

德国钢铁标准DIN17100-80普通结构钢质量标准
格式:pdf
大小:1.9MB
页数:12P
人气 :60
 4.3
4.3
德国钢铁标准 DIN 17100-80 普通结构钢质量标准 1.1 适用范围 本标准适用于型钢 (宽缘工字钢 )、条钢、线材、扁钢〈带钢、板材、宽扁钢〉、无缝空心型材与可焊正方形和长 方形空心型材、表一至表三中列出的用于热轧或常化状态交货的普通结构钢的预锻件和板坯。 1.2 按照本标准制造的钢材适用于焊接 (见第 8.4.2 节 )、铆合与螺栓连接的建筑构件。 3 定义 非合金钢算作普通结构钢 ,这种钢主要是以其抗拉强度和屈服点作为其特征。 用于民用建筑、 地下工程、 桥梁结构、 海洋结构、容器制造及汽车和机器制造。 提示 : 欧洲标准 20 适用于对合金钢和非合金钢进行分类。 4 尺寸及尺寸允许的偏差 订货时 ,产品的公称尺寸与尺寸的偏差必须根据可能合适的尺寸标准进行协商。(见附后的尺寸偏差标准 ,如 DIN1 543) 5 重量 本标准内所列各种钢材的比重采用 7.85kg/ 立方




德国钢铁产品牌号表示方法
德国钢铁产品牌号表示方法 发布时间:2007-5-715:34:20浏览次数:316 din(deutscheindutrienormen)标准是德国标准化协会(deutscheinstitutfur normung缩写din)制定的。din标准的钢号表示方法有17006和din17007数字系统 (w-nr)两种。 din17006系统钢号表示方法如下: 一、钢类为非合金钢钢号表示方法 第1类表示熔炼方法;第2类表示原始特征;第3类表示主体符号;第4类表示主体数值;第5类表示 保证范围;第6类表示状态;第7类表示抗拉强度值 1熔炼方法 b:*炉le:电弧炉ss:焊接用w:转炉代用 e:一般电炉m:平炉
钢结构质量标准
质量标准 4.1一般规定4.1.1本章适用于钢结构制作和安装中的钢构件焊接 和焊钉焊接的工程质量验收。 4.1.2钢结构焊接工程可按相应的钢结构制作或安装工程检验批的划 分原则划分为一个或若干个检验批。 4.1.3碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完 成焊接24h以后,进行焊缝探伤检验。 4.1.4焊缝施焊后应在工艺规定的焊缝及部位打上焊工钢印。 4.2钢构件焊接工程i主控项目4.2.1焊条、焊丝、焊剂、电渣焊 熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准 《建筑钢结构焊接技术规程》jgj81的规定。焊条、焊剂、药芯焊丝、 熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙 和存放。检查数量:全数检查。检验方法:检查质量证明书和烘焙 记录。 4.2.2焊工必须经考试合格并取得合格证书。持证焊工必须在其考试 合格项目及其认
编辑推荐下载

各国普通钢铁相对标准
格式:pdf
大小:601KB
页数:32P
4.7
种类美国英国中国德国日本俄国 结构钢 astm a36 bs4360/43 a gb2005din17100 jis g3101 gost380 螺纹钢筋 astm a615 bs4449gb1499din488 jis g3112 gost5781 热轧钢带/卷astm a569 bs1449gb709din1016jis g3131 gost1050 冷轧钢带/卷astm a366 bs1449gb708din1623jis g3141 gost9045 冷轧钢带/卷astm a527 bs/en1014 3 gb5066din/en1014 3 jis g3302 gost14918 详细钢铁标准对照表 标准号 jisg3106 各国普通钢铁相对标准。 astma709-95a桥梁结构用钢材 iso9328/4-
钢结构制作质量标准及工艺
格式:pdf
大小:6KB
页数:2P
4.5
钢结构制作质量标准及工艺 钢结构加工制作工艺,分为:(1)拼版(2)切割(3)组立(4)埋焊(5)矫正(6) 钻孔(7)拼装(8)焊接(9)喷砂(10)油漆十个工序。针对以上工序参照《钢结构工程 施工质量验收规范gb50205-2001》中相关规范。拟制定各工序质量控制要求。 一、所有工程必须严格按照图纸设计要求进行加工制作。相关标准参照《钢结构工程施工质 量验收规范gb50205-2001》中相关规范。\ 二、为保证产品质量,应落实好“三检”制度:自检、互检、专职检。各工序应根据各自工 序质量控制标准,严格自检,保证不合格的零部件不向下道工序转交;工序之间要进行 互检,达不到本工序质量要求的零部件不接收;质检人员要全程督查,针对各工序出现 的问题,及时处理整改, 三、各工序质量标准 1、拼版 根据下料清单合理进行板材拼接,对焊接缝严格按照制定
德国钢铁标准普通结构钢质量标准热门文档

碳素结构钢标准
格式:pdf
大小:762KB
页数:4P
4.6
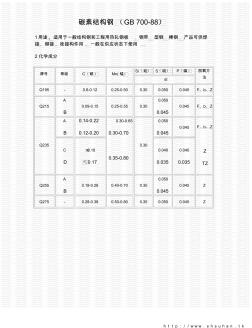
碳素结构钢gb700-88 1用途适用于一般结构钢和工程用热轧钢板钢带型钢棒钢产品可供焊 接铆接栓接构件用一般在供应状态下使用 2化学成分 si硅s硫p磷 牌号等级c碳mn(锰 ≤ 脱氧方 法 q195-0.6-0.120.25-0.500.300.0500.045fbz q215 a b 0.09-0.150.25-0.550.30 0.050 0.045 0.045fbz a b 0.14-0.22 0.12-0.20 0.050 0.045 0.045 q235 c d ≤0.18 0.17 0.30-0.65 0.30-0.70 0.35-0.80 0.30 0.040 0.035 0.040 0.035 fbz z tz q255 a b 0

废钢铁标准表
格式:pdf
大小:16KB
页数:1P
4.5
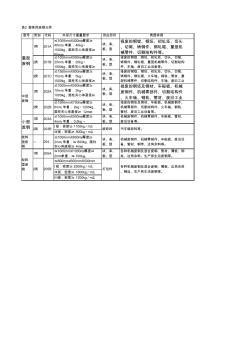
型号类别代码外形尺寸重量要求供应形状典型举例 1类201a ≤1000mmx400mm,厚度≥ 40mm,单重:40kg~ 1500kg,圆柱实心体直径≥ 80mm。 块、条、 板、型 报废的钢锭、钢坯、初轧坯、切头 、切尾、铸钢件、钢轧辊、重型机 械零件、切割结构件等。 2类201b ≤1000mmx500mm,厚度≥ 25mm,单重:20kg~ 1500kg,圆柱实心体直径≥ 块、条、 板、型 报废的钢锭、钢坯、初轧坯、切头、切尾、 铸钢件、钢轧辊、重型机械零件、切割结构 件、车轴、废旧工业设备等。 3类201c ≤1500mmx800mm,厚度≥ 15mm,单重:5kg~ 1500kg,圆柱实心体直径≥ 块、条、 板、型 报废的钢锭、钢坯、初轧坯、切头、切尾、 铸钢件、钢轧辊、火车轴、钢轨、管材、重 型机械零件、切割结构件、车轴、废旧工业 1类202a ≤10
德国钢铁标准普通结构钢质量标准精华文档
钢铁材料标准对照
格式:pdf
大小:119KB
页数:6P
4.8
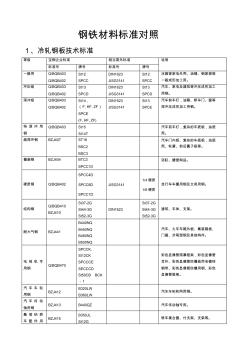
钢铁材料标准对照 1、冷轧钢板技术标准 等级宝钢企业标准相当国外标准说明 标准号牌号标准号牌号 一般用q/bqb403 q/bqb402 st12 spcc din1623 jisg3141 st12 spcc 冰箱等家电外壳、油桶、钢家俱等 一般成形加工用。 冲压级q/bqb403 q/bqb402 st13 spcd din1623 jisg3141 st13 spcd 汽车、家电及建筑等冲压成形加工 用钢。 深冲级q/bqb403 q/bqb402 st14, (f,hf,zf) spce (f,hf,zf) din1623 jisg3141 st13 spce 汽车前车灯,油箱、轿车门、窗等 深冲压成形加工用钢。 特深冲用 钢 q/bqb403st15 st14t 汽车前车灯,复杂的车底板,油底 壳。 超深冲钢bzj40

钢铁标准对照表
格式:pdf
大小:27KB
页数:19P
4.5
钢铁标准对照表 详细钢铁标准对照表 棒钢、型钢、钢板 标准号标准名称标准号标准名称 jisg3101一般结构用轧制钢材 astma36-94结构用钢材 astma283-93a低中强度碳素钢 jisg3106焊接结构用轧制钢材 jisg3136建筑结构用轧制钢材 astma529-94结构用钢(屈服点30kg.厚度12.7mm) astma570-95结构用热轧碳素钢钢板及钢带 astma572-94c结构用高强度低合金铌-钒钢 astma573-93a结构用韧性改善碳素钢钢板 astma633-95结构用正火低合金高强度钢 astma678-94a结构用淬火、回火碳素钢钢板 astma709-95a桥梁结构用钢材 bsen10025-93 非合金结构及交货技术条件dinen10025-93

棒钢、型钢、钢板钢铁标准
格式:pdf
大小:583KB
页数:28P
4.3
标准名称标准号标准名称 jisg 3101 一般结构用轧 制钢材 astma36-94 astma283-93a 结构用钢材 低中强度碳素钢 jisg 3106 焊接结构用轧 制钢材 jisg 3136 建筑结构用轧 制钢材 astma529-94结构用钢(屈服点30kg.厚度12.7mm) astma570-95结构用热轧碳素钢钢板及钢带 astma572-94c结构用高强度低合金铌-钒钢 astma573-93a结构用韧性改善碳素钢钢板 astma633-95结构用正火低合金高强度钢 astma678-94a结构用淬火、回火碳素钢钢板 astma709-95a桥梁结构用钢材 bsen10025-93 非合金结构及交货技术条件dinen10025-93 nfen10025-93 bsen1002
德国钢铁标准普通结构钢质量标准最新文档
电力金具制造质量标准钢铁件热镀锌层
格式:pdf
大小:63KB
页数:4P
4.5
中华人民共和国水利电力部部标准 sd218.3—87 电力金具制造质量标准 钢铁件热镀锌层 水利电力部1987-06-30发布1987-11-01实施 本标准适用于以钢、可锻铸铁、球墨铸铁等材料制成的电力金具,采用热浸镀 锌法镀成的镀锌层(锌层)。所用锌锭按gb470—83《锌锭》规定,锌的纯度不得低 于99.5%。 本标准参照采用的标准见附录。 1锌层技术要求 1.1外观质量 锌层应是连续的,并尽可能均匀、光滑(和镀锌前工件表面相比),允许暗灰色的 铁锌合金存在,但不允许有返酸黄斑渗出锌层。 1.1.1允许局部表面有直径小于0.5mm的漏锌斑点存在。 1.1.2对于联结、接触及有防电晕要求的部位,不允许有凸瘤存在。 1.1.3焊缝的镀锌表面允许有点状的漏锌斑点,其总面积不超过焊缝面积的3%,但 需涂以富锌漆或低熔点锌合金条修补。 1.1.4镀件表
普通低合金结构钢
格式:pdf
大小:23KB
页数:9P
4.4
普通低合金结构钢 普通低合金结构钢 随着工业交通和科学技术的发展,普通碳素钢已不能满足重要工程结构和新型机器设 备的需要。近40多年来普通低合金钢得到迅速的发展。这类钢合金元素较低,其屈服极 限比碳素钢高25%至100%以上,时效倾向小,并具有良好的焊接性和耐蚀性。这类钢一 般是在热轧和正火下使用,生产过程简单,成本低廉,适宜于大生产,因此广泛用于制造 桥梁、船舶、车辆、工业和民用建筑、管道、起重运输机械等。使用普通低合金钢代替普 通碳素钢可以节省钢材20%~30%以上,减轻运输机械的自重,增加有效载重,可以使一 些机械的结构得到改善,并能增加使用寿命。 一、对普通低合金结构钢的性能要求 对一般用途的普通低合金结构钢,主要有一下要求: (一)良好的综合力学性能 采用普通低合金结构钢的主要目的是减轻金属结构的重量,提高其可靠性,因此首先 要求钢材具有较高的屈服强度,但由于其工作条件
普通碳素结构钢 (2)
格式:pdf
大小:36KB
页数:2P
4.4
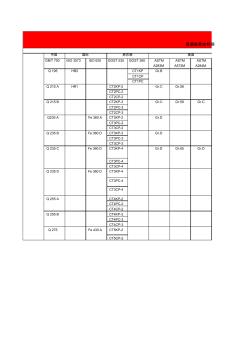
中国 ct1kp ct1cp ct1pc ct2kp-2 ct2pc-2 ct2cp-2 ct2kp-3 ct2pc-3 ct2cp-3 ct3kp-2 ct3pc-2 ct3cp-2 ct3kp-3 ct3pc-3 ct3cp-3 ct3kp-4 ct3pc-4 ct3cp-4 ct3kp-4 ct3pc-4 ct3cp-4 ct4kp-2 ct4pc-2 ct4cp-2 ct4kp-3 ct4pc-3 ct4cp-3 ct5kp-2 ct5cp-2 astm a283m astm a573m astm a284m 国际原苏联美国 gb/t700iso3573iso630gost535gost380 q195hr2gr.b q215ahr1gr.cgr.58 q215bgr.cgr.58gr.c q235afe360agr.d q

![钢筋结构部件预制方法与质量标准[二]](https://files.zjtcn.com/group1/M00/6C/14/CgoBZ2A6dEiAE1BkAAAjOSazq2A920.jpg)
钢筋结构部件预制方法与质量标准[二]
格式:pdf
大小:132KB
页数:11P
4.4
word格式整理版 专业学习参考资料 钢结构部件预制施工方法和质量标准的具体要求 1适用范围 1.1主要适用于石油化工装置中钢框架、管廊等钢结构零部件的预制施工方法和 质量标准; 1.2其它领域、用途的钢结构框架零部件的预制施工方法和质量要求也可参照执 行。 2引用标准及规范性文件 2.1《钢结构工程施工及验收规范》gb50205-2001; 2.2《石油化工施工安全技术规程》shj3505-97; 2.3《石油化工钢结构工程施工及验收规范》sh/t3507-2005。 3施工要求 3.1施工前对施工主要设备、机具和工装准备完毕; 3.2施工前对施工场地准备好,具备施工条件; 3.3所有参见施工的人员已参加了施工技术交底,明确了施工程序、施工方 法、质量标准和成品保护、hse技术要求; 3.4施工班长、岗长应对施工图纸资料、标准图集、施工及验收标准规范

钢结构质量标准(20200828214232)
格式:pdf
大小:147KB
页数:6P
4.5
1 在此输入你的公司名称 logo 钢结构质量标准 2 钢结构质量标准 1.0.7.1主控项目 (!)钢材 1)钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。 进口钢 材产品的质量应符合设计和合同规定标准的要求。 检查数量:全数检查 检验方法:检查质量合格证明文件、中文标志及检验报告等。 2)对属于下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家 产品标 准和设计要求: a.国外进口钢材; b.钢材混批; c.板厚≥40mm,且设计有z向性能要求的厚板; d.建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材; e.设计有复验要求的钢材; f.对质量有疑义的钢材: 检查数量:全数检查。 检验方法:检查复验报告。 (2)焊接材料 (1)焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求: 检查数量:全数检查。 3 检验方
钢结构防腐涂质量标准
格式:pdf
大小:13KB
页数:2P
4.4
纤纤减肥网http://www.***.*** 纤纤减肥网http://www.***.*** 保证项目应符合下列规定: 4.1.1涂料、稀释剂和固化剂等品种、型号和质量,应符合设计要求和国家现行有关标准的规定。 检验方法:检查质量证明书或复验报告。 4.1.2涂装前钢材表面除锈应符合设计要求和国家现行有关标准的规定:经化学除锈的钢材表面 应露出金属色泽。处理后的钢材表面应无焊渣、焊疤、灰尘、油污、水和毛刺等。 检验方法:用铲刀检查和用现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》规定的图片对 照观察检查。 4.1.3不得误涂、漏涂,涂层应无脱皮和返锈。 检验方法:观察检查。 4.2基本项目应符合下列规定: 4.2.1涂装工程的外观质量: 合格:涂刷应均匀,无明显皱皮、气泡,附着良好。 优良:涂刷应均匀,色泽一致,无皱皮、流坠和气泡,附着良好,分色线清楚
![钢筋结构部件预制方法和质量标准(二]](https://files.zjtcn.com/group1/M00/6C/14/CgoBZ2A6dEmAPrDPAAAjW3-nRWc104.jpg)
钢筋结构部件预制方法和质量标准(二]
格式:pdf
大小:931KB
页数:11P
4.6
-word格式-可编辑- -- word完美格式 钢结构部件预制施工方法和质量标准的具体要求 1适用范围 1.1主要适用于石油化工装置中钢框架、管廊等钢结构零部件的预制施工方法和 质量标准; 1.2其它领域、用途的钢结构框架零部件的预制施工方法和质量要求也可参照执 行。 2引用标准及规范性文件 2.1《钢结构工程施工及验收规范》gb50205-2001; 2.2《石油化工施工安全技术规程》shj3505-97; 2.3《石油化工钢结构工程施工及验收规范》sh/t3507-2005。 3施工要求 3.1施工前对施工主要设备、机具和工装准备完毕; 3.2施工前对施工场地准备好,具备施工条件; 3.3所有参见施工的人员已参加了施工技术交底,明确了施工程序、施工方 法、质量标准和成品保护、hse技术要求; 3.4施工班长、岗长应对施工图纸资料、

钢结构构件组装加工质量标准
格式:pdf
大小:37KB
页数:2P
4.7
钢结构构件组装加工质量标准 1、组装前应对零件的各部尺寸进行复核,准确无误后,方可组装。 2、点焊时点焊的焊接材料应与正式施焊时用的材料相同,点焊的高度不应超过设计焊缝厚度的2/3。 3、焊接h型钢 3.1焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300mm,长度不应小于600mm。 说明: 钢板的长度和宽度有限,大多需要进行拼接,由于翼缘板与腹板相连有两条角焊缝,因此翼缘板不应再设纵向拼接缝,只允许长度拼接;而腹板或腹板缝应错开200mm以上,以避免焊缝交叉和焊缝缺 陷的集中。 检查数量:全数检查。检验方法:观察和用钢尺检查。 焊接h型钢的允许偏差应符合表c.0.1的规定。 表c.0.1焊接h型钢的允许偏差(mm) 项目允许偏差 截面 高度h h<500±2.0 500<
德国钢铁标准普通结构钢质量标准相关
文辑推荐
知识推荐
百科推荐


职位:建筑工程
擅长专业:土建 安装 装饰 市政 园林


