

e7化焊缝超声波探伤中缺陷的定位分析
格式:pdf
大小:955KB
页数:4P
人气 :91
 4.4
4.4
钢管螺旋埋弧熔化焊缝超声波探伤中缺陷的定位分析 作者: 强会明 作者单位: 宝鸡石油钢管有限责任公司 陕西 宝鸡 721008 相似文献(3条) 1.会议论文 李丽红 S355JR焊接裂纹的原因探讨 2002 本文介绍了采用埋弧自动焊焊接大管径筒体时产生裂纹的情况,并针对裂纹的特征,探讨了产生裂纹的原因,给出了防止裂纹的措施. 2.期刊论文 颜飞 埋弧自动焊在P5管线焊接中的应用 -建筑机械 2001,""(10) P5 无缝钢管是美国材料与试验学会标准ASTMA335中的材料,相当于我国的1Gr5Mo耐热钢无缝钢管.在华南某地的催化重整装置中选用了大量规格为φ480×19和φ530×21的P5无 缝钢管,焊接难度和工作量很大.为提高焊接一次合格率和劳动生产率,减轻劳动强度,加快工程进度,我们选用了手工钨极氩弧焊和手工电弧焊焊接第一和第二层,其余全部使用埋弧 自



焊缝超声波探伤(第三节焊缝超声波探伤定位)
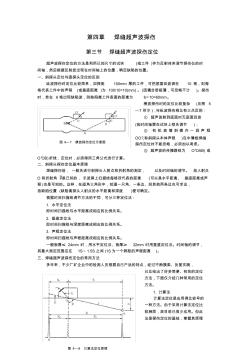
第四章焊缝超声波探伤 第三节焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块(或工件)作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测100mm厚的工件,可把底面回波调在10格,则每 格代表工件中的声程(或垂直距离)为100/10=10(mm)。(因耦合层极薄,可忽略不计)。探伤 时,若在6格出现缺陷波,则缺陷离工件表面的距离为6×10=60mm。 横波探伤时的定位比较复杂(见图5 –7所示),与纵波探伤相比有三点区别: ①超声波射到底面时无底面回波 (故时间轴需在试块上预先调节); ②有机玻璃斜楔内一段声程 oo(称斜探头本体声程)在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③超声波的传播路线为
焊缝超声波探伤缺陷分析
焊缝超声波探伤缺陷分析 摘要:焊缝的缺陷一般是由冶金和焊接技术两种原因产生。焊接过程实际上 是一个冶炼和浇铸,过程首先利用电能或其他形式的能产生高温使金属熔化,形 成熔池,熔融金属在熔池中经过冶金反应冷却,将两个母材牢固结合在一起。此 过程产生的各种缺陷,包括裂纹,气孔,夹渣等,都必须引起足够重视,要认真 分析评估,本文重点讨论了超声波探伤过程中的缺陷分析。 关键词:超声波缺陷焊缝 anlysisofdefectsonweldingseambyultrasonictest wangjiayi (1,shanghaijiaotonguniversity2,siemensvaimetaltechnology) abstract:normally,thedefectsoccuriedintheweldingseambymeta
编辑推荐下载
焊缝超声波探伤缺陷性质的判断
格式:pdf
大小:333KB
页数:4P
4.6
焊缝超声波探伤缺陷性质的判断 姚志忠 (大震锅炉工业(昆山)有限公司,江苏昆山 215300) 摘 要:阐述了采用a型脉冲反射法超声波探测焊缝时,对缺陷进行性质判断的程序和方法。 关键词:焊缝;超声波探伤;缺陷定性 中图分类号:tg115.28+5 文献标识码:a 文章编号:167124423(2004)01225204 1 缺陷性质判断的适用范围 本方法适用于a型脉冲反射法对焊缝进行超 声检测缺陷定性。对余高磨平的焊缝,焊缝区域内的 各种缺陷均可用本方法进行定性,对有余高的焊缝, 只能对不包括余高的焊缝区域内的各种缺陷定性。 对缺陷定性用探头应与规定的检测探头相同。 2 缺陷性质判断依据 焊缝超声检测对缺陷定性依据为: (1)工件结构与坡口形式; (2)母材与焊材; (3)焊接方法和焊接工艺; (4)缺陷
90°弯头对接焊缝超声波探伤及缺陷定位
格式:pdf
大小:1004KB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
e7化焊缝超声波探伤中缺陷定位分析热门文档
焊缝超声波探伤报告记录
格式:pdf
大小:91KB
页数:2P
4.5
考号: 焊缝超声波探伤报告 1.试样编号:试样厚度: 2.焊接方法:坡口型式: 3.仪器型号:pxut-350b+探头规格: 4.入射点测定:(1)(2)(3)平均: 5.k值测定:(1)(2)(3)平均: 6.时基扫描线调整方法与比例: 7.标准试块:csk-对比试块: 8.声能损失修正:db 9.工件探伤灵敏度:db 10.距离-波幅曲线绘制 距离 mm 波幅 db 距离波幅实测值距离---波幅曲线图 11.缺陷示意图 12.缺陷记录 a b a a bb 序 号 缺陷指示长度mm波最高点 s1s2长度 缺陷距焊缝中 心距离mm 缺陷距 焊缝表 面深度 mm s3 高于定 量线db 值 波高 区域 评定 等级 ab s1---缺陷起始距试板左端头的距离 s2---缺陷终点距试板左端头的距离 s3---
焊缝超声波探伤报告单
格式:pdf
大小:66KB
页数:1P
4.6
焊缝超声波探伤报告单 工程名称铁塔制作、安装工程铁塔高度52米 探伤部分塔靴探伤日期年月日 探伤数量2探伤厚度ρ=16 表面光洁度-探测灵敏度φ3x4-16db 表面补偿4db探伤标准gb11345-87 探伤频率2.5mhz探头选择2598x12/12-d 工作条件单收发探头移动区域- 材料20#探伤方式s:b 损合剂洗洁精增益1探伤方向b=62.47° 抵制“0”采用试块v=1rb-2仪器型号gts-2- 探伤部位草图或缺陷状况示意图备注 操作者评定者

第9章焊缝超声波探伤
格式:pdf
大小:441KB
页数:78P
4.4
第9章焊缝超声波探伤 9.1焊接常见缺陷 9.1.1焊接过程 9.1.2焊接接头形式 锅炉压力容器、压力管道等特种设备的焊接大多采用熔焊范畴的手工电弧焊,埋 弧焊(自动或半自动),气体保护焊(惰性气体保护焊,co2气体保护焊,混合气 体保护焊),药芯焊丝自动焊和电渣焊等多种焊接方法。 焊接接头的形式主要有:对接接头,角接接头,t形接头和搭接接头等几种。 对接接头常用于锅炉压力容器筒体纵、环焊缝,封头拼接焊缝,封头与筒体连接 焊缝,接管

e7化焊缝超声波探伤中缺陷定位分析精华文档

焊缝超声波探伤中的一种假缺陷回波
格式:pdf
大小:187KB
页数:5P
4.7
焊缝超声波探伤中的一种假缺陷回波 翟保民朱国纲 (中国三峡总公司金结检测中心) 摘要:对接焊缝超声波探伤时,探头下扩散声束在焊缝表面的反射回波,很容易被误判为缺陷。通过采用 不同角度探头进行探伤试验,明确了这种假缺陷回波产生的原因及特点。 关键词:焊接;超声波探伤;缺陷回波 1问题的提出 三峡工程引水压力钢管直径为12.4m,由厚度为28~60mm钢板卷制焊接而成。 下平段钢板材料为600mpa级调质钢,焊接时严格控制热输入,均采用多层多道焊。 在厚板环缝超声波探伤(b级)时,常发现距背面3~8mm深度范围内的熔合线附 近有不同长度连续的超标反射回波,有时甚至于焊缝全长都有此反射波。以某一 60mm厚管节为例,其焊缝结构形式如图1所示,使用数字式探伤仪(增益型)其回波 指示位置见表1,波幅均处在区,也有个别点达到区。 表1探伤仪回波指示位置 β=
 异径管对接焊缝超声波探伤缺陷定位计算
异径管对接焊缝超声波探伤缺陷定位计算 异径管对接焊缝超声波探伤缺陷定位计算
格式:pdf
大小:105KB
页数:2P
4.5
对于需要进行单面双侧探伤而两侧表面不平行的焊缝,讨论了超声波探伤时缺陷定位的计算问题,对于在电站安装或检修中异径管焊缝双侧探伤具有一定的参考价值。
![管座角焊缝超声波探伤工艺规程[整理版]](https://files.zjtcn.com/group1/M00/64/4F/CgoBZ2A5kj6AJoDJAAAoLMaM-Ck379.jpg)
管座角焊缝超声波探伤工艺规程[整理版]
格式:pdf
大小:251KB
页数:12P
4.4
管座角焊缝超声波探伤工艺规程 1通用部分 a)主题内容与适用范围 本规程规定了检验焊缝及热影响区缺陷,确定缺陷位置、尺寸和缺陷评定的一般方 法及探伤结果的分级方法。 本规程适用于母材厚度不小于8mm的铁素体类钢全焊透熔化焊管座角焊缝脉冲反 射法手工超声波检验。 本规程不适用于铸钢及奥氏体不锈钢焊缝;内径小于等于200mm的管座角焊缝。 b)文件控制 本规程为xx公司受控文件,未经允许不得复制、转让或使用。 c)引用标准 zby344超声探伤用探头型号命名方法 zby231超声探伤用探头性能测试方法 zby232超声探伤用1号标准试块技术条件 zbj04001a型脉冲反射式超声探伤系统工作性能测试方法 gb11345—1989钢焊缝手工超声波探伤方法和探伤结果分级 2检验人员 2.1从事焊缝探伤的检验人员必须掌握超声波探伤的基础技术,具有足够的

型角焊缝超声波探伤方法的探讨.
格式:pdf
大小:1.5MB
页数:26P
4.6
目录 1绪论...........................................................1 1.1超声波在无损检测中的应用......................................1 1.2t型角焊缝缺陷特点............................................2 2本文的主要研究内容及实验方案.............................3 2.1本文主要的研究内容...........................................3 2.2实验方案......................................................5 3编写工艺.......................
e7化焊缝超声波探伤中缺陷定位分析最新文档

型角焊缝超声波探伤方法的探讨概要
格式:pdf
大小:1.5MB
页数:26P
4.6
目录 1绪论...........................................................1 1.1超声波在无损检测中的应用......................................1 1.2t型角焊缝缺陷特点............................................2 2本文的主要研究内容及实验方案.............................3 2.1本文主要的研究内容...........................................3 2.2实验方案......................................................5 3编写工艺.......................
超声波探伤在焊缝探伤中的应用
格式:pdf
大小:160KB
页数:7P
4.4
超声波技术在钢焊缝探伤中的应用 姚雷雷 (中铁西南科学研究院工程检测中心,四川省成都市西月城街118号,邮编:610031) (电子信箱:yllaolei@163.com) 摘要本文简要介绍了钢结构焊缝超声波探伤的准备工作、探伤工作重点、探伤仪器设备的校验、探伤工艺、 探伤结果分级及探伤报告的主要内容。 关键词准备工作;重点;校验;工艺;结果分级;报告内容 applicationoftheultrasonicflawdetectionforwelds insteelstructures yaoleilei abstractthispaperbrieflydiscusstheultrasonicflawdetectionforweldsinsteelstructures,mainlyincluding
超声波探伤仪的焊缝检验规范
格式:pdf
大小:70KB
页数:6P
4.6
超声波探伤仪的焊缝检验规范 发布时间:10-09-20来源:点击量:2187字段选择:大中小 超声波探伤仪主要用来探铸件、锻件、板材、管件及焊缝等工件; 超声波探伤仪探铸件 铸件有多种分类方法:按其所用金属材料的不同,分为铸钢件、铸铁件、铸 铜件、铸铝件、铸镁件、铸锌件、铸钛件等。 铸件由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。 常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对于质量与外观要求不高的 铸件缺陷可以用氩弧焊机等发热量大、速度快的焊机来修补。 但在精密铸铜件缺陷修补领域,由于氩焊热影响大,修补时会造成铸件变形、 硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边、或者是结合力不 够及内应力损伤等二次缺陷。 冷焊机正好克服了以上缺点,其优点主要表现在热影响区域小,铸件无需预 热,常温冷焊修补,因而无变形、咬边和残

汽包中径管管座角焊缝超声波探伤方法研究
格式:pdf
大小:303KB
页数:5P
4.5
汽包中径管管座角焊缝超声波探伤方法研究 牛晓光 1 ,张彦新 1 ,李中伟 1 ,郝晓军 1 ,袁启民 2 ,李海生 2 ,白佑平 2 (1.河北省电力试验研究所,河北石家庄050021; 2.马头发电总厂,河北邯郸056044) 摘要:提出了利用小角度纵波探头和横波探头相结合对汽包中径管管座角 焊缝进行超声波探伤的方法,对小角度纵波探头进行了设计,对两种探头的标准 反射体与判伤标准进行了统一。实践证明,该方法可以有效解决汽包中径管管座 关键词 在电站锅炉承压部件中,汽包是加热、蒸发、过热3个阶段的连接枢纽,是 汽包的上升管、饱和导汽管、分散降水管等一般为中径管,其外径108~213 mm,壁厚10~22mm,这些中径管管座以角焊缝的形式与汽包筒体相连接。与汽包 相连的管座在应力作用下的变形与筒体孔边缘的变形不一致,两者要相互协调, 必然引起附加的弯曲应力
 高频焊管焊缝超声波探伤探头参数的选择
高频焊管焊缝超声波探伤探头参数的选择 高频焊管焊缝超声波探伤探头参数的选择
格式:pdf
大小:445KB
页数:3P
4.3
高频焊管焊缝通常采用超声波斜探头横波探伤。分析了斜探头参数如k值、晶片尺寸、频率等对缺陷检出准确率的影响,给出了探头各参数的选择原则。最后指出,声程损失、仪器性能、操作人员的技能水平等均会对超声波探伤时的回波产生影响,有时还会造成误判,因此,在实际操作中应多试用几个探头,选择其中最适合的,以提高超声波探伤的准确率。
e7化焊缝超声波探伤中缺陷定位分析相关
文辑推荐
知识推荐
百科推荐


职位:项目经理施工员
擅长专业:土建 安装 装饰 市政 园林


