

彩铝合金门窗制作工艺流程及主要工序操作
格式:pdf
大小:32KB
页数:2P
人气 :71
 4.3
4.3
彩铝合金门窗制作工艺流程及主要工序操作 工艺流程顺序 工作内容及要求 设备工具 备注 选材下料(含隔条与装饰条及玻璃) 按作业表选用相应规格和长度的型材 ,并 确保能配套使用 ,对型材进行 45°角或 90°,角切割 ,包括角码和角铝 ,对有弯曲 的型材应进行校直后才进行切割 ,切割后 端头不得有毛刺 ,尺寸偏差控制在 0.5mm 以内 ,角度偏差应在 0.5°以内,切割下料 时首锯须用角度尺检查 ,后随机抽检,并 标记型材尺寸。 双头切割锯、角码锯、程控切割锯、卷 尺、角度尺、记号笔 对于彩色型材,要分清室内颜色及室外 颜色的配套关系。 框、扇料加工(含隔条与装饰条及玻璃) 推拉门窗边封压口、钻孔,中柱、固定 框、内盖板端面铣,下滑压排水孔,扇 料两端压滑口,要求加工后型材不变形, 端面平整、干净、无毛刺、不伤害到型 材色泽;平开门窗外框铣筋、端面铣 ,中 挺钻孔、端面铣,边框或中挺铣排



铝合金门窗制作工艺及质量验收标准
铝合金门窗制作质量标准 一、编制依据 二、类型、代号及性能参数 三、材料要求 四、制作条件 五、选料、下料 六、铣削、钻孔 七、组装 八、质量标准 一、编制依据 1、《平开铝合金门》gb8478-87 2、《平开铝合金窗》gb8479-87 3、《推拉铝合金门》gb8480-87 4、《推拉铝合金窗》gb8481-87 5、《铝合金地弹簧门》gb8482-87 6、《民用建筑节能设计标准》jgj26-95 7、《夏热冬冷地区居住建筑节能设计标准》 jgj134-2001 8、《建筑结构荷载规范》gb50009-2001 二、类型、代号及性能参数 1、铝合金窗的类型、代号及性能参数见表一 2、铝合金门的类型、代号及性能参数见表二 一、制作条件 铝合金门窗型材易于切割,易于组装连接,制作工艺简单, 对加工设备和组装的环境要求也不高,在现场也可以制作。但是, 在
铝合金门窗制作工艺及质量验收标准 (2)
铝合金门窗制作质量标 准 一、编制依据 二、类型、代号及性能参数 三、材料要求 四、制作条件 五、选料、下料 六、铣削、钻孔 七、组装 八、质量标准 一、编制依据 1、《平开铝合金门》gb8478-87 2、《平开铝合金窗》gb8479-87 3、《推拉铝合金门》gb8480-87 4、《推拉铝合金窗》gb8481-87 5、《铝合金地弹簧门》gb8482-87 6、《民用建筑节能设计标准》jgj26-95 jgj134-2001 《夏热冬冷地区居住建筑节能设计标准》、7. 8、《建筑结构荷载规范》gb50009-2001 二、类型、代号及性能参数 1、铝合金窗的类型、代号及性能参数见表一 2、铝合金门的类型、代号及性能参数见表二 一、制作条件 铝合金门窗型材易于切割,易于组装连接,制作工艺简单, 对加工设备和组装的环境要求也不高,在现场也可以制作。但是
编辑推荐下载
铝合金门窗制作工艺及质量验收标准 (2)
格式:pdf
大小:90KB
页数:17P
4.7
1 铝合金门窗制作质量标准 一、编制依据 二、类型、代号及性能参数 三、材料要求 四、制作条件 五、选料、下料 六、铣削、钻孔 七、组装 八、质量标准 2 一、编制依据 1、《平开铝合金门》gb8478-87 2、《平开铝合金窗》gb8479-87 3、《推拉铝合金门》gb8480-87 4、《推拉铝合金窗》gb8481-87 5、《铝合金地弹簧门》gb8482-87 6、《民用建筑节能设计标准》jgj26-95 7、《夏热冬冷地区居住建筑节能设计标准》 jgj134-2001 8、《建筑结构荷载规范》gb50009-2001 3 二、类型、代号及性能参数 1、铝合金窗的类型、代号及性能参数见表一 2、铝合金门的类型、代号及性能参数见表二 4 一、制作条件 铝合金门窗型材易于切割,易于组装连接,制作工艺简单, 对加工设备和组装的环境要求也不高,在现场
铝合金门窗制作工艺及质量验收标准 (3)
格式:pdf
大小:89KB
页数:16P
4.8
铝合金门窗制作质量标准 一、编制依据 二、类型、代号及性能参数 三、材料要求 四、制作条件 五、选料、下料 六、铣削、钻孔 七、组装 八、质量标准 一、编制依据 1、《平开铝合金门》gb8478-87 2、《平开铝合金窗》gb8479-87 3、《推拉铝合金门》gb8480-87 4、《推拉铝合金窗》gb8481-87 5、《铝合金地弹簧门》gb8482-87 6、《民用建筑节能设计标准》jgj26-95 7、《夏热冬冷地区居住建筑节能设计标准》 jgj134-2001 8、《建筑结构荷载规范》gb50009-2001 二、类型、代号及性能参数 1、铝合金窗的类型、代号及性能参数见表一 2、铝合金门的类型、代号及性能参数见表二 一、制作条件 铝合金门窗型材易于切割,易于组装连接,制作工艺简单, 对加工设备和组装的环境要求也不高,在现场也可以制作。但是
彩铝合金门窗制作工艺流程及主要工序操作热门文档
![铝合金门窗制作工艺与质量验收标准[详]](https://files.zjtcn.com/group1/M00/6D/35/CgoBZ2A6lXGAJX6gAAAU11CY63g233.jpg)
铝合金门窗制作工艺与质量验收标准[详]
格式:pdf
大小:132KB
页数:16P
4.7
....... 学习参考 铝合金门窗制作质量标准 一、编制依据 二、类型、代号及性能参数 三、材料要求 四、制作条件 五、选料、下料 六、铣削、钻孔 七、组装 八、质量标准 ....... 学习参考 一、编制依据 1、《平开铝合金门》gb8478-87 2、《平开铝合金窗》gb8479-87 3、《推拉铝合金门》gb8480-87 4、《推拉铝合金窗》gb8481-87 5、《铝合金地弹簧门》gb8482-87 6、《民用建筑节能设计标准》jgj26-95 7、《夏热冬冷地区居住建筑节能设计标准》 jgj134-2001 8、《建筑结构荷载规范》gb50009-2001 ....... 学习参考 二、类型、代号及性能参数 1、铝合金窗的类型、代号及性能参数见表一 2、铝合金门的类型、代号及性能参数见表二 ......
铝合金门窗制作工艺卡片---修改
格式:pdf
大小:657KB
页数:26P
4.4
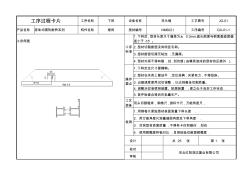
工序过程卡片工序名称下料设备名称双头锯工艺图号jg-01 产品名称穿条式隔热断桥系列构件名称框料型材编号nm6021工序编号gx-01-1 工序简图 255 25 w1/4 w±0.5 工序 标准 1.下料后,型材长度尺寸偏差为±0.3mm,直头断面与侧面垂直度偏 差小于-15'。 2.型材切割断面没有明显毛刺。 3.型材断面切屑无粘连,无漏屑。 4.型材外观不得有碰.拉.划伤痕(由模具造成的型材挤压痕外). 操作 要点 1.下料定位尺寸要精确。 2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。 3.出锯速度使用试切调整,以达到最佳切割质量。 4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态. 5.首件检查合格后在批量生产。 工艺 装备 双头切割锯床,钢卷尺,游标卡尺,万能角度尺, 检测 1.用钢卷尺紧贴

铝合金门窗制作工艺标准 (2)
格式:pdf
大小:165KB
页数:15P
4.5
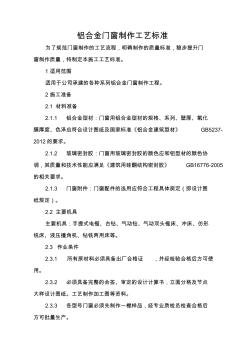
铝合金门窗制作工艺标准 铝合金门窗制作工艺标准 第2页共15页 铝合金门窗制作工艺标准 为了规范门窗制作的工艺流程,明确制作的质量标准,稳步提升门窗 制作质量,特制定本施工工艺标准。 1适用范围 适用于公司承建的各种系列铝合金门窗制作工程。 2施工准备 2.1材料准备 2.1.1铝合金型材:门窗用铝合金型材的规格、系列、壁厚、氧化 膜厚度、色泽应符合设计图纸及国家标准《铝合金建筑型材》gb5237-2012 的要求。 2.1.2玻璃密封胶:门窗用玻璃密封胶的颜色应和铝型材的颜色协 调,其质量和技术性能应满足《建筑用硅酮结构密封胶》gb16776-2005的 相关要求。 2.1.3门窗附件:门窗配件的选用应符合工程具体规定(即设计图 纸规定)。 2.2主要机具 主要机具:手提式电锯、台钻、气动钻、气动双头锯床、冲床、仿形 铣床、液压撞角机、钻铣两用床等。 2.3
铝合金门窗制作工艺标准
格式:pdf
大小:120KB
页数:14P
4.5
铝合金门窗制作工艺标准 为了规范门窗制作的工艺流程,明确制作的质量标准,稳步提升门 窗制作质量,特制定本施工工艺标准。 1适用范围 适用于公司承建的各种系列铝合金门窗制作工程。 2施工准备 2.1材料准备 2.1.1铝合金型材:门窗用铝合金型材的规格、系列、壁厚、氧化 膜厚度、色泽应符合设计图纸及国家标准《铝合金建筑型材》gb5237- 2012的要求。 2.1.2玻璃密封胶:门窗用玻璃密封胶的颜色应和铝型材的颜色协 调,其质量和技术性能应满足《建筑用硅酮结构密封胶》gb16776-2005 的相关要求。 2.1.3门窗附件:门窗配件的选用应符合工程具体规定(即设计图 纸规定)。 2.2主要机具 主要机具:手提式电锯、台钻、气动钻、气动双头锯床、冲床、仿形 铣床、液压撞角机、钻铣两用床等。 2.3作业条件 2.3.1所有原材料必须具备出厂合格证,并经检验合

铝合金门窗制作工艺卡片
格式:pdf
大小:936KB
页数:14P
4.6
. word文档 工序过程卡片工序名称下料设备名称双头锯工艺图号 产品名称穿条式隔热断桥系列构件名称型材编号工序编号 工序简图 工序 标准 1.型材长度尺寸偏差为±0.3mm;角度允许偏差为45°﹣8′、 90°±8′。 2.型材切割断面没有明显毛刺。 3.型材断面切屑无粘连,无漏屑。 4.型材外观不得有碰、拉、划伤痕。 操作 要点 1.下料定位尺寸要精确,型材放置如左图所示。 2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。 3.出锯速度使用试切调整,以达到最佳切割质量。 4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态。 5.首件检查合格后在批量生产。 工艺 装备 双头切割锯床,钢卷尺,万能角度尺。 . word文档 检测 1.用钢卷尺紧贴型材表面测量下料长度。 2.用万能角度尺测量下料角度。 3.目测型材表面质量,不得
彩铝合金门窗制作工艺流程及主要工序操作精华文档
铝合金门窗制作工艺流程及安装事项
格式:pdf
大小:12KB
页数:7P
4.8
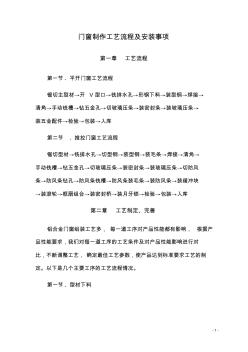
-1- 门窗制作工艺流程及安装事项 第一章工艺流程 第一节、平开门窗工艺流程 锯切主型材→开v型口→铣排水孔→形钢下料→装型钢→焊接→ 清角→手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→ 装五金配件→检验→包装→入库 第二节、推拉门窗工艺流程 锯切型材→铣排水孔→切型钢→装型钢→装毛条→焊接→清角→ 手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→切防风 条→防风条钻孔→防风条铣槽→防风条装毛条→装防风条→装缓冲块 →装滚轮→框扇组合→装密封桥→装月牙锁→检验→包装→入库 第二章工艺制定、完善 铝合金门窗组装工艺多,每一道工序对产品性能都有影响,根据产 品性能要求,我们对每一道工序的工艺条件及对产品性能影响进行对 比,不断调整工艺,确定最佳工艺参数,使产品达到标准要求工艺的制 定。以下是几个主要工序的工艺流程情况。 第一节、型材下料 -2- 使用
铝合金门窗制作工艺流程及安装事项 (2)
格式:pdf
大小:1.3MB
页数:7P
4.3
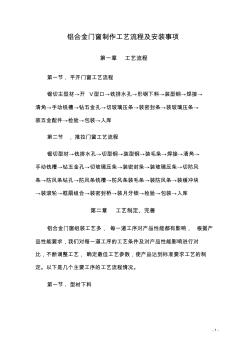
-1- 铝合金门窗制作工艺流程及安装事项 第一章工艺流程 第一节、平开门窗工艺流程 锯切主型材→开v型口→铣排水孔→形钢下料→装型钢→焊接→ 清角→手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→ 装五金配件→检验→包装→入库 第二节、推拉门窗工艺流程 锯切型材→铣排水孔→切型钢→装型钢→装毛条→焊接→清角→ 手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→切防风 条→防风条钻孔→防风条铣槽→防风条装毛条→装防风条→装缓冲块 →装滚轮→框扇组合→装密封桥→装月牙锁→检验→包装→入库 第二章工艺制定、完善 铝合金门窗组装工艺多,每一道工序对产品性能都有影响,根据产 品性能要求,我们对每一道工序的工艺条件及对产品性能影响进行对 比,不断调整工艺,确定最佳工艺参数,使产品达到标准要求工艺的制 定。以下是几个主要工序的工艺流程情况。 第一节、型材下料 -2-
铝合金门窗制作工艺流程及安装事项(精)
格式:pdf
大小:10KB
页数:6P
4.5
-1- 铝合金门窗制作工艺流程及安装事项 第一章工艺流程 第一节、平开门窗工艺流程 锯切主型材→开v型口→铣排水孔→形钢下料→装型钢→焊接→清角 →手动铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→装五金配 件→检验→包装→入库 第二节、推拉门窗工艺流程 锯切型材→铣排水孔→切型钢→装型钢→装毛条→焊接→清角→手动 铣槽→钻五金孔→切玻璃压条→装密封条→装玻璃压条→切防风条→防风 条钻孔→防风条铣槽→防风条装毛条→装防风条→装缓冲块→装滚轮→框 扇组合→装密封桥→装月牙锁→检验→包装→入库 第二章工艺制定、完善 铝合金门窗组装工艺多,每一道工序对产品性能都有影响,根据产 品性能要求,我们对每一道工序的工艺条件及对产品性能影响进行对 比,不断调整工艺,确定最佳工艺参数,使产品达到标准要求工艺的制 定。以下是几个主要工序的工艺流程情况。 第一节、型材下料 -2-

铝合金门窗制作工艺卡片.-铝合金门窗制造工艺流程
格式:pdf
大小:935KB
页数:9P
4.4
工序过程卡片工序名称下料设备名称双头锯工艺图号 产品名称穿条式隔热断桥系列构件名称型材编号工序编号 工序简图 工序 标准 1.型材长度尺寸偏差为±0.3mm;角度允许偏差为45°﹣8′、 90°±8′。 2.型材切割断面没有明显毛刺。 3.型材断面切屑无粘连,无漏屑。 4.型材外观不得有碰、拉、划伤痕。 操作 要点 1.下料定位尺寸要精确,型材放置如左图所示。 2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。 3.出锯速度使用试切调整,以达到最佳切割质量。 4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态。 5.首件检查合格后在批量生产。 工艺 装备 双头切割锯床,钢卷尺,万能角度尺。 检测 1.用钢卷尺紧贴型材表面测量下料长度。 2.用万能角度尺测量下料角度。 3.目测型材表面质量,不得有卡伤和碰伤、划伤。 4.目测检验切断面粗
铝合金门窗制作、安装工艺流程
格式:pdf
大小:18KB
页数:4P
4.4
第一章铝合金门窗制作工艺 一、工艺流程 1、平开门窗工艺流程 锯切主型材→开v型口→铣排水孔→形钢下料→装型钢→焊接→清角→手动铣槽→钻 五金孔→切玻璃压条→装密封条→装玻璃压条→装五金配件→检验→包装→入库 2、推拉门窗工艺流程 锯切型材→铣排水孔→切型钢→装型钢→装毛条→焊接→清角→手动铣槽→钻五金孔 →切玻璃压条→装密封条→装玻璃压条→切防风条→防风条钻孔→防风条铣槽→防风条装 毛条→装防风条→装缓冲块→装滚轮→框扇组合→装密封桥→装月牙锁→检验→包装→入 库 二、铝合金门窗工艺制作控制要点 铝合金门窗组装工艺多,每一道工序对产品性能都有影响,根据产品性能要求,我们对 每一道工序的工艺条件及对产品性能影响进行对比,不断调整工艺,确定最佳工艺参数,使 产品达到标准要求工艺的制定。以下是几个主要工序的工艺流程情况。 1、型材下料 使用ljz2f-500x5000塑铝型材
彩铝合金门窗制作工艺流程及主要工序操作最新文档
铝合金门窗制作及安装
格式:pdf
大小:51KB
页数:11P
4.3
铝合金门窗制作及安装 施 工 方 案 工程名称:地方铁路局恢复楼门窗工程 施工单位:合肥居乐工贸有限公司 编制:李从保审核: 合肥居乐工贸有限公司 二oo七年十二月六日 目录 一、铝合金门窗制作技术 二、铝合金门窗施工方案及质量要求 三、技术交底单 四、型材截面及技术节点图 五、产品及配件合格证 铝合金门窗制作技术 一、门窗选型 首先,仔细审阅工程图纸,依照图纸式样的要求确定所需 门窗的类型和数量,并结合当地风压值、洞口尺寸大小、楼层高度 等因素确定选用型材的厚度。 二、门窗设计 按照此种型材的下料规则,进行优化下料设计,包括玻璃、 五金件、、胶条、毛条等辅助配件的选定,进行下料设计,制成下 料工艺单。 三、型材切割、铣排水孔、锁孔 1、主型材下料一般采用双角锯下料。下料公差应控制在1mm 以内。 2、中横框和下框型材要铣排水孔,要求排水



 彩铝合金门窗材料类型
彩铝合金门窗材料类型 彩铝合金门窗材料类型
格式:doc
大小:15KB
页数:4P
4.6
本文将详细介绍建设工程领域中常用的彩铝合金门窗材料类型,包括铝合金型材、玻璃、五金配件等,为读者提供全面的了解和选择参考。
彩铝合金门窗材料类型 彩铝合金门窗材料类型
格式:doc
大小:56KB
页数:4P
4.6
本文将详细介绍建设工程领域中常用的彩铝合金门窗材料类型,包括铝合金型材、玻璃、五金配件等,为读者提供全面的了解和选择参考。
铝合金门窗制作工艺铝合金门窗安装标准
格式:pdf
大小:14KB
页数:2P
4.5
铝合金门窗制作工艺铝合金门窗安装标准 铝合金是家居门窗的重要材料,由于大家对铝合金门窗的要求不一样,所以就有了很多 家居的铝合金门窗是通过订做来实现。那么铝合金门窗制作工艺步骤是怎样的呢,我们一起 来看一下吧。 铝合金门窗制作工艺: 铝合金门窗制作工艺流程分四步走:1、断料→2、钻孔→3、组装→4、保护或包装 1、断料 断料,又称“下料”,是铝合金门窗制作的第一道工序,也是关键的工序。断料主要使 用切割设备,材料长度应根据设计要求并参考门窗施工大样图来确定,要求切割准确;否则, 门窗的方正难以保证,断料尺寸误差值应控制在2mm范围内。一般来说,推拉门窗断料宜 采用直角切割;平开门窗断料宜采用45°角切割;其它类型应根据拼装方式来选用切割方式。 2、钻孔 铝合金门窗的框扇组装一般采用螺丝连接,因此不论是横竖杆件的组装,还是配件的固 定,均需要在相应的位置钻孔
监理细则(铝合金门窗制作工程)
格式:pdf
大小:40KB
页数:11P
4.7
监c04编号范本 监理实施细则 (铝合金门窗制作工程) 工程名称 分部工程 业主单位 总包单位 设计单位 监理单位厦门海腾建设监理 咨询有限公司 总监理工程师 1 目录 1.工程概况..........................................................................................................................2 2.设计要求..........................................................................................................................2 3.目标分解...............................
彩铝合金门窗制作工艺流程及主要工序操作相关
文辑推荐
知识推荐
百科推荐

职位:造价专业负责人
擅长专业:土建 安装 装饰 市政 园林


