




楼板焊接过程中变形的控制
随着经济的发展,国家对于新能源,新材料的的重视,传统的建筑行业(特别是水泥行业)因其能耗高,对环境污染大,正在被逐渐兴起的新型建筑建筑技术所取代。整体钢结构框架式建筑技术发展势头迅猛。他的出现使得房屋的建设成为工厂的流水作业。通过生产楼板框架,采用\"搭积木\"的方式进行建筑施工。大大减少了水泥的使用量,有效解决了建筑扬尘,高能耗,防震性,甚至建筑农民工问题。但由于行业在中国发展尚属起始阶段,技术并不是很成熟。
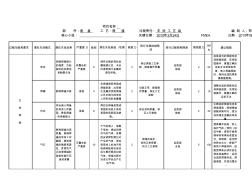
焊接过程PFMEA
咬边 削弱焊接接头 的强度;引起 裂纹的发源地 和断裂失效 有警告的 严重度 9 焊件边缘的母材金 属被熔化后,未及 时得到熔化金属的 填充所致。 3 保证焊接工艺参 数,提高操作质量 。 品质部 抽检 254 选择适当的焊接电流 和焊接速度,采用短 弧操作,掌握正确的 运条手法和焊条角 度,坡口焊缝焊接 时,保持合适的焊条 离侧壁距离。 焊瘤影响焊缝外观很低4 在焊缝根部背面或 焊缝表面,出现熔 化金属流淌到焊缝 之外未熔化的母材 上所形成的金属瘤 2 设备正常,提高操 作质量,保证工艺 参数 品质部 抽检 216 调整合适的焊接电流 和焊接速度,采用短 弧操作,掌握正确的 运条手法 凹坑 将会减小焊缝 的有效工作截 面,降低焊缝 的承载能力 很高8 焊后在焊缝表面或 背面形成低于母材 表面的局部低洼缺 陷。 2保证材料质量,保 证工艺参数 品质部 抽检 232 正确选择
编辑推荐下载
 H型钢结构焊接过程中变形的控制
H型钢结构焊接过程中变形的控制 H型钢结构焊接过程中变形的控制
格式:pdf
大小:246KB
页数:2P
 4.6
4.6
针对钢结构焊接变形的产生原因,提出了在h型钢焊接制作过程中采取预留收缩量、反变形施焊、制定合理的焊接工艺、预制上拱度等措施以控制变形,同时对挠曲变形、拱变形、角变形的矫正方法作了初步的探讨。
氮气保护焊接过程中的气体分析与控制热门文档
复合钢管道现场焊接过程中的质量控制 复合钢管道现场焊接过程中的质量控制
格式:pdf
大小:163KB
页数:3P
4.7
针对中原油田普光分公司天然气净化厂工艺及热力管网中的(20r+316l)复合钢管道的焊接,依托本公司焊接工艺评定(hn2009-01),采取合理的焊接工艺,满足了设计与规范要求。通过现场合理的质量控制,成功地保证了复合钢管道的焊接质量,圆满地完成了复合钢管道的施工任务,为公司的复合钢管焊接质量控制积累了一定的经验。

施工中焊接过程质量控制分析与建议
格式:pdf
大小:2.2MB
页数:1P
4.6
在施工现场中,面对焊接过程的质量控制问题,相关的焊接工作技术人员应该首先掌握施工现场影响焊接过程质量控制的构成因素,从而对症下药,提出相应的改进措施与建议,这样才能有效的提高施工中的焊接质量,从而保证焊接产品的使用性能.
焊接过程控制程序
格式:pdf
大小:65KB
页数:7P
4.7
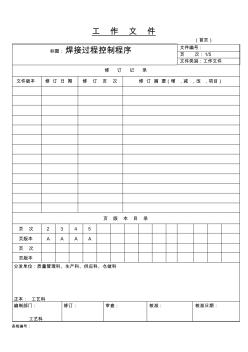
工作文件 (首页) 标题:焊接过程控制程序文件编号: 页次:1/5 文件类别:工作文件 修订记录 文件版本修订日期修订页次修订摘要(增,减,改,项目) 页版本目录 页次2345 页版本aaaa 页次 页版本 分发单位:质量管理科、生产科、供应科、仓储科 正本:工艺科 编制部门: 工艺科 修订:审查:核准:核准日期: 表格编号: 工作文件 (续页) 标题:焊接过程控制程序文件编号:页次:2/5 页版本:a 1.目的:通过对焊接过程的控制,保证产品的焊接质量。 2.范围:适用于本公司产品的焊接过程。 3.职责: 3.1工艺科 对新材料和首次使用的材料进行焊接工艺评定;编制焊接作业指导书;编制设备操作规程;验证 修改工艺文件,对其合理性和正确性负责;对工艺文件的实施进行监督和技术服务

焊接过程控制管理程序
格式:pdf
大小:98KB
页数:8P
4.6
青岛宝多凯瑞其自动化设备有限公司 程序控制文件 标准号 版本号 焊接过程控制管理程序页码 目录 前言 1范围 2职责 3程序 3.1作业流程 3.2文件准备 3.3作业人员控制 3.4焊材控制 3.4.1焊材的采购 3.4.2焊材的储存 3.4.3焊材的烘干 3.4.4焊材的发放和领用 3.5母材控制 3.6设备控制 3.7安全环境控制 3.8工艺质量控制 3.9焊接质量检验、验收 4过程指导和监测 5记录 6相关文件 前言 根据公司体系整合的需要和运行实践,将《qap011—1997焊接过程控制程序》和《zhdb314016-2001焊接作 业安全管理程序》进行了整合,增加了控制流程和环境管理的要求,同时结合公司机构的变化对部门职能进行了调整, 本程序自发布之日起替代上述程序。 本程序第1版起草人:励伟元。 本程序第2
焊接过程控制程序 (2)
格式:pdf
大小:13KB
页数:9P
4.5
1.目的:通过对接过程的控制,保证产品的焊接质量。 2.范围:适用于本公司产品的焊接过程。 3.职责: 3.1焊接工艺员 对新材料和首次使用的材料进行焊接工艺评定;编制焊接工艺;提出 焊接工装任务书;编制下料卡片;工艺守则;验证修改工艺文件,对其合 理性和正确性负责;对工艺文件的实施进行监督和技术服务。 3.2供应公司 应采购质量合格的钢材和焊材,提供合格的外协毛坯。 3.3计量室 对进厂的金属材料、焊材、外协铸件的主要成份进行化验,写出报告, 通知储运课,并对数据的正确性负责。 3.4储运课 负责对进厂的金属材料,焊材,外协件的检验,对不合格的材料和外 协件组织有关人员评审,进行处理。 3.5下料车间 按图纸和下料卡片下料,对其下料尺寸的正确性负责。 3.6操作者 按图纸、工艺文件和技术标准进行装配和施焊。 3.7企管部: 负责焊工的培训。 4.工作内容及程序: 4
氮气保护焊接过程中的气体分析与控制精华文档
焊接过程控制程序
格式:pdf
大小:181KB
页数:12P
4.4
焊接过程控制程序 1目的和使用范围 为了保证焊接施工处于受控状态,确保工程焊接质量,特制定本程序。 本程序适用于公司建筑安装和压力容器、锅炉、压力管道的焊接施工。 q/zs21003-2009文件控制程序 q/zs21004-2009记录控制程序 q/zs20901-2009人力资源管理程序 q/zs20401-2009施工生产过程控制程序 q/zs20701-2009施工机具装备管理程序 2职责 焊接技术中心是负责焊接控制的归口管理部门,各单位技术部门负责实施。 3工作程序 焊接工艺流程控制见图1。 焊 接 施 工 前 准 备 图 纸 会 审 实施焊接工艺评定 焊接工艺评定申请 评定报审批准 编制通用焊接工艺规程 4焊工 凡在公司各工程(车间)施焊的焊工应服从公司的统一管理,焊工合格证“聘用情况” 的“聘用单位”栏应该公司公章,“法人代表”栏应有法人代表签字或盖章。
焊接过程控制程序 (2)
格式:pdf
大小:186KB
页数:12P
4.3
焊接过程控制程序 1目的和使用范围 为了保证焊接施工处于受控状态,确保工程焊接质量,特制定本程序。 本程序适用于公司建筑安装和压力容器、锅炉、压力管道的焊接施工。 q/zs21003-2009文件控制程序 q/zs21004-2009记录控制程序 q/zs20901-2009人力资源管理程序 q/zs20401-2009施工生产过程控制程序 q/zs20701-2009施工机具装备管理程序 2职责 焊接技术中心是负责焊接控制的归口管理部门,各单位技术部门负责实施。 3工作程序 焊接工艺流程控制见图1。 焊 接 施 工 前 准 备 图 纸 会 审 4焊工 4.1凡在公司各工程(车间)施焊的焊工应服从公司的统一管理,焊工合格证“聘用情况” 的“聘用单位”栏应该公司公章,“法人代表”栏应有法人代表签字或盖章。 4.2焊工上岗前应取得与所焊项目相应的资格。 4.3参加国
钢轨闪光对接焊机焊接过程监测与焊接质量分析 钢轨闪光对接焊机焊接过程监测与焊接质量分析
格式:pdf
大小:601KB
页数:2P
4.5
钢轨闪光对接焊机是一种用闪光焊工艺来焊接钢轨的专门设备,主要由主机、电气控制系统、液压系统、冷却系统和焊接管理系统等部分组成。焊机在焊接程序的控制下按设定的工艺自动焊接钢轨,保证焊接接头符合tb/t1632.1-2005和tb/t1632.2-2005这两项铁标。
常用PE管焊接过程中的数据及注意事项 (2)
格式:pdf
大小:703KB
页数:3P
4.6
常用管径pe管焊接过 程中一些关键数据及 注意事项 ---mrwang 常用pe管热熔焊接参数 sdr11 管径 dn (mm) 壁厚e (mm) 凸起高度 h (mm) 吸热时间 t2 (s) 冷却时间 t5 (min) 卷边(2)宽度 范围 (mm) 焊接规定压力 p2 (mpa) 908.21.582≥114~6315/s2 110101.5100≥147~11471/s2 16014.52.0145≥1911~15996/s2 20018.22.0182≥2313~161557/s2 25022.72.5227≥2814~182433/s2 31528.63.0286≥3515~223862/s2 sdr17.6 管径 dn (mm) 壁厚e (mm) 凸起高
氮气保护焊接过程中的气体分析与控制最新文档
断裂力学理论在混流式转轮焊接过程中的应用 断裂力学理论在混流式转轮焊接过程中的应用
格式:pdf
大小:563KB
页数:4P
4.5
给出了混流式转轮叶片与上冠(或下环)采用部分焊透裂纹尖端应力强度因子的分析模型.根据给出的模型,结合某电站转轮强度分析结果,通过实际算例,明确了预留焊缝长度的确定方法.该方法适用于所有混流式转轮叶片与上冠(或下环)之间采用部分焊透预留焊缝长度的确定.

常用PE管焊接过程中的数据及注意事项
格式:pdf
大小:703KB
页数:3P
4.8
常用管径pe管焊接过 程中一些关键数据及 注意事项 ---mrwang 常用pe管热熔焊接参数 sdr11 管径 dn (mm) 壁厚e (mm) 凸起高度 h (mm) 吸热时间 t2 (s) 冷却时间 t5 (min) 卷边(2)宽度 范围 (mm) 焊接规定压力 p2 (mpa) 908.21.582≥114~6315/s2 110101.5100≥147~11471/s2 16014.52.0145≥1911~15996/s2 20018.22.0182≥2313~161557/s2 25022.72.5227≥2814~182433/s2 31528.63.0286≥3515~223862/s2 sdr17.6 管径 dn (mm) 壁厚e (mm) 凸起高
声阻抗在钛-钢复合板爆炸焊接过程中的意义和作用 声阻抗在钛-钢复合板爆炸焊接过程中的意义和作用
格式:pdf
大小:848KB
页数:4P
4.6
根据声学理论阐明了声阻抗的物理意义并给出了它的数学表达式。根据弹性力学的理论阐明了应力波在两种不同介质界面上的反射和透射。在此基础上分析了声阻抗对钛-钢复合板在爆炸焊接过程中的意义和作用。
钢结构焊接过程中常见问题及防治措施分析
格式:pdf
大小:118KB
页数:1P
4.7
近年来,钢结构在建筑工程得到了越来越广泛的应用,对于钢结构而言,焊接是一个十分关键的环节,因此必须提高焊接工艺水平,避免减少焊接质量问题,从而确保钢结构建筑的整体质量。本文我们将针对钢结构焊接过程中几点常见的问题及防治措施展开分析及讨论。

(焊接过程)特殊过程确认记录表
格式:pdf
大小:30KB
页数:3P
4.4
特殊过程确认记录表 特殊过程名称:焊接过程所在部门:生产车间 确认项目确认结果 1.从业人员是否经过培训合格见附件一和资格证. 2.如需使用设备的名称,该设备 是否符合要求 进行维护点检. 3.作业指导书名称,该作业指导 书是否符合要求 见 4.该过程需要的记录是否合理 (如有记录,写明记录名称) 设备点检记录 确认结论: ■该特殊过程具备达到质量要求的能力,确认合格。 □该特殊过程在以下方面确认不合格: 确认人:确认日期:2011.12.10 如确认不合格,经过整改后再次确认的结论: 确认人:确认日期: 再次确认记录 2011年确认结论: ■确认合格。 □需要整改后重新确认。 □重新确认合格。 确认人:日期:2011.12.10 2012年确认结论: 确认合格。 □需要整改后重新确认。 □重新确认合格。 确认人:日期:
论管道焊接过程中的质量控制 论管道焊接过程中的质量控制
格式:pdf
大小:81KB
页数:未知
4.8
管道焊接是控制管道工程质量的核心技术。主要介绍了手弧焊单面焊双面成形的基本操作方法,论述了管道工程焊接工艺中怎样提高生产率,在焊接成本降低的同时,仍然保证其质量可靠以及焊接成形美观,并且对焊接质量控制提出了合理的方法和要求。
浅谈不锈钢焊接过程中焊缝保护方法 浅谈不锈钢焊接过程中焊缝保护方法
格式:pdf
大小:164KB
页数:3P
4.6
随着现在工业的发展,不锈钢以其优良的性能在石油、化工、机械等行业广泛应用。但在不锈钢的焊接中,如不对焊缝进行有效地保护,会导致焊缝中的微量元素烧损,焊缝被氧化,影响焊缝的力学性能。为解决不锈钢在焊接过程中焊缝被氧化的问题,本文就不锈钢在焊接时几种有效的焊缝背面保护方法进行介绍。
钢框架结构安装及焊接过程中的变形控制 钢框架结构安装及焊接过程中的变形控制
格式:pdf
大小:46KB
页数:未知
4.7
钢框架结构因其跨度大、高度高且变形成因复杂等特点,在安装完成后各类变形量的叠加且矫正非常困难,如何有效地对钢框架结构进行安装工艺分析,进而采取科学、合理的施工工艺,达到有效控制变形量的目的,是当前钢框架结构施工的关键。重点介绍了控制变形的方法和预防措施,希望能对此类工程的施工起到借鉴作用。
塑料超声波焊接过程及质量研究 I焊接过程接头熔化状态分析 塑料超声波焊接过程及质量研究 I焊接过程接头熔化状态分析
格式:pdf
大小:442KB
页数:未知
4.5
采用抗冲击型聚苯乙烯(hips)标准试件,利用热电偶测温系统对焊件接触表面的温度变化进行了实时检测,并利用ofv—502型激光干涉仪对焊件下塌量的变化过程进行了研究.发现塑料超声波焊接过程具有导能筋熔化、熔化膜形态变化、熔化挤出平衡及保压四个明显的阶段,这对超声焊接质量的分析具有重要的指导意义.
浅谈钢结构焊接过程中常见问题及防治措施分析 浅谈钢结构焊接过程中常见问题及防治措施分析
格式:pdf
大小:201KB
页数:未知
4.3
钢结构焊接中会出现一些常见问题,诸如局部变形、工件侧弯、焊缝过多、工件扭曲以及焊接位置不对称等等,这些问题的出现有焊工技术不过硬的因素,经常会因为焊接位置、外形以及尺寸等多种不同因素的影响,出现焊缝缺陷或者是焊件变形等一些问题。
氮气保护焊接过程中的气体分析与控制相关
文辑推荐
知识推荐
百科推荐


职位:房建一级建筑师
擅长专业:土建 安装 装饰 市政 园林


