

在役管道修复与抢修焊接工艺模拟试验方法
格式:pdf
大小:709KB
页数:6P
人气 :83
 4.8
4.8
分析了国内外在役管道修复和抢修所采用的主要焊接标准,对影响在役管道焊接质量的主要因素及控制方法进行了分析,提出了在役管道修复与抢修焊接工艺模拟试验的方法。该方法已在兰成渝成品油管道修复与抢修焊接工艺中进行了研究应用,对开展其它在役管道修复和抢修焊接工艺的研究工作具有重要的参考价值。



 管道不停输状态封堵三通焊接工艺模拟试验
管道不停输状态封堵三通焊接工艺模拟试验 管道不停输状态封堵三通焊接工艺模拟试验
对在管道不停输状态下影响封堵三通焊接质量的主要因素及控制方法进行了分析,制定出科学、经济和可靠的焊接工艺模拟试验方法,通过该方法已成功制定了管道储运分公司部分在运行管道不停输封堵三通的焊接工艺。
采用不同的焊接工艺方法修复管道 采用不同的焊接工艺方法修复管道
众所皆知,按焊缝的空间位置,可分为平焊、立焊、横焊和仰焊4种,平焊操作位置最佳,焊接电流可取上限值,焊速快,易于保证焊接质量,从而提高生产效率,所以在生产实践中被广泛的应用。立焊、横焊次之,而仰焊位置的操作是最不理想的,这是因为熔池中的液
编辑推荐下载
低碳钢焊接工艺评定试样的试验方法 低碳钢焊接工艺评定试样的试验方法
格式:pdf
大小:280KB
页数:2P
4.4
以广州地铁防淹门系统工程的低碳钢焊接工艺评定试样的试验为例,介绍了典型的焊接试板力学工艺性能方面的试验方法.
探讨长输管道焊接工艺方法与实践研究 探讨长输管道焊接工艺方法与实践研究
格式:pdf
大小:97KB
页数:未知
4.7
随着油田输气工程战略的展开,对于大口径管道的焊接要求越来越高。本文以大口径管道焊接工艺进行研究,综述了现在大口径管道焊接工艺的方法,同时本文以某工程一段管道的焊接为例,对大口径管道焊接的难点以及应用情况进行说明。
管道修复与抢修焊接工艺模拟试验方法热门文档
冰碛土三轴数值模拟试验方法探讨
格式:pdf
大小:376KB
页数:5P
4.6
由于冰碛土粒度组成和沉积结构的特殊性,无论室内试验还是原位试验,均难以获取冰碛土体可靠的强度和变形指标,因而强度值的合理选取一直成为冰碛土体工程设计和评价的瓶颈。采用元胞自动机方法模拟冰碛土体结构,构造仿真的大型试体,借助于flac3d,对模拟试体进行了三轴数值模拟试验,并依据常规三轴试验的力学公式求得了冰碛土体的强度和变形参数,从而为岩土体强度试验提供了一种崭新方法,为虚拟岩土实验室的建立作出了有益的尝试。

常用的模拟环境试验方法
格式:pdf
大小:7KB
页数:3P
4.7
个人收集整理-zq 1/3 常用地模拟环境试验方法 环境试验地试验场地应能具有广泛地代性,能进行尽可能多地试验项目,并且应与将来可能作战地环境 尽可能地接近.但是,环境试验场往往与真实地使用环境存在差别.文档来自于网络搜索 在选择模拟试验项目时,应具体地分析对待试验物品地使用要求,应使选择地试验项目既代表了主要地 使用环境,又能加快试验速度,节省经费.文档来自于网络搜索 目前,国外已将环境试验标准化,许多国家还制定了环境试验标准化,总地来说这些标准大同小异,主 要包括以下环境试验项目:文档来自于网络搜索 低压(高空)试验:试验适用于在飞机货舱中空运地兵器,在高原上使用地兵器和空运兵器在飞机受伤 后发压力迅速下降地情形.试验地目地是检验兵器在低压环境中使用性能以及压力迅速下降对兵器性能地 影响模拟地最高高度可达(米),试验时取高度相对应地温度值.文档来自于网络搜索 高温
加热炉盘管修复焊接工艺 加热炉盘管修复焊接工艺
格式:pdf
大小:214KB
页数:未知
4.6
采用手工钨极氩弧焊打底、焊条电弧焊盖面的工艺技术,不仅克服了传统的使用焊条电弧焊进行修复焊接工艺的弱点,提高了焊接质量,还减少焊后管线的吹扫工作,缩短了工期。
印制板焊接试验方法与测试评价 印制板焊接试验方法与测试评价
格式:pdf
大小:1.9MB
页数:5P
4.4
焊接试验方法是考察印制板质量和可靠性的重要方法之一,本文通过对3种具体试验方法的标准介绍和比较,结合实际试验案例进行原因分析,为pcb检验人员正确掌握以上试验方法提供技术指导。
管道修复与抢修焊接工艺模拟试验方法精华文档
激光塑料焊接工艺研究与数值模拟分析 激光塑料焊接工艺研究与数值模拟分析
格式:pdf
大小:343KB
页数:未知
4.8
金属材料的激光焊接已经得到了较广泛的应用,而激光焊接塑料的研究正刚刚起步。随着塑料激光焊接设备的逐步商品化,塑料激光焊接的应用必将越来越广泛。设计并确定了激光焊接的实验方案,通过工艺试验及数值模拟分析,优化工艺参数,提高焊接强度和焊接精度,为塑料激光焊接在生产实际中的应用提供工艺方法实验指导。

钢筋焊接工艺性试验方案
格式:pdf
大小:219KB
页数:8P
4.8
钢筋电弧焊工艺性试验方案 一、工程概况: 本标段施工包含渠道(桩号:131+751~138+551)混凝土衬砌、 排水设施等土建施工;1座河渠交叉建筑物(东赵河倒虹吸);1座左 岸排水建筑物(熊庄河倒虹吸);半坡店分水口门1座控制性建筑物; 鸭东三分干倒虹吸等2座渠渠交叉建筑物;安庄南2座跨公路桥等5 座公路桥和小吴庄生产桥等1座,混凝土工程量约11.35万m3,钢筋 约7074t。 二、试验目的: (1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现 场钢筋焊接质量; (2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊 接形式。 三、编制的依据: (1)、《公路桥涵施工技术规范》(jtj041-2000); (2)、《钢筋焊接及验收规程》(jgj18-2003); (3)、招投标文件。 四、施工准备: 1、机械设备 电弧焊的主要设备是z

钢筋焊接工艺设计试验方案(成稿)
格式:pdf
大小:177KB
页数:16P
4.8
. . 关于发放《钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试 验》的通知 集团公司各分(子)公司: 根据《钢筋焊接及验收规程》(jgj18-2012)中“4.1.3条”强制性条 文要求,钢筋正式焊接前必须进行现场条件下的焊接工艺试验。集团公司 技术部根据规范要求,特编制《钢筋焊接(闪光对焊、电弧焊、电渣压力 焊)工艺试验》通用文本,现下发给大家,请结合项目实际情况进行编制。 苏州第一建筑集团有限公司 技术部 2015年3月9日 . . 钢筋焊接(闪光对焊、电弧焊、电渣压力焊) 工艺试验 1.工程概况 2.试验目的、适用范围 根据jgj18-2012强制性条文要求,在工程开工或者每批钢筋正式焊接之前,无论 采用何种焊接工艺方法,均须采用与生产相同条件进行焊接工艺试验,以便了解钢筋焊 接性能,选择最佳焊接参数,以及掌握担负生产的焊工的技术水平。通过本次钢筋焊接
钢筋焊接工艺设计性试验方案报告
格式:pdf
大小:198KB
页数:10P
4.4
word格式整理版 优质.参考.资料 广州市轨道交通七号线一期工程【施工4标】土建 工程钟村站 钢筋焊接工艺性试验方案 编制: 审核: 批准: 广东水电二局股份有限公司广州市轨道交通七号线 一期工程【施工4标】土建工程钟村站项目部 二零一四年十一月二号 word格式整理版 优质.参考.资料 目录 1、工程概况..............................................3 2、试验目的..............................................3 3、编制依据..............................................3 4、试验准备..............................................3 5、操作工艺...........

钢筋焊接工艺试验方案(成稿)
格式:pdf
大小:173KB
页数:15P
4.6
关于发放《钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试 验》的通知 集团公司各分(子)公司: 根据《钢筋焊接及验收规程》(jgj18-2012)中“4.1.3条”强制性条文 要求,钢筋正式焊接前必须进行现场条件下的焊接工艺试验。集团公司技 术部根据规范要求,特编制《钢筋焊接(闪光对焊、电弧焊、电渣压力焊) 工艺试验》通用文本,现下发给大家,请结合项目实际情况进行编制。 苏州第一建筑集团有限公司 技术部 2015年3月9日 钢筋焊接(闪光对焊、电弧焊、电渣压力焊) 工艺试验 1.工程概况 2.试验目的、适用范围 根据jgj18-2012强制性条文要求,在工程开工或者每批钢筋正式焊接之前,无论 采用何种焊接工艺方法,均须采用与生产相同条件进行焊接工艺试验,以便了解钢筋焊 接性能,选择最佳焊接参数,以及掌握担负生产的焊工的技术水平。通过本次钢筋焊接 工艺性试验,确定钢筋闪光对焊、
管道修复与抢修焊接工艺模拟试验方法最新文档

钢筋焊接工艺试验方案
格式:pdf
大小:155KB
页数:15P
4.3
关于发放《钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试 验》的通知 集团公司各分(子)公司: 根据《钢筋焊接及验收规程》(jgj18-2012)中“4.1.3条”强制性条文 要求,钢筋正式焊接前必须进行现场条件下的焊接工艺试验。集团公司技 术部根据规范要求,特编制《钢筋焊接(闪光对焊、电弧焊、电渣压力焊) 工艺试验》通用文本,现下发给大家,请结合项目实际情况进行编制。 苏州第一建筑集团有限公司 技术部 2015年3月9日 钢筋焊接(闪光对焊、电弧焊、电渣压力焊) 工艺试验 1.工程概况 2.试验目的、适用范围 根据jgj18-2012强制性条文要求,在工程开工或者每批钢筋正式焊接之前,无论 采用何种焊接工艺方法,均须采用与生产相同条件进行焊接工艺试验,以便了解钢筋焊 接性能,选择最佳焊接参数,以及掌握担负生产的焊工的技术水平。通过本次钢筋焊接 工艺性试验,确定钢筋闪光对焊、

钢筋焊接工艺性试验方案1
格式:pdf
大小:192KB
页数:8P
4.8
. 部分内容来源于网络,有侵权请联系删除! 广州市轨道交通七号线一期工程【施工4标】土建 工程钟村站 钢筋焊接工艺性试验方案 编制: 审核: 批准: 广东水电二局股份有限公司广州市轨道交通七号线 一期工程【施工4标】土建工程钟村站项目部 二零一四年十一月二号 . 部分内容来源于网络,有侵权请联系删除! 目录 1、工程概况..............................................3 2、试验目的..............................................3 3、编制依据..............................................3 4、试验准备..............................................3 5、操作工艺.........
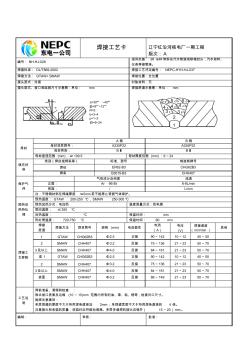
管道焊口焊接工艺卡
格式:pdf
大小:482KB
页数:6P
4.5
焊接工艺卡辽宁红沿河核电厂一期工程 版次:a 编号:nh-hj-028 适用范围:3#&4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准:dl/t869-2002焊接工艺评定编号:nepc-hyh-hj-037 焊接方法:gtaw+smaw焊接位置:全位置 接头型式:对接衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位:mm a=30°~40° β=8°~12° r=5 b=3~4 p=1~2 δ=9~24 r 焊接层道示意图:单位:mm 1 2 3132 414243 515253 母材 a侧b侧 母材材质牌号:a335p22a335p22 母材类别:bⅰbⅰ 母材直径范围(mm):≥109.5母材厚度范围(mm):9~24 填充材 料 类别(焊丝或焊条等)标准、型号制造商
铸焊式主索鞍焊接工艺分析及数值模拟 铸焊式主索鞍焊接工艺分析及数值模拟
格式:pdf
大小:409KB
页数:6P
4.5
基于sysweld模拟,针对大型主索鞍鞍头与座体的对接焊缝,分析了材料焊接性,模拟了一定热输入条件下的焊接温度场、焊缝及热影响区的组织分布。模拟表明:热输入越大,焊缝及热影响区经800~500℃冷却所需时间越长,较硬脆的马氏体、贝氏体组织含量越少,而韧塑性较好的铁素体+珠光体的组织含量越多。该研究给出了铸焊式主索鞍较合理的焊接工艺方案,为大型铸焊式主索鞍的焊接生产提供了设计思路,对降低生产成本、提高产品质量具有重要应用价值。
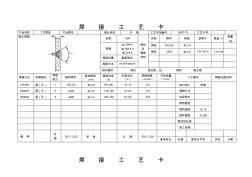
工艺管道焊接工艺卡
格式:pdf
大小:111KB
页数:3P
4.3
焊接工艺卡 产品名称工艺管线产品图号接头名称对接工艺评定编号qap-19工艺卡号1 接头简图: 材质20# 焊材 及 辅助 材料 名称牌号规格烘烤℃保温h用量 kg 规格 φ108*4 φ159*4.5 φ219*6 焊丝tig-50φ2.5 焊条j422φ2.5150~200℃1-2小时 焊接位置垂直固定 焊接方法gtaw+smaw 探伤要求探伤级合格,加探伤级合格 焊接方法电源极性 焊缝 层次 焊材牌号焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 气体流量 (l/min) 工艺要求焊接过程说明 gtaw直(正)1tig-50φ2.595-10013-154-5坡口加工机械 smaw直(正)2j422φ3.2115-12021
煤矿瓦斯负压放水器地面模拟试验方法与装置 煤矿瓦斯负压放水器地面模拟试验方法与装置
格式:pdf
大小:85KB
页数:1P
4.6
鉴于平安开诚智能安全装备有限责任公司开发制造煤矿井下瓦斯负压放水器的情况,本文探讨了在地面模拟实验负压放水器的工艺方法.文中通过设计一放水器实验装置,实现类似煤矿井下环境下来检测放水器性能参数,对大批量生产煤矿井下瓦斯负压放水器提供必要的检测装备和工艺依据,以满足生产、检测需要.

管道、管件制作焊接工艺
格式:pdf
大小:20KB
页数:15P
4.6
管道、管件制作焊接工艺 编制人: 批准人: xx专业项目部 本工艺标准适用于一般建筑工程中管道、管件制作与安装手工电弧焊 焊接工程。 1.1材料及主要机具: 1.1.1电焊条:其型号按设计要求选用,必须有质量证明书。 按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计 无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随 用随取。酸性焊条与碱性焊条不准混杂使用。 1.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式 应与焊件相同。 1.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 1.2作业条件
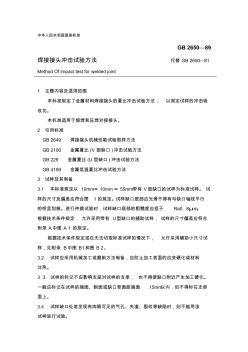
焊接接头冲击试验方法
格式:pdf
大小:299KB
页数:6P
4.5
中华人民共和国国家标准 gb2650—89 焊接接头冲击试验方法代替gb2650—81 methodofimpacttestforweldedjoint 1主题内容及适用范围 本标准规定了金属材料焊接接头的夏比冲击试验方法,以测定试样的冲击吸 收功。 本标准适用于熔焊和压焊对接接头。 2引用标准 gb2649焊接接头机械性能试验取样方法 gb2106金属夏比(v型缺口)冲击试验方法 gb229金属夏比(u型缺口)冲击试验方法 gb4159金属低温夏比冲击试验方法 3试样及其制备 3.1本标准规定以10mm×10mm×55mm带有v型缺口的试样为标准试样。试 样的尺寸及偏差应符合图1的规定。试样缺口底部应光滑不得有与缺口轴线平行 的明显划痕。进行仲裁试验时,试样缺口底

压力管道焊接工艺卡
格式:pdf
大小:378KB
页数:6P
4.6
焊接工艺卡 焊接工艺评定编号pqr-wd-015 焊接部件zq、zd 母材类别ⅲ-2 坡口形式:焊接方法gtaw/smaw 焊接位置管状水平固定(5g) 厚度(mm)δ=9、10、11、13 外径(mm)φ=194、219、273、325 焊条r307 焊丝tig-r30 焊前准备 清除坡口两侧20mm范围内所有油漆、铁 锈等杂质,检查坡口形式及对口情况。 预热层间 温度 (℃) 焊后热处理 加热 方法 加热温度 (℃) 加热 方法 升温速率 (℃/h) 加热温度 (℃) 恒温时间(h) 降温速率 (℃/h) 电加热200-300≯400电加热≯300670-700 δ=9、10、11时0.5h δ=13时0.5h ≯300 保护气体氩气,纯度为99.95%以上,流量为8~9l/min。
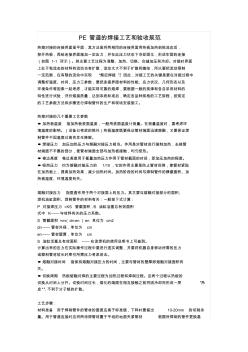
PE管道的焊接工艺和验收规范
格式:pdf
大小:20KB
页数:2P
4.6
pe管道的焊接工艺和验收规范 热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后, 移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接 (如图1-1所示)。其主要工艺过程为调整、加热、切换、合缝加压和冷却。对接时界面 上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制 一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中 调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及 环境条件等因素一起考虑,才能实现可靠的熔焊,要根据一般的规律和各自采用材料的 特性进行试验,评价熔接质量,达到系统标准后,确定各品种规格的工艺规程,按规定 的工艺参数方法和步骤进行焊制管件的生产和现场安装施工。 热熔对接的几个重要工艺参数 ●加热板温度指加热板表面温度,一般用表面温度
管道修复与抢修焊接工艺模拟试验方法相关
文辑推荐
知识推荐
百科推荐


职位:管道工程师
擅长专业:土建 安装 装饰 市政 园林


