

冲压件首检记录表.td
格式:pdf
大小:31KB
页数:2P
人气 :94
 4.7
4.7
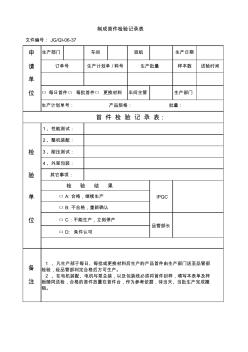
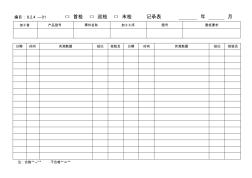
冲压件首检记录表 NO: 产名名称 材 质 规格型号 机床编号 检验数量 检验日期 序 号 检验项 目 技术要 求 检测方式 实 测 记 录 判 定 1 2 3 4 5 6 合格 数 不合 格数 1 外观 无压印 目测 2 无批锋 目测 3 尺寸 卷尺 4 卡尺 /角度尺 5 卡尺 /角度尺 6 卡尺 /角度尺 7 卡尺 /角度尺 结论 : 符合要求 检验员: 注:无定量要求项符合要求记“√” ,不符合要求记“×” 冲压件首检记录表 NO: 产名名称 材 质 规格型号 机床编号 检验数量 检验日期 序 号 检验项 目 技术要 求 检测方式 实 测 记 录 判 定 1 2 3 4 5 6 合格 数 不合 格数 1 外观 无压印 目测 2 无批锋 目测 3 尺寸 卷尺 4 卡尺 /角度尺 5 卡尺 /角度尺 6 卡尺 /角度尺 7 卡尺 /角度尺 结论 : 符合要求 检验员: 注:无定量要




冲压件检验记录表
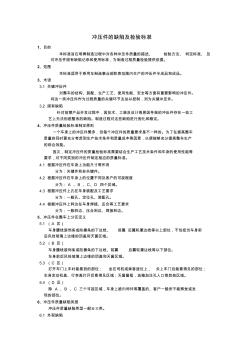
判定 编号项目公差测量值判定编号项目公差测量值判定编号项目公差测量值判定编号项目公差测量值判定 lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff ll ff ll ff 11 孔符合率:÷20= 31 孔符合率:÷20= 测量点符合率:÷40=测量点符合率:÷40= 10 型面符合率:÷10= 30 型面符合率:÷10= 轮廓符合率:÷10=轮廓符合率:÷10= 92029cp9 81928cp8 71827cp7 61726cp6 51625cp5 41

编辑推荐下载
首检记录表
格式:pdf
大小:23KB
页数:2P
4.7
文件编号:jg/qi-06-37 申生产部门车间班组生产日期 请样本数送验时间 单 位□每日首件□每批首件□更换材料车间主管生产部门 1、性能测试: 2、整机装配: 检3、耐压测试: 4、外观包装: 验 单 位 备 注 ipqc 品管部长 制成首件检验记录表 订单号生产计划单/料号生产批量 首件检验记录表: 生产计划单号:产品规格:批量: 1、凡生产部于每日、每批或更换材料后生产的产品首件由生产部门送至品管部 检验,经品管部判定合格后方可生产。 2、在电机装配、电机与泵总装,以及包装线必须将首件封样,填写本表单及样 板随同送检,合格的首件放置在首件台,作为参考依据,待当天、当批生产完成撤 销。 其它事项: 检验结
冲压件的缺陷及检验标准
格式:pdf
大小:68KB
页数:7P
4.8
冲压件的缺陷及检验标准 1、目的 本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及 对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。 2、范围 本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。 3、术语 3.1关键冲压件 对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。 将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。 3.2固有缺陷 针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在一些工 艺上无法彻底整改的缺陷。制造过程对这些缺陷进行固化和稳定。 4、冲压件质量检验标准制定原则 一个车身上的冲压件繁多,但每个冲压件的质量要求是不一样的。为了在提高整车 质量的同时要充分考虑到生产技术条件和质量成本等因素,以便能够充分提高整车生产 的综合效能。 因次,制定冲压件的质量检验标准需要
冲压件首检记录表热门文档

冲压件的缺陷及检验标准
格式:pdf
大小:66KB
页数:9P
4.7
冲压件的缺陷及检验标准 1、目的 本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及 对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。 2、范围 本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。 3、术语 3.1关键冲压件 对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。 将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。 3.2固有缺陷 针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在一些工 艺上无法彻底整改的缺陷。制造过程对这些缺陷进行固化和稳定。 4、冲压件质量检验标准制定原则 一个车身上的冲压件繁多,但每个冲压件的质量要求是不一样的。为了在提高整车 质量的同时要充分考虑到生产技术条件和质量成本等因素,以便能够充分提高整车生产的综 合效能。 因次,制定冲压件的质量检验标准需

冲压件钢板模技术协议
格式:pdf
大小:509KB
页数:7P
4.3
1 冲压件钢板模 技术协议 甲方: 乙方: 签订地点: 2019年12月 2 一,项目整体要求 1、2020年xx月xx日,交付合格模具及样件,并附零件检验报告(签字盖章版,否则视为 无效)。 2、乙方需要提供模具(数模)图纸,标准件清单及参数。 3、模具设计标准按汽车覆盖件模具通用设计规范。 4、标准件采用misumi或大连盘起。 5、带有下顶杆的模具必须设有快速定位。 6、甲方参与乙方dl图和3d结构会签, 7、合同签订后乙方提供详细开发进度计划, 8、在项目开发过程中乙方任意一项推迟一天按照合同违约处理。 9、模具使用寿命:10万次 二、模具类型 1、此项目模具按钢模板设计制造。 三、模具结构及材料 1、闭模高度 ①.模具闭模高度可以不按设备高度,允许下部外加垫脚方式。 2、模具u沟 ①.u沟作用:使模具能安全的装夹在冲床上. u沟结构
冲压件检验作业指导书
格式:pdf
大小:32KB
页数:2P
4.8
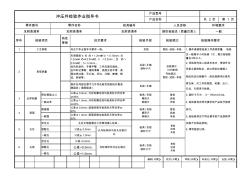
自检频次: 100%全检 专检频次: 首检-巡检-末检 目视/手感 检具/目视 楔形尺 钢板尺 首检 巡检 末检 密封搭接止口 一般边界 制件任何部位都不允许存在能目测到的开裂或 隐裂纹(缩颈痕迹) 表观质量 边界轮廓 4 搭接面 定位孔 一般面 装配孔 一般孔 孔位 定位孔 孔径 首检 巡检 末检 检具/目视 游标卡尺 检具/目视 游标卡尺 实施不合格品控制。 6.填写检验记录。公差±0.5mm. 首检 巡检 末检 孔对正销能通过工件顺利插入检具. 孔与检具标示的孔位相对 比 特性 等级 紧支架,对工件的型面、轮廓、边口、 孔位、孔径进行检测。 相应的定位销套中;然后按顺序压紧夹 毛刺高度h:当δ<1.2mm时,h<0.15mm;当 1.2mm≤δ≤2.0mm时,h<0.2mm;当δ> 2.0mm时;h<0.3mm。 拉伤和划伤:手感平整,工件反面无暗纹
冲压件毛刺检验指导书
格式:pdf
大小:48KB
页数:2P
4.4
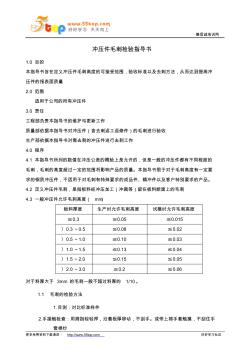
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 冲压件毛刺检验指导书 1.0目的 本指导书旨在定义冲压件毛刺高度的可接受范围,验收标准以及去刺方法,从而达到提高冲 压件的报表面质量 2.0范围 适用于公司的所有冲压件 3.0责任 工程部负责本指导书的维护与更新工作 质量部依据本指导书对冲压件(含去刺返工返修件)的毛刺进行验收 生产部依据本指导书对需去刺的冲压件进行去刺工作 4.0程序 4.1本指导书所列的数值在冲压公差的概验上是允许的,但是一般的冲压件都有不同程度的 毛刺,毛刺的高度超过一定的范围将影响产品的质量。本指导书限于对于毛刺高度有一定要 求的钢质冲压件,不适用于对毛刺有特殊要求的成品件、精冲件以及客户特别要求的产品。 4.2定义冲压件毛刺,是指板料经冲压加工(冲裁等)留在板料断面上的毛刺 4.3一般冲压件允许毛刺高度(
冲压件首检记录表精华文档

冲压工艺流程_冲压件加工工艺过程
格式:pdf
大小:14KB
页数:4P
4.4
冲压工艺流程_冲压件加工工艺过程 内容来源网络,由深圳机械展收集整理! 更多冲压加工展示,就在深圳机械展! 冲压件加工流程: 1.根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根 据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所 需形状和尺寸的工件(冲压件)的成形加工方
首检检验记录表
格式:pdf
大小:25KB
页数:1P
4.3
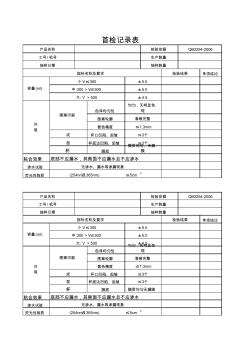
单项结论 色泽均匀性 图案轮廓 套色精度 杯口凹陷、起皱 杯底边凹陷、起皱 膜底 粘合效果 渗水试验 荧光性物质 单项结论 色泽均匀性 图案轮廓 套色精度 杯口凹陷、起皱 杯底边凹陷、起皱 膜底 粘合效果 渗水试验 荧光性物质(254nm及365nm)≤5cm2 容量(ml) 外 观 容量(ml) 外 观 图案印刷 图案印刷 杯膜层均匀无漏膜 底部不应漏水,其侧面不应漏水且不应渗水 无渗水、漏水等渗漏现象 ≤1.3mm 成≤3个 型≤3个 大:v>500±4.5 均匀,无明显色 斑 清晰完整 指标名称及要求检验结果 小:v≤300±5.5 中:300>v≤500±5.0 工号/机号生产数量 抽样日期抽样数量 (254nm及365nm)≤5cm2 产品名称检验依据qb2294-2006 杯

最新首检记录表
格式:pdf
大小:29KB
页数:2P
4.7
编号 产品名称班组 生产日 期 检验时间 首 件 信 息 检验依据 12345 外观 1.新产品开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员检查判定合格后生产。 首件检验记录表 检验标准 □工程图纸□标准样件 □制程检标准□产品标准 □其他 实测值 判定备注 □开机首检□修模首件 □换型首件□生产参数变 □材料变更□其他 注 意 事 项 填 写 说 明 尺 寸 1.所有项目最少连续检查5件 2.根据质量统计的不良项目进行持续改进 2.检验员判定合格后从样品中随机挑选一个样件,进行首件标识。 3.适用范围:新产品开机、开线、换型、修模、变更工艺、材料等均需要进行首检检查。 4.检查结果:在□打钩首件检验记录由
冲压件首检记录表最新文档
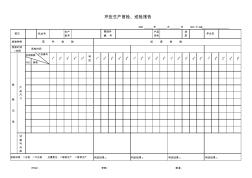
冲压生产首检、巡检报告
格式:pdf
大小:34KB
页数:1P
4.6
200年月日no.p1ab. 机台号 生产 批号 产品 名称 材 质 判定结果:判定结果:判定结果:判定结果: ipqc:审核:核准: 3#4#5#2#3#4#5#1#2#1#2#3#4#5#1# 判 定 1#2#3#4#5# 检验结果:□合格□不合格处置意见:□继续生产□暂停生产 检 验 记 录 产 品 尺 寸 试 装 与 外 观 1#2#3#4#5# 作业员 检验种类首件检验巡逻检验 检验时间 /时段 送检时间 班次 零部件 编号 冲压生产首检、巡检报告 产品编号实测数据 规格no.
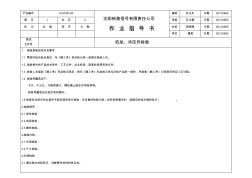
机加、冲压件检验作业指导书
格式:pdf
大小:28KB
页数:2P
4.4
产品编号g.97zd-04 沈阳铁路信号有限责任公司 作业指导书 编制孙文杰日期20110902 第页1共页2审核孙立敏日期20110905 标记处数签字日期会签周国锋日期20110905 审定潘登日期20110905 更改 文件号 机加、冲压件检验 1.检验具备的条件及要求 1.1零部件经自检合格后,与《随工单》和自检记录一起提交检验人员。 1.2准备相关的产品技术条件、工艺文件、企业标准、国家标准等有效文件。 1.3检验人员接到《随工单》和自检记录后,核实《随工单》和自检记录与交检产品的一致性,并查看《随工单》记录是否符合工艺过程。 1.4检验用量具如下: 卡尺、千分尺、万能角度尺、螺纹通止规及专用检具等。 检验用量具应在检定有效期内。 1.5检查员应按本作业指导书规定逐项进行检验,并且做好检验记录(如有
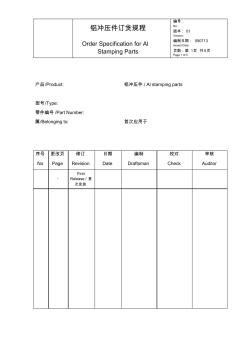
铝合金冲压件订货规范
格式:pdf
大小:57KB
页数:5P
4.4
铝冲压件订货规程 编号: no.: 版本:01 version: 编制日期:090713 issueddate: 页数:第1页共5页 page1of5 orderspecificationforal stampingparts 产品/product:铝冲压件/alstampingparts 型号/type: 零件编号/partnumber: 属/belongingto:首次应用于 序号 no 更改页 page 修订 revision 日期 date 编制 draftsman 校对 check 审核 auditor - first release/首 次发放 铝冲压件订货规程 编号: no.: 版本:01 version: 编制日期:090713 issueddate: 页数:第2页共5页 pa
 复杂弯曲冲压件的排样设计
复杂弯曲冲压件的排样设计 复杂弯曲冲压件的排样设计
格式:pdf
大小:1.2MB
页数:2P
4.4
排样设计是多工位级进模设计的关键。排样设计确定了模具的工位数、工位内容、冲压各工序的安排、条料宽度、送料步距及导料和定位方式等。因此排样完成后,模具的总体设计思路和基本结构就已确定。本文利用pro/e的级进模设计系统pdx5.0解析两个弯曲件的排样设计,以供业内参考。
U形冲压件弯曲回弹的控制与消除 U形冲压件弯曲回弹的控制与消除
格式:pdf
大小:441KB
页数:3P
4.3
u形冲压件弯曲的回弹是弯曲工艺研究重要内容,金属板材在弯曲成型过程中,获得塑性变形的同时总是伴随着弹性变形。当弯曲成型加工结束后,卸掉冲压载荷时,取出弯曲件会发现产生弹性恢复,其弯曲角度和外形尺寸都发生与施加载荷时变形方向相反的变化,使弯曲件的几何精度受到损害,形成u形弯曲件生产中较难解决的问题。本文通过分析金属板材弯曲回弹的表现形式、影响因素,总结了控制弯曲回弹的具体措施。
联邦德国钢冲压件技术供货条件 联邦德国钢冲压件技术供货条件
格式:pdf
大小:69KB
页数:未知
4.5
联邦德国din6930标准用于板料厚度大于0.1mm的冲压零件(该标准不适用于精密冲裁件)。该标准在“模具”上是这样规定的:1、受用户约束的模具受订货委托并由订货者付款,而由冲压件生产者加工制造或购置的模具叫做受用户约束
冷轧钢板冲压件表面缺陷分析 冷轧钢板冲压件表面缺陷分析
格式:pdf
大小:680KB
页数:3P
4.3
st13冷轧板冲压后在表面出现条带状皱褶缺陷,涂漆后更加明显,严重影响使用性能。我们对缺陷进行了分析,认为横向未完全消除的屈服平台是导致此缺陷的主要原因,通过对平整工艺的改进,消除屈服平台后即解决了此问题。
车身冲压件材料利用率提高方案 车身冲压件材料利用率提高方案
格式:pdf
大小:122KB
页数:未知
4.4
汽车制造过程中的成本控制对企业经济效益的最终状况有着重要影响,随着钢材价格不断上涨,以及汽车市场销量放缓,汽车行业整体都面临着成本降低的压力,车身冲压件的生产过程中,冲压钢板坯料的费用占整个生产成本70%~80%,所以提高材料的利用率,是降低车身成本的关键所在。
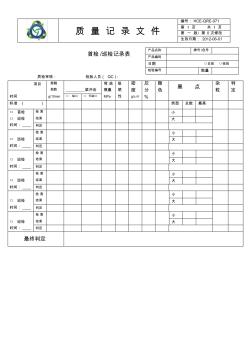
071首检巡检记录表
格式:pdf
大小:40KB
页数:1P
4.3
质量记录文件 编号:hce-qre-071 第1页共1页 第一版/第0次修改 生效日期:2012-06-01 首检/巡检记录表 质检审核:检验人员(qc): 项目 时间 熔融 指数 g/10min __________梁冲击 弯曲 模量 mpa 阻 燃 性 密 度 g/c㎡ 灰 分 % 颜 色 黑点 杂 粒 判 定 □缺口□无缺口 标准()类型总数最高 □首检 □巡检 时间:____ 检测 结果 小 大 判定 □巡检 时间:____ 检测 结果 小 大 判定 □巡检 时间:____ 检测 结果 小 大 判定 □巡检 时间:____ 检测 结果 小 大 判定 □巡检 时间:____ 检测 结果 小 大 判定 □巡检 时间:____ 检测 结果 小 大 判定 最终判定 产品名称
冲压件首检记录表相关
文辑推荐
知识推荐
百科推荐


职位:电气工程师
擅长专业:土建 安装 装饰 市政 园林


