

大口径直缝焊接钢管管端直径超差的处理方法
格式:pdf
大小:165KB
页数:2P
人气 :77
 4.6
4.6
针对大口径焊接钢管扩径后出现的管端直径超差偏大问题,介绍了直缝焊管管端缩径专用模具的设计和使用。



编辑推荐下载

 大口径直缝焊接钢管的生产和发展(二)
大口径直缝焊接钢管的生产和发展(二) 大口径直缝焊接钢管的生产和发展(二)
格式:pdf
大小:327KB
页数:5P
4.7
介绍了大口径直缝焊接钢管的生产工艺。在冶炼过程中,应降低钢中的碳、硫含量,净化钢质;采用连铸供坯;在轧钢工艺中采用控轧控冷、重矫、超检等,从而获得强度、韧性、焊接性能及钢板平直度都符合天然气管线用钢板的要求。
大口径直缝焊接钢管管端直径超差处理方法热门文档
UOE成形工艺在大直缝焊接钢管生产中的应用 UOE成形工艺在大直缝焊接钢管生产中的应用
格式:pdf
大小:578KB
页数:4P
4.5
介绍了大直缝焊接钢管uoe成形工艺的特点,以规格为ф711mm×15.9mm×12200mm直缝焊接钢管的试制生产为例,考察了试制样品的成形精度。各项测试结果表明,所拟定的uoe成形工艺技术路线合理,可进行该规格产品的批量生产。

直缝焊接钢管尺寸规格表
格式:pdf
大小:41KB
页数:2P
4.7
直缝焊接钢管尺寸规格表|直缝焊管理论重量表 外径 /mm 壁厚/mm 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.23.5 钢管的理论质量/(kg/m) 50.0550.0650.0830.099 80.0920.1090.1420.1730.201 100.1170.1390.1810.2220.260 120.1420.1690.2210.2710.3200.3660.3880.410 130.1830.2410.2960.3430.4000.4250.450 140.1980.2600.3210.3790.4350.4620.489 150.1230.2800.3450.4080.4700.4990.
大口径压制钢管纵缝焊接工艺 大口径压制钢管纵缝焊接工艺
格式:pdf
大小:520KB
页数:4P
4.4
通过对大口径有缝钢管压制及纵缝焊接工艺的研究.确定了合理的坡口形式,以及内缝co_2焊+外缝窄间隙埋弧焊的焊接工艺参数.工艺评定结果证明,接头性能均满足有关技术条件的要求.评定结果已应用于大口径管的制造.

焊接钢管规格表包括直缝焊接钢管规格和螺旋焊接钢管规格
格式:pdf
大小:103KB
页数:6P
4.5
焊管尺寸公径种别 焊管4分系列dn15 焊管6分系列dn20 焊管1寸系列dn25 焊管1.2寸系列dn32 焊管1.5寸系列dn40 焊管2寸系列dn50 焊管2.5寸系列dn65 焊管3寸系列dn80 焊管4寸系列dn100 焊管5寸系列dn125 焊管6寸系列dn150 焊管8寸系列dn200 678 mmin 219.12008-5-831.5336.6141.65 273.12010-3-439.5245.9452.3 323.92012-3-447.0454.7162.32 -32547.254.962.54 355.61451.7360.1868.58 -37754.8963.8772.8 406.41659.2568.9578.6 -42662.4172.3382.46 45718

大口径直缝焊接钢管管端直径超差处理方法精华文档
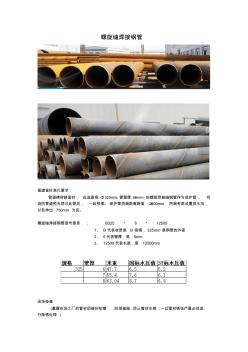
螺旋缝焊接钢管
格式:pdf
大小:549KB
页数:2P
4.3
螺旋缝焊接钢管 福建省标准化要求: 管道横穿路面时,应选直径φ325mm、管壁厚≥6mm的螺旋焊接缝钢管作为保护管,将 消防管道预先穿过此管后,一起预埋。保护管顶端距离路面≥600mm,两端考虑设置排水沟, 以各伸出750mm为宜。 螺旋缝焊接钢管型号意思:b325*6*12500 1、b代表材质是b级钢,325mm是钢管的外径 2、6代表壁厚,是6mm 3、12500代表长度,是12500mm 进场检查 (暴露在加工厂的管材须做好防潮,防雨措施,防止管材生锈,一旦管材锈蚀严重必须进 行除锈处理) 管材必须合格,资料齐全,设计有特殊要求时必须符合设计要求。 钢管壁厚均匀,焊缝均匀,无劈裂、砂眼、 先除锈刷防腐漆,现浇混凝土内敷设时,应除锈,内壁做防腐,外壁不刷防腐漆,钢管 外表层完整无脱落,有产品合格证,检测报告等
大口径高钢级JCOE直缝埋弧焊接钢管包申格效应试验研究 大口径高钢级JCOE直缝埋弧焊接钢管包申格效应试验研究
格式:pdf
大小:891KB
页数:4P
4.6
通过对100组高钢级大口径钢管及其钢板的横向拉伸性能测试,分析了jcoe工艺在制管过程中的包申格效应。结果表明,利用jcoe工艺制成的高钢级大口径直缝埋弧焊接钢管的屈服强度有下降趋势,而抗拉强度呈上升趋势,平均上升14mpa;屈强比和伸长率均呈现下降趋势,平均下降0.02。
焊接钢管焊缝图像处理方法探讨 焊接钢管焊缝图像处理方法探讨
格式:pdf
大小:81KB
页数:4P
4.5
根据现行x射线焊缝检测方式下图像产生的机理及图像的特点,从开发实用软件的角度探讨了焊接钢管焊缝检测图像的处理方法,并结合实际开发过程中的经验,给出了焊缝图像计算机处理系统开发的一些建议和具体做法,指出应注意的问题。
2019年中国直缝焊接钢管市场深度调查与市场运营趋势报告(定制版)目录
格式:pdf
大小:430KB
页数:18P
4.6
2018-2022年中国直缝焊接钢管市 场深度调查与市场运营趋势报告 (定制版)(目录) 中国市场调研在线 www.***.*** 北京博研智尚信息咨询有限公司—中国市场调研在线 访问网址:www.***.***/www.***.*** 一、基本信息 报告名称2018-2024年中国直缝焊接钢管市场深度调查与市场运营趋势报告(定制版) 报告编号788739←咨询时,请说明此编号。 优惠价¥7200元可开具增值税专用发票 网上阅读http://www.***.***/yjbg/yshy/gk/20180803/788739.html 温馨提示如需英文、日文、韩文等其他语言版本报告,请咨询客服。 二、内容介绍 2018-2024年中国直缝焊接钢管市场深度调查与市场运营趋势报告 [正文目录] 第1章直缝焊接钢
大口径直缝焊接钢管管端直径超差处理方法最新文档
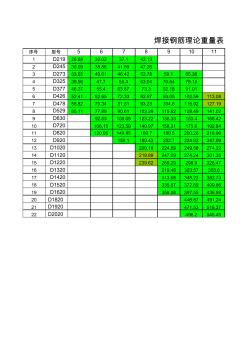
大口径焊接钢管理论重量表
格式:pdf
大小:39KB
页数:2P
4.8
序号型号567891011 1d21926.8832.0237.142.13 2d24530.0935.8641.5947.26 3d27333.5540.0146.4252.7859.165.36 4d32539.9647.755.463.0470.6478.18 5d37746.3755.463.8773.382.1891.01 6d42652.4162.6572.3382.9793.05102.59113.08 7d47858.8270.3481.8193.23104.6115.92127.19 8d52965.1177.8990.61103.29115.92128.49141.02 9d63092.83108.05123.22138
宝钢大口径直缝焊管中工具连接架的制造 宝钢大口径直缝焊管中工具连接架的制造
格式:pdf
大小:610KB
页数:4P
4.3
主要介绍国内第一条生产线宝钢大口径直缝焊管工程(uoe项目)中u成型机区工具连接架的制造过程。利用各种装夹工具、吊具及焊接方法来解决加工过程中零件长而薄易变形的困难,利用高精度水准仪和经纬仪随时检测加工过程中零件变形情况,并控制安装基准与加工定位基准一致以保证工具连接架的加工。
 焊接钢管成型制作工艺方法
焊接钢管成型制作工艺方法 焊接钢管成型制作工艺方法
格式:docx
大小:318KB
页数:未知
3
焊接钢管成型制作工艺方法——焊接钢管成型制作工艺方法 [color=blue]欢迎您来**建筑施工网--建筑人的网上家园[/color]>>>点击进入https://sg.zhulong.com/
大口径钢管焊接-卷管
格式:pdf
大小:576KB
页数:2P
4.6
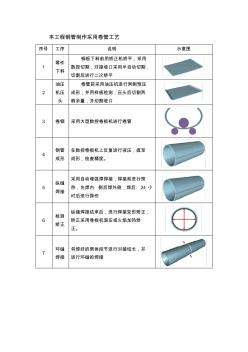
本工程钢管制作采用卷管工艺 序号工序说明示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3卷钢采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内侧后焊外侧,焊后24小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 a1 a2 a3 a4 a5 卷板

(整理)大口径直缝电焊钢管规定
格式:pdf
大小:106KB
页数:11P
4.7
................. ................. 大口径直缝电焊钢管 规定 项目名称 山东信发25万吨/年烧碱20 万吨/聚氯乙烯工程 分项名称所有装置 文件号01-00-0000-46-003 项目代号e06005设计阶段工程设计页数:1/11 大口径直缝电焊钢管规定 版次说明设计校核审核日期 本 文 件 产 权 属 ccecc 所 有 , 未 经 ccecc 书 面 许 可 不 准 复 制 或 转 让 第 三 方 。 ................. ................. 1概述 1.1本文件为山东信发25万吨/年烧碱20万吨/聚氯乙烯工程中乙炔、氯乙烯、烧碱、 vcm、公用工程装置管道材料,规定大口径
大口径直缝埋弧焊钢管生产线简介 大口径直缝埋弧焊钢管生产线简介
格式:pdf
大小:547KB
页数:4P
4.7
通过对我国第一条全新引进的石油天然气长输管线制管用直缝埋弧焊钢管生产线的介绍,以及jco(渐进压力成型)与uo两种成型方式的对比,提出直缝埋弧焊钢管生产线建设的建议
大口径无缝钢管的焊接 大口径无缝钢管的焊接
格式:pdf
大小:207KB
页数:未知
4.3
大口径(φ426×10毫米)无缝钢管(10号钢)的焊接,在我单位承包的煤气主管道施工中被列为严格要求项目。除要求接头为单面焊双面成型之外,对管道焊缝的致密性和耐蚀性也有严格要求,并规定每个接头均应做100%x射线检查(3级以上为合格)。在转动管与固定管的全位置焊缝质量检查中,抽样均达到一级片,合格率为100%。现将操作工艺介绍如下。

焊接钢管 (2)
格式:pdf
大小:7KB
页数:2P
4.7
焊接钢管按工艺区分主要有电阻焊(erw)、螺旋埋弧焊(ssaw)和直缝埋弧焊 (lsaw)三种工艺。这三种工艺生产的焊管,因其原料、成形工艺、口径大小以及 质量的不尽相同,在应用领域里各有定位。但究其发展来看,φ273mm以上大口径 焊管,近年来新增产能过于集中,已有和即将投产的jcoe(uoe)机组8套,φ 508mm~φ610mmerw机组6套,均为引进的当代先进技术装备和工艺,其 生产能力初步统计已超过600万吨。对这些设备,钢管生产企业应根据应用领域的要 求及各自产品的特点,在发挥各自长处方面进行技术改造,不断提高各自产品的技术含 量。 1.直缝电阻焊管(erw) 电阻焊管是我国最早生产、应用范围最广、生产机组最多(2000余家)、产量最高 (占焊管总产能的80%左右)的钢管品种,产品规格为φ20mm一φ610mm, 在国民经济建设中发挥了重要作用。其中φ20m
大口径直缝焊接钢管管端直径超差处理方法相关
文辑推荐
知识推荐
百科推荐


职位:普通监理工程师
擅长专业:土建 安装 装饰 市政 园林


