

多高层劲性砼柱钢骨螺柱焊接制作施工工法资料
格式:pdf
大小:6.3MB
页数:23P
人气 :66
 4.5
4.5
***** 有限责任公司 (WJGF- - ) 2010年 6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 编制人员一览表 姓 名 职 称 职 务 签字 编制 审核 审批 会签日期: 2010 年 6 月 目录 1.前言 ........................................................................................................... 4 2.工法特点 ................................................................................................... 4 3.适用范围 .......................................




多高层劲性砼柱钢骨螺柱焊接制作施工工法
*****有限责任公司 (wjgf--) 2010年6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 第2页共23页 编制人员一览表 姓名职称职务签字 编制 审核 审批 会签日期:2010年6月 第3页共23页 目录 1.前言..........................................................................................................4 2.工法特点..................................................................................................4 3.适用范围..............

多高层劲性砼柱钢骨螺柱焊接制作施工工法 (2)
*****有限责任公司 (wjgf--) 2010年6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 编制人员一览表 姓名职称职务签字 编制 审核 审批 会签日期:2010年6月 目录 1.前言.............................................................................................4 2.工法特点.....................................................................................4 3.适用范围.....................................................................
编辑推荐下载

多高层劲性砼柱钢骨螺柱焊接制作施工工法精品
格式:pdf
大小:6.3MB
页数:23P
4.4
*****有限责任公司 (wjgf--) 2010年6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 编制人员一览表 姓名职称职务签字 编制 审核 审批 会签日期:2010年6月 目录 1.前言...........................................................................................................4 2.工法特点...................................................................................................4 3.适用范围.......................................

多高层劲性砼柱钢骨螺柱焊接制作施工工法收集资料
格式:pdf
大小:6.3MB
页数:23P
4.5
*****有限责任公司 (wjgf--) 2010年6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 编制人员一览表 姓名职称职务签字 编制 审核 审批 会签日期:2010年6月 目录 1.前言...........................................................................................................4 2.工法特点...................................................................................................4 3.适用范围.......................................
多高层劲性砼柱钢骨螺柱焊接制作施工工法收集资料热门文档
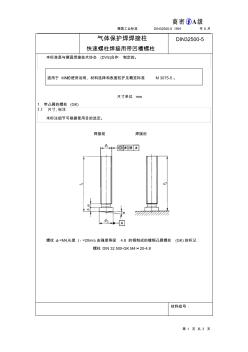
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
格式:pdf
大小:107KB
页数:3P
4.6
德国工业标准din32500-51991年6月 第1页共3页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 din32500-5 本标准是与德国焊接技术协会(dvs)合作制定的。 适用于mn的使用说明、材料选择和表面防护见概览标准m3075-5。 尺寸单位mm 1带凸肩的螺柱(gk) 1.1尺寸,标注 未标注细节可根据使用目的选定。 焊接前焊接后 螺纹d1=m4,长度l1=20mm,由强度等级4.8的钢制成的镀铜凸肩螺柱(gk)的标记: 螺柱din32500-gkm4×20-4.8 材料组号: 德国工业标准din32500-51991年
 机器人在不锈钢高压箱体螺柱焊接中的应用
机器人在不锈钢高压箱体螺柱焊接中的应用 机器人在不锈钢高压箱体螺柱焊接中的应用
格式:pdf
大小:244KB
页数:3P
4.6
机器人螺柱焊接技术主要是通过机器人编程将不同规格的螺钉焊接到不锈钢高压箱体上,其具有焊接精度高、焊接效率快、焊接质量好等优点。本文从机器人焊枪更换、工件位置偏移检测和工件表面平整度修正这三个方面介绍了机器人技术在螺柱焊接中的具体应用。

工艺工法QC环梁-环形牛腿钢骨混凝土梁柱节点施工工法(附图)收集资料
格式:pdf
大小:2.4MB
页数:10P
4.6
环梁-环形牛腿钢骨混凝土梁柱节点施工工法 1、前言 钢管混凝土柱作为一种能充分发挥和利用钢和混凝土材料特性的组合结构在工程中得到了广泛的应 用,提高了技术上的合理性和经济上优越性。但作为钢管混凝土柱中重要的梁柱节点,已由过去相对单一 的钢梁与钢管混凝土柱连接或钢筋混凝土梁与钢管混凝土柱连接形式演变为一个钢管混凝土柱节点既有钢 筋混凝土梁和环梁连接,同时又有钢梁穿心连接,其受力和构造复杂,本工法结合了06sg524图集中混凝 土环梁-环形牛腿梁柱和内隔式牛腿钢梁柱两种钢管混凝土刚性连接节点构造的施工工艺。由于该节点存在 的构造复杂、穿心构件多、操作空间小、安装复杂以及各道工序繁多且在同一狭小空间完成等施工难点, 对此,我公司逐步研究和改进,形成了一套针对环梁-环形牛腿钢骨砼梁柱节点的施工方法,即将该节点复 杂的工艺和工序从时间和空间上进行分化,降低施工难度,提高工效,合理而安全经济
多高层劲性砼柱钢骨螺柱焊接制作施工工法收集资料精华文档
高层建筑中钢柱和钢骨砼柱连接的试验研究 高层建筑中钢柱和钢骨砼柱连接的试验研究
格式:pdf
大小:164KB
页数:未知
4.6
1.前言在高层建筑钢结构中,常常在上部钢结构和包含基础在内的底部钢筋砼结构之间,插入二、三层钢骨砼结构(以下简称src,图1),它有利于力的平稳传递,增加结构下部的整体性和刚度,在大震时还可防止过大的侧向位移。在钢结构和src
劲性砼柱施工方案
格式:pdf
大小:30KB
页数:5P
4.4
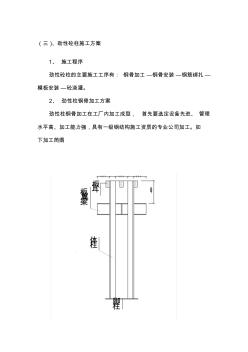
(三)、劲性砼柱施工方案 1、施工程序 劲性砼柱的主要施工工序有:钢骨加工—钢骨安装—钢筋绑扎— 模板安装—砼浇灌。 2、劲性柱钢骨加工方案 劲性柱钢骨加工在工厂内加工成型,首先要选定设备先进、管理 水平高、加工能力强,具有一级钢结构施工资质的专业公司加工。如 下加工简图 300300300 100 0 梁 翼板 柱 体 脚 柱 耳 板 3、钢构件验收检查 1)外观检查验收 所有焊缝外观质量达到二级质量要求:表面不得有咬边、裂纹、 弧坑裂纹、电弧擦伤、夹渣、气孔等缺陷;其它缺陷控制在二级要求 以内。允许偏差见下表: 序号检查项目允许偏差 1截面高度3.0mm 2截面宽度3.0mm 3腹板中心偏移2.0mm 4翼缘板垂直度3.0mm 5扭曲5.0mm 6腹板局部平面度2.0mm 2)焊缝探伤检查 焊接完成24h后,对焊缝进行超声
电弧螺柱焊用圆柱头焊钉的焊接 电弧螺柱焊用圆柱头焊钉的焊接
格式:pdf
大小:185KB
页数:3P
4.6
电弧螺柱焊用圆柱头焊钉(以下简称焊钉),俗称栓钉、剪力钉,主要用于钢结构工程中各类结构的抗剪(如楼层板)、埋设与锚固(如柱脚)。产品标准为gb/t10433—2002。
劲性钢骨砼柱梁施工技术
格式:pdf
大小:15KB
页数:7P
4.7
翠湖宾馆商务综合楼劲性钢骨砼柱梁施工技术 作者:李贞燕(云南建工第六建筑工程有限公司) [摘要]本文介绍了钢骨砼结构中钢柱、钢梁的制作、吊装、焊接,以及钢筋、模板 和砼的施工。 [关键词]钢骨砼结构钢柱、钢梁的制作吊装钢筋模板砼施工 一、工程概况 昆明翠湖宾馆商务综合楼位于昆明市翠湖南路6号,与翠湖公园毗邻。是一座集会议、 餐饮、娱乐、休闲等多功能于一体,功能齐全、设施完善、造型美观、装饰豪华的现代化 智能建筑。 工程按高层一类建筑设计,抗震设防烈度为八度。建筑面积23179m2,建筑总高度24m, 钢骨混凝土框架结构,地下一层,地上四层。 本工程钢骨混凝土框架结构的设计及施工,在云南省同类建筑中具有领先水平,钢骨 柱、钢骨梁构件钢材选用q345gj-c低合金钢,要求热轧或正火状态交货,其碳当量 ceg≦0.42,焊接裂纹敏感性系数pcm≦0.29。底脚
变截面高塔柱悬臂爬模施工工法收集资料
格式:pdf
大小:447KB
页数:18P
4.4
变截面高塔柱悬臂爬模施工工法 工法编号:ggg(中企)c3095-2008 中铁七局集团有限公司 罗建平王建军陈思刘萍陈大江 1.前言 随着科学技术的迅速发展和工程设计水平、施工技术的不断提高,出 现了一大批诸如电视塔、悬索桥索塔、和斜拉桥、高桥墩等高耸结构物。 在高耸结构物混凝土施工方面,国际国内开发了许多先进的模板技术,如 爬模技术、滑模和悬臂爬模技术、液压升降台模技术、悬架式台模技术、 立柱式台模技术、内升外挂高层整体模板提升施工技术等。 2006年8月至2006年12月,中铁七局集团有限公司在湖北恩施施州 大桥施工中,针对人字型变截面索塔施工问题,在吸收借鉴滑模和翻模的 基础上,研制出一套适合变截面高塔的悬臂爬模技术,采用此施工工艺解 决了一般模板无法处理的变截面的问题,并在施工过程中有操作简便、质 量及安全稳定、易改装、可调节性强、省工省料等优点。结合工
多高层劲性砼柱钢骨螺柱焊接制作施工工法收集资料最新文档

反滤料填筑施工工法收集资料
格式:pdf
大小:13KB
页数:9P
4.8
反滤料填筑施工工法 云南澜沧江 糯扎渡水电站大坝工程 大坝、围堰土建及金属结构安装工程 (合同编号:nzd/c3) 中国安能建设总公司 糯扎渡水电站大坝工程项目部 二○○八年十月 目录 1.简述................................................1 2.工艺流程............................................1 3.操作要点............................................4 3.1测量放样............................................4 3.2反滤料的料源及质量控制..............................4 3.3反滤料的装运.........
冲孔桩施工工法收集资料
格式:pdf
大小:181KB
页数:12P
4.8
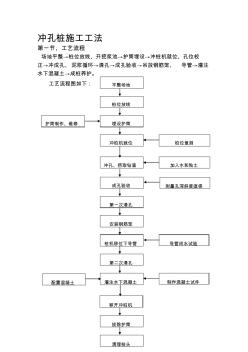
冲孔桩施工工法 第一节、工艺流程 场地平整→桩位放线、开挖浆池→护筒埋设→冲桩机就位、孔位校 正→冲成孔、泥浆循环→清孔→成孔验收→吊放钢筋笼、导管→灌注 水下混凝土→成桩养护。 工艺流程图如下:平整场地 桩位放线 埋设护筒 冲桩机就位 冲孔、捞取钻渣 成孔验收 第一次清孔 安装钢筋笼 护筒制作、维修 桩位复测 加入水和粘土 测量孔深斜度直径 桩机移位下导管 第二次清孔 灌注水下混凝土 移开冲桩机 导管闭水试验 制作混凝土试件配置混凝土 拔除护筒 清理桩头 第二节、施工方法 一、施工准备: 冲孔前需进行的准备工作有:平整场地、修筑便道、挖泥浆池、 准备合格的粘土、架设配电线路及安装配电柜、配送用电和用水接口、 钻机进场安装就位。 二、桩位测量: 使用全站仪进行导线闭合测量,合格后测放桩位标记,并做好标 记保护工作。 三、埋设护筒: 钢护筒质量符合《钢结构施工质量验收规范》(gb50

混凝土钢骨柱结构施工工法
格式:pdf
大小:157KB
页数:7P
4.8
目录 1.前言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 2.工法特点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 3.适用范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 4.工艺原理⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 5.施工工艺流程及操作要点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 6.材料与设备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 7.劳动组织⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 8.质量控制⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 9.安全措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 10.环保措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 -1- 11.效益分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 12.应用实例⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 混凝土钢骨柱结构施工工法 武
HRB400级超细晶粒钢筋埋弧螺柱焊接头的组织与性能 HRB400级超细晶粒钢筋埋弧螺柱焊接头的组织与性能
格式:pdf
大小:440KB
页数:3P
4.3
结合焊接接头的微观金相试验和力学性能试验,对hrb400级超细晶粒钢筋埋弧螺柱焊的适应性进行了研究。试验结果表明:经过焊接热循环作用,虽然钢筋埋弧螺柱焊接头的热影响区晶粒明显粗化,但并无软化,焊接接头具有良好的力学性能。
PLC在钉头管埋弧螺柱焊中的应用 PLC在钉头管埋弧螺柱焊中的应用
格式:pdf
大小:304KB
页数:5P
4.6
为了对钉头管焊接过程进行精确控制,将plc应用于钉头管埋弧螺柱焊焊接控制。介绍了钉头管埋弧螺柱焊焊接控制系统的组成及控制要求,选用了艾默生ec10-2416bta型可编程控制器,采用艾默生编程软件controlstart编制控制程序,实现了钉头管埋弧螺柱焊的自动化焊接。该系统高效节能,并克服了手工焊劳动强度大、接头质量差、焊接效率低等缺点,具有故障诊断和报警功能,并作出相应的处理,保证稳定焊接质量。
工艺工法QC多(高)层建筑钢管混凝土柱施工工法收集资料
格式:pdf
大小:221KB
页数:12P
4.4
多(高)层建筑钢管混凝土柱施工工法 1前言 钢管混凝土柱是近年来研究应用的多元化结构形式之一,成功的应用被越来越多的建筑 界专家所瞩目。它利用钢牛腿、梁钢筋、节点环板的传力方式,配以双向密肋梁模壳楼盖、 肋型楼盖或其他形式楼盖,形成钢管混凝土板柱或梁板柱结构,充分发挥了钢管柱的优势, 因而逐步被推广应用于建筑工程中。本工法中混凝土底部顶升法施工采用的钢管柱柱芯混凝 土顶升进料装置已获得国家专利(申请号/专利号:200720007980)。 2特点 2.0.1钢管混凝土柱是在圆形钢管内浇灌混凝土形成的组合结构构件,是套箍混凝土的一 种特定形式,兼有钢结构和混凝土结构的优越性能,充分利用了混凝土受压性能好和钢管韧 性、塑性好的优点,使管内混凝土受三向约束,充分发挥了混凝土的作用,提高了结构构件 的承载能力、抗震能力,与钢筋混凝土柱比较,减小了柱子截面面积,增大了

常见钢结构焊接工艺收集资料
格式:pdf
大小:35KB
页数:6P
4.3
钢结构从下料、组对、焊接、检验等工艺 钢结构手工电弧焊焊接施工工艺标准 依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《钢结构工程施工质量验收规范》gb50205-2001 《钢焊缝手工超声波探伤方法和探伤结果分级法》gb11345 《钢熔化焊对接接头射线照相和质量分级》gb3323 《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》jbj/t3034.1 《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》jbj/t3034.2 《建筑钢结构焊接技术规程》jgj81 1、范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2、施工准备 2.1材料及主要机具 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁 使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接
预埋件钢筋埋弧螺柱焊及其应用 预埋件钢筋埋弧螺柱焊及其应用
格式:pdf
大小:370KB
页数:5P
4.8
介绍了预埋件钢筋埋弧螺柱焊,它是将螺柱焊与埋弧焊很好结合,经试验研究而发明的一种新技术。其基本原理是,采用螺柱焊焊枪将钢筋夹紧,顶压在钢板上,利用螺柱焊机输出强电流,熔化钢筋和钢板在焊剂层下形成熔池,加压完成一种压焊接头。还介绍了该项技术在北京国家体育场和上海世博园工程中的成功应用。
高层钢结构箱形柱制作的焊接工艺控制 高层钢结构箱形柱制作的焊接工艺控制
格式:pdf
大小:149KB
页数:3P
4.6
分析和介绍了箱形柱制造过程中的质量控制关键点和难点,提出保证质量的关键工序和工艺要求,特别对多种焊接方法的工艺控制进行了合理的优化,为保障产品质量和提高经济效益提供了科学依据。
钢骨砼柱箍筋安装工艺攻关
格式:pdf
大小:1.3MB
页数:14P
4.6
qc小组活动 成果报告书 钢骨砼柱箍筋安装工艺攻关 发布单位:江苏省华建建设股份有限公司深圳分公司 小组名称:深圳国际商会中心项目部qc小组 发布人:吴碧桥唐兵 二○○三年四月 -1- 钢骨砼柱箍筋安装工艺攻关 吴碧桥唐兵 一、前言 1.企业简介 江苏省华建建设股份有限公司(原江苏一建)是国家房屋建筑工程施工总承包特 级企业,1982年5月进入深圳参加特区建设。公司以“严守法规、奉献用户、精益求 精、质量兴业”为质量方针,近年来多次获得省、市优质工程奖,十次荣获“鲁班奖”, 被评为“全国工程建设质量管理优秀企业”,树立了良好的质量信誉。 2.工程概况 深圳国际商会中心是一座超高层写字楼,地下3层,地上55层,建筑面积 134081m2,建筑高度214.5m,地下1层至4层层高分别为4.8m、7.0m、5.5m、5.5m、 6.0m,标准层层高
多高层劲性砼柱钢骨螺柱焊接制作施工工法收集资料相关
文辑推荐
知识推荐
百科推荐


职位:幕墙门窗预算员
擅长专业:土建 安装 装饰 市政 园林


