

基于参数化设计的麻花钻头及其仿真验证
格式:pdf
大小:250KB
页数:3P
人气 :53
 4.6
4.6
分析了麻花钻头的加工过程,对钻头螺旋槽的成型过程中的主要参数进行了介绍。重点对钻头加工中的正问题进行研究,即对给定砂轮截面型线计算螺旋槽的端面型线,并建立了坐标系与刀片曲线的坐标方程,给出了曲线方程的详细求解过程。最后将本文的设计结果与商业软件模拟结果进行对比,结果表明在设计的线形上基本一致,细微的差别,主要是导向角不同而引起的。



 基于UG的麻花钻参数化设计
基于UG的麻花钻参数化设计 基于UG的麻花钻参数化设计
根据麻花钻钻刃的数学模型,利用ug软件建立了麻花钻的三维实体模型,并利用ug的二次开发功能开发出了直柄标准麻花钻和锥柄标准麻花钻的参数化自动生成系统.采用该系统可以简便地生成不同参数下的各种标准麻花钻三维实体模型及其二维零件工程视图的主视图以及俯视图,解决了麻花钻的参数化设计问题,也为麻花钻数控加工的自动编程奠定了基础.

麻花钻头种类及格
麻花钻头种类及格 2 ————————————————————————————————作者: ————————————————————————————————日期: 3 麻花钻头的种类及规格 1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢sk,或高速钢skh2, skh3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材 料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机 上使用。 2.钻头种类 a.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. b.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. c.依用途分类 (1).中心钻头:一般
编辑推荐下载
麻花钻头的种类及规格
格式:pdf
大小:207KB
页数:2P
4.5
麻花钻头的种类及规格 1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢sk,或高速钢skh2, skh3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材 料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机 上使用。 2.钻头种类 a.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. b.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. c.依用途分类 (1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床 作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合. (2).麻花钻头:为工
天津研制出数控麻花钻头沟槽磨床 天津研制出数控麻花钻头沟槽磨床
格式:pdf
大小:287KB
页数:1P
4.4
天津市轮达技术开发公司研制出ld400cnc数控麻花钻头磨槽机。该机床采用强力磨削原理对直柄、锥柄麻花钻头沟槽磨削成形,具有自动分度、砂轮修整、砂轮补偿等功能,上下料采取手工方式。
参数化设计麻花钻头及其仿真验证热门文档
麻花钻头钻削H13模具钢细长小孔 麻花钻头钻削H13模具钢细长小孔
格式:pdf
大小:374KB
页数:3P
4.5
叙述了在生产实践中,如何采用麻花钻头在h13模具钢上加工出了细长孔的加工过程.详尽分析了钻头的工作状态,切削时的抗力分析,磨损折断时的几种形式及失效状态.钻削过程中,观察钻头钻削状况,手动进给感觉钻头轴向力度,添加极压乳化液降低磨损和不断退刀及用笔刷清屑,试磨削钻头135°顶角并努力在钻头横刃上磨出第二切削刃等,最终达到工序要求.
小直径PCD麻花钻头电火花磨削加工系统的研制 小直径PCD麻花钻头电火花磨削加工系统的研制
格式:pdf
大小:255KB
页数:3P
4.7
基于数控电火花磨削加工机床,研制了用于加工小直径pcd麻花钻头的数控螺旋伺服进给加工系统,介绍了系统的加工原理、机械系统和伺服控制系统的设计方法。
浅谈标准麻花钻头的钻削特点和耐用度及刃磨方法 浅谈标准麻花钻头的钻削特点和耐用度及刃磨方法
格式:pdf
大小:1.2MB
页数:6P
4.6
针对传统切削刀具——标准高速钢麻花钻头的切削特点及工件材料的性能特点,分析了如何采取正确合理的操作使用方法和采用合理的刃磨方法,来提高钻头的耐用度和使用寿命。
参数化设计麻花钻头及其仿真验证精华文档
加工42CrMo曲轴的整体合金麻花钻头的寿命提高 加工42CrMo曲轴的整体合金麻花钻头的寿命提高
格式:pdf
大小:232KB
页数:3P
4.7
针对实际生产中出现的刀具寿命低、加工区域温度过高以及加工表面质量不好等问题,结合深孔加工技术的技术特点对现场加工状况的分析,找出影响寿命的原因;通过改进刀具几何参数、加工参数以及刀具制造工艺解决了刀具寿命问题,使寿命从原来每支100件提高到150件,并提高了加工质量以及加工效率。

常用麻花钻头规格(20201016104249)
格式:pdf
大小:54KB
页数:1P
4.7
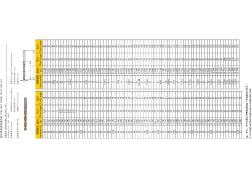
精心整理 来源网络,仅供个人学习参考 麻花钻头规格: φ1.0,φ1.5,φ2.0,φ2.5,φ3.0,φ3.2,φ3.3,φ3.5,φ3.8,φ4.0,φ4.2,φ4.5 ,φ4.8,φ5.0,φ5.2,φ5.5,φ5.8,φ6.0φ,6.2,φ6.5,φ6.8,φ7.0,φ7.2,φ7. 5,φ7.8,φ8.0,φ8.2,φ8.5,φ8.8,φ9.0,φ9.2,φ9.5,φ10.0,φ10.2,φ10.5 ,φ11.0,φ12.0,φ12.5,φ13.0,φ13.5,φ14
自攻自断相配套麻花钻头在窝洞制备中的应用 自攻自断相配套麻花钻头在窝洞制备中的应用
格式:pdf
大小:149KB
页数:2P
4.6
活髓磨牙、前切牙切角缺损、契状缺损、高度磨耗症的部位往往难以达到制洞要求,固位力和抗力条件差而修复失败,笔者在用自攻自断相配套麻花钻头一次性修复完成。10年来临床应用150例患者进行了随访,观察成功145例。该方法操作简便快捷,效果满意,不失为活髓磨牙龋齿、前切牙切角、契状缺损修复的一种良好术式。
参数化设计麻花钻头及其仿真验证最新文档
麻花钻螺旋槽磨削加工虚拟仿真 麻花钻螺旋槽磨削加工虚拟仿真
格式:pdf
大小:438KB
页数:4P
4.7
分析加工麻花钻时螺旋槽与砂轮的几何运动关系,运用微分几何和运动学原理建立螺旋槽和砂轮的数学模型。在此基础上,利用vb对autocad软件进行二次开发,建立了麻花钻螺旋槽三维磨削虚拟仿真加工模型,对给定参数的麻花钻进行了几何参数、刀具参数及机床运动参数的计算,并进行了虚拟仿真加工,验证了三维磨削虚拟仿真加工模型的正确性。
合金钢钻头与直柄麻花钻、中心钻区别
格式:pdf
大小:6KB
页数:3P
4.5
合金钢钻头与直柄麻花钻、中心钻的区别 合金钢钻头简介: 合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式 和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般 都在hrc90度以上,在批量加工以及难硬加工的场合比较适用! 硬质合金钻头通常情况下被认为是一种用于岩心钻探所的钻头。简单 来说,在进行岩心钻探所的工作的时候,硬质合金钻头是依靠钻压工 艺与自身旋转所产生的冲击载荷破碎岩石的。在整个凿岩钻进过程 中,钻头会经常受到高频率的冲击载荷,而且受到扭转、弯曲、拉伸、 压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩 粉和矿水等工作介质的磨损与腐蚀zy12。 硬质合金钻头的特点以及用途: 1、能够适合较为复杂材质的钻孔,可以选择较高的切削速度。 2、精选合金钻头专用的高性能合金刀片,有效减少崩刀,保持良好 的耐磨性。 3、多层几何切削端刃,提高排泄
锥柄麻花钻的钻削操作与钻头安装
格式:pdf
大小:9KB
页数:1P
4.4
江苏百益工具有限公司锥柄麻花钻直柄麻花钻加长锥柄钻内冷钻 锥柄麻花钻的钻削操作与钻头安装 来源:江苏百益工具有限公司 锥柄麻花钻的钻削 a、确定进给速度:进给速度一般是凭经验,从数值上讲一般0.08-0.12mm/ 转,或者0.6-1.0mm/秒,进给速度是在钻孔时比较关键的要素,不同的进给量可 以形成不同的铁屑,不同的的铁屑会使排屑性能产生变化 b、定位:在需要钻孔的位置中心錾打一定位点或用合金针划上“十”字线, 以确保钻孔位置的精度。注意,用中心錾打定位点时,请确保中心錾垂直于加工 工件表面,以免影响切削料芯的顺利排出。 c、开始钻孔:请调好合适的转速,开机前请确保钻机磁座底部干净,先打 开磁座开关再打开电机开关,电机运转同时打开冷却液开关,当钻头接触钢板时, 先缓慢进给,钻入约1-2mm后,再用正常速度进给。 d、钻孔结束:关闭电机待主轴1、确定进给速度:进给

高速钢麻花钻头与普通碳素钢的焊接工艺
格式:pdf
大小:5KB
页数:2P
4.3
高速钢麻花钻头与普通碳素钢的焊接工艺 1结构分析 高速钢麻花钻头与普通素钢柄相接,是异种材料的焊接,其主要困难是两种 材料的化学成分,力学性能不同,在焊缝区容易产生裂纹,经试验,采取一些必 要的措施,可成功进行焊接。 2加工坡口 ⑴仔细清除施焊处以及周围的油污,铁锈,氧化物等,直到露出纯净的母材 金属。 ⑵将接头用砂轮磨成60~70度x型对称坡口,留钝边2~3毫米,间隙1.5~ 2毫米。 3选用焊条 焊条选j506或j422,经200度烘干,保温1~2小时 4焊前预热 根据情况,酌情考虑焊前预热,可用氧乙炔焰,将钻头端部加热到450~500 度。 5焊接工艺 ⑴在高速钢麻花钻头部分,除施焊处外全部包上石棉,浸入机油盆内,可以 垂直放,也可以斜放,油盆应加盖铁板,以防止熔滴溅入油内,引起油脂飞溅。 ⑵用直流电源反接或交流焊接电源均可。 ⑶使用细焊条,
年产1200万件W6Mo5Cr4V2高速钢直柄麻花钻头热处理生产线
格式:pdf
大小:126KB
页数:10P
4.6
设计 题目 成绩 课 程 设 计 主 要 内 容 各位同学根据设计题目,编制课程设计任务书,其中应包括如下内容:制定热 处理工艺、工作制度、年时基数、生产纲领,选择所需要的热处理设备,最后应给 出参考文献,并绘制出设备在车间的平面布置图。具体要求如下: (1)确定工件的形状、尺寸,制定出车间的工作制度、年时基数、生产纲领; (2)对于没有给出材料的零件,选择材料,要论述工件的服役条件及对材料性能的 要求; (3)确定工件的加工工艺流程,制定热处理工艺,并且,加以论述其依据; (4)根据热处理工艺选择适当的热处理设备,对主要的加热设备的炉体结构、炉膛 尺寸、功率要进行计算和论述,根据生产率确定所需要的台数; (5)合理地设计工件的热处理生产线,画出设备在车间里面的平面布置图(该图要 求用计算机绘制,并用a3纸打印出来,图中设备用参考图例画出,其它的要按照 国家标准画出); (
小直径聚晶金刚石麻花钻头的放电加工工艺研究 小直径聚晶金刚石麻花钻头的放电加工工艺研究
格式:pdf
大小:85KB
页数:3P
4.7
本文介绍了近年来国际上人造聚晶金刚石麻花钻头工艺研究情况,着重介绍了作者在已完成的dk6825旋转式数控电加工机床上利用放电加工进行小直径(ф6以下)聚晶金刚石麻花钻头的工艺研究情况;介绍了放电加工时采用的设备,附件和主要工艺方法。
基于UG的麻花钻螺旋槽曲面数控仿真加工研究 基于UG的麻花钻螺旋槽曲面数控仿真加工研究
格式:pdf
大小:499KB
页数:未知
4.3
根据标准麻花钻螺旋槽曲面前刀面螺旋槽和前刀面切面的数学模型,推导出了螺旋槽曲面磨削加工的刀轴矢量方程,给出了碟形砂轮半径确定方法和麻花钻螺旋槽曲面数控磨削虚拟加工流程图.以30标准麻花钻为例,在ug中对其螺旋槽曲面进行了数控磨削仿真加工.所得到的刀具路径及虚拟加工结果验证了本研究结果的正确性.介绍了ug中对麻花钻螺旋槽加工的后置处理方法,自动生成了后置处理后的nc代码.
参数化设计麻花钻头及其仿真验证相关
文辑推荐
知识推荐
百科推荐


职位:采购与质量管理员
擅长专业:土建 安装 装饰 市政 园林


