉就万事大吉,或 者将工艺检验和现场检验混为一谈,合二为一,工艺检验是检验技能提供单位所确定的工艺 参数是否与本工程中的进场钢筋相顺应,发现工艺检验不合格,可实时调解工艺参数,这样 可提高实际工程中抽样试件的合格率,减少在工程应用后再发现问题酿成的经济丧失现场检 验是由检验部门在施工现场进行的抽样检验,需在设置设备摆设单位或监理单位的见证下取 样,一般只进行外观质量
钢筋套筒连接规范标准
格式:pdf
大小:80KB
页数:12P
4.4
.\ 一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量及验收规范》gb50204-2002第5.4.6条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带 肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适 用于焊接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增补内容, 单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石油气
![钢筋套筒连接规范标准[详]](https://files.zjtcn.com/group1/M00/8D/FD/CgoBZ2A_RdGAPvrxAAA2dk3XCb8285.jpg)
钢筋套筒连接规范标准[详]
格式:pdf
大小:186KB
页数:19P
4.5
...... 学习参考 一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量及验收规范》gb50204-2002第5.4.6条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带 肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适 用于焊接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋
钢筋套筒连接规范-(48638)
格式:pdf
大小:109KB
页数:18P
4.6
-- -- 一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量及验收规范》 gb50204-2002第5.4.6条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝 土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现, 做了细晶粒钢筋各种焊接方法的试验后,增加了适用于焊 接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸 至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋 闪光对焊”中列出,增补内容,单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢
钢筋套筒连接规范PPT最新文档
钢筋套筒连接规范(20200929113928)
格式:pdf
大小:258KB
页数:12P
4.6
一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 有关要求及规定《混凝土结构工程施工质量及验收规范》gb50204-2002第5.4.6条 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带 肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适用于 焊接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增补内容, 单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液

钢筋套筒连接规范(20200929114026)
格式:pdf
大小:27KB
页数:6P
4.7
一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是《钢筋混凝土用钢第2部分:热轧带肋钢筋》中 细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适用于焊 接的钢筋牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增 补内容,单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石油气熔态 气压焊的内容; ⑦在预埋件t形接头焊接中增加了钢筋埋弧螺柱焊。 钢筋氧液化石油气熔态气压焊:钢筋气压焊的基本原理是采用氧

钢筋套筒连接规范(20200929114029)
格式:pdf
大小:36KB
页数:5P
4.4
建筑 业规范和通用规程共同评定4检验规则 接头的检验分为型式检验、工艺检验和施工现场检验 型式检验的首要效用是确定接头性能等级,另有当质料、工艺、规格进行改动和质量监督部 门提出专门要求时也需要进行型式检验钢筋连接工程起头前及施工历程中,应对每批进场钢 筋进行接头工艺检验,这是非常重要的,但是现在往往得不到重视,首要缘故原由是扩大了 连接工程施工单位提供的型式检验陈诉的效用,往往只要有了型式检验陈诉就万事大吉,或 者将工艺检验和现场检验混为一谈,合二为一,工艺检验是检验技能提供单位所确定的工艺 参数是否与本工程中的进场钢筋相顺应,发现工艺检验不合格,可实时调解工艺参数,这样 可提高实际工程中抽样试件的合格率,减少在工程应用后再发现问题酿成的经济丧失现场检 验是由检验部门在施工现场进行的抽样检验,需在设置设备摆设单位或监理单位的见证下取 样,一般只进行外

钢筋套筒连接规范(20200930103326)
格式:pdf
大小:29KB
页数:10P
4.8
一、钢筋的连接方式及执行标准情况 1.绑扎搭接接头 2.钢筋焊接接头 现行标准《钢筋焊接及验收规程》jgj182003 标准正在进行修订,修订的主要内容有: ①增加了术语和符号; ②根据国家现行标准,特别是《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶 粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋 牌号和规格; ③对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm; ④在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增补内容, 单独成节; ⑤在钢筋电弧焊中,增加了co2气体保护电弧焊的内容; ⑥在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石油气熔态气压 焊的内容; ⑦在预埋件t形接头焊接中增加了钢筋埋弧螺柱焊。 钢筋氧液化石油气熔态气压焊:钢筋气压焊的基本原理是采用氧-
钢筋套筒连接计算
格式:pdf
大小:46KB
页数:2P
4.6
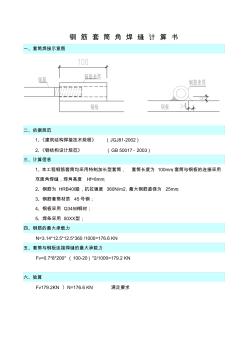
钢筋套筒角焊缝计算书 一、套筒焊接示意图 二、依据规范 1、《建筑结构焊接技术规程》(jgj81-2002) 2、《钢结构设计规范》(gb50017-2003) 三、计算信息 1、本工程钢筋套筒均采用特制加长型套筒,套筒长度为100mm;套筒与钢板的连接采用 双面角焊缝,焊角高度hf=8mm; 2、钢筋为hrb400级,抗拉强度360n/m2,最大钢筋直径为25mm; 3、钢筋套筒材质45号钢; 4、钢板采用q345b钢材; 5、焊条采用50xx型; 四、钢筋的最大承载力 n=3.14*12.5*12.5*360/1000=176.6kn 五、套筒与钢板连接焊缝的最大承载力 fv=0.7*8*200*(100-20)*2/1000=179.2kn 六、验算 fv179.2kn〉n=176.6kn满足要求 钢筋角焊缝计算
钢筋套筒连接技术交底
格式:pdf
大小:95KB
页数:3P
4.5
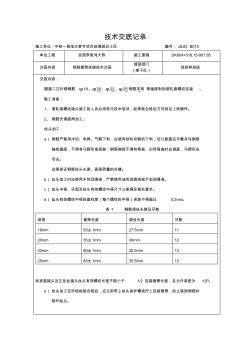
技术交底记录 施工单位:中铁一局宝兰客专项目经理部五工区编号:jsjd-b015 单位工程杏园李家河大桥施工里程dk904+518.15-907.85 交底内容钢筋套筒连接技术交底 接底部门 (架子队) 倪其祥班组 交底内容: 隧道二次衬砌钢筋φ18、φ20、φ22、φ25钢筋采用等强度剥肋滚轧直螺纹连接。 施工准备: 1、滚轧直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上岗操作。 2、钢筋先调直再加工。 丝头加工: a)钢筋严禁用冲切、电焊、气割下料,应使用砂轮切割机下料;切口断面应平整并与钢筋 轴线垂直,不得有马蹄形或扭曲;钢筋端部不得有弯曲,出现弯曲时应调直,马蹄形应 切去。 这是保证钢筋丝头长度、直径质量的关键。 b)丝头加工时应使用水性润滑液,严禁使用油性润滑液或不加润滑液。 c)丝头中径、牙型及丝头有效螺纹中径尺寸公差满足相关要求。

钢筋套筒连接技术交底 (2)
格式:pdf
大小:136KB
页数:3P
4.4
精选 除特别注明外,地下室底板和相应的基础梁按倒置板、倒置梁要求,连接部 位上部纵筋一般在跨中1/3范围之外连接或锚固在支座内,下部纵筋一般在跨中 1/3范围之内连接。 楼层梁纵筋和楼板钢筋的连接部位:上部纵筋一般在跨中1/3范围内连接; 下部纵筋一般锚固在支座内,或在跨中1/3范围之外弯矩较小处连接。 ①钢筋丝头加工 采用钢筋切断机下料,要保证其端部不因挤陷而导致丝扣不饱满。要求下料 断面垂直钢筋轴线,无马蹄形或弯曲头,否则用砂轮切割机切掉。 滚扎钢筋直螺纹时,采用水溶性切削润滑液,不得用机油作切削润滑液或不 加润滑液滚扎丝头。 钢筋套丝完成后,要求用牙形规、环规逐个检查钢筋丝头的加工质量; 自检合格的丝头,一头拧上同规格的保护帽,另一头拧上同规格的连接套; 质检人员用牙形规、环规,按10%的加工数量抽检钢筋丝头加工质量,并填 写钢筋螺纹加工检验记录,

钢筋套筒连接技术规程 (2)
格式:pdf
大小:569KB
页数:7P
4.7
钢筋等强度剥肋滚轧直螺纹连接技术规程》(2009/07/1914:39) 一、总则 1、为在混凝土结构中使用钢筋等强度剥肋滚轧直螺纹接头,做到经济合理,确保质量,特 制定本规程。 2、本规程适用于钢筋剥肋滚轧直螺纹接头的施工应用与验收。剥肋滚轧直螺纹接头适用于 工业与民用建筑的混凝土结构中直径为16—40mm的hrb335、hrb400带肋钢筋的连接。 3、用于等强度剥肋滚轧直螺纹钢筋接头的钢筋应符合现行国家标准的要求。本规程应与现 行行业标准《钢筋机械连接通用技术规程》jgj107-2003配套使用,尚应符合国家现行标准 的有关规定。 二、术语 1、钢筋等强度剥肋滚轧直螺纹接头(以下简称直螺纹接头)fullpcrformanccknob-cut rolledparallelthreeadsplicingofredars 把待连接的钢筋端部剥肋后
钢筋套筒连接规范PPT相关
文辑推荐
知识推荐
百科推荐


职位:木门结构工程师
擅长专业:土建 安装 装饰 市政 园林


