

12号槽钢孔型系统的改进及其效果
格式:pdf
大小:353KB
页数:3P
人气 :87
 4.7
4.7
介绍了采用 16 0mm× 16 0mm方坯代替 12 0mm× 12 0mm方坯轧制 12号槽钢时 ,孔型系统的改进情况及生产效果




 24号耐候槽钢的孔型设计
24号耐候槽钢的孔型设计 24号耐候槽钢的孔型设计
武钢生产的耐大气腐蚀用钢板,用于铁路车辆制造取得了较好的效果,但普碳钢生产的车辆槽钢大梁却严重限制着车辆使用周期的延长。为此大型厂组织开发了耐候槽钢作为铁路车辆的配套材料,既满足了市场的需求,又为公司创造了可观的经济效益。本文对耐候槽钢的孔型设计进行了较为详细的介绍。
编辑推荐下载
 10号角钢孔型系统的改进
10号角钢孔型系统的改进 10号角钢孔型系统的改进
格式:pdf
大小:320KB
页数:2P
4.6
针对八钢股份型材厂650机组10号角钢轧制中存在的成品腿短、顶角不尖等缺陷,对其孔型参数进行了分析、计算,通过对孔型系统的改进,轧件尺寸达到设计要求,轧制稳定。
槽钢孔型系统改进及其效果热门文档
10~#槽钢在Φ300mm轧机上的试制和孔型优化 10~#槽钢在Φ300mm轧机上的试制和孔型优化
格式:pdf
大小:238KB
页数:3P
4.6
介绍了用150mm方坯作原料,通过φ400mm轧机开坯、切深定型在φ300mm轧机上生产10#槽钢的实际情况。孔型系统是在原采用90mm方坯轧制10#槽钢的基础上,对原有孔型系统进行了优化。150mm方坯粗轧孔型系统与原孔型系统进行了衔接,对试轧情况进行了总结
Φ500mm轧机轧制16号轻型槽钢的孔型设计 Φ500mm轧机轧制16号轻型槽钢的孔型设计
格式:pdf
大小:408KB
页数:3P
4.4
介绍了唐山华顺钢厂在φ500mm轧机上开发16号大规格轻型槽钢的切深孔、变形孔、成品孔的孔型设计。经生产实践表明该产品研发获得成功,实现了小轧机上轧制较大规格的轻型槽钢,其产品质量满足国家标准要求,成材率达到93.2%,合格率为99.3%。
6.3号热轧普通槽钢的孔型设计
格式:pdf
大小:16KB
页数:9P
4.3
6.3号热轧普通槽钢的孔型设计 1991第2期柳铜科技l5 6.3号热轧普通槽钢的孔型设计 聂岩 (中轧分厂) (提耍]本文对用90x90inm坯料在550×l/400×3的轧机置布上采用7一l—l—l 的孔型配置的孔型设计进行了较全面的介绍和分析.在如何使用通用的坯料断面 轧制小规格 型钢产品方面有一定的参考价值. 1前言 6.3q-槽钢是一种普通的结构用材,其用 途十分广泛,特别是在农用机械方面具有广 阔的市场前景.目前,我国生产6.3q-槽钢厂 家不多,广西区内用户不得不求助于北方企 业,一方面加重了铁路运输的负担,另方面 也影响了广西经济的发展.为了缓和供需 矛盾,满足我区经济建设和其他农业生产的 需要,我厂决定开发这个产品.经过近三个 月的试制,1990年7月成功地试制出了6.3号 槽钢,并随即投入了批量生产,填补
万能连轧机组混合孔型轧制槽钢的工艺浅析 万能连轧机组混合孔型轧制槽钢的工艺浅析
格式:pdf
大小:915KB
页数:5P
4.6
型钢万能连轧机组采用混合孔型轧制槽钢是一种新工艺,通过使用h型钢万能轧机生产线对18~32号等多个槽钢产品的开发和生产,得出了型钢万能连轧机组采用混合孔型轧制槽钢的特点和规律。主要介绍在h型钢万能连轧生产线上应用此万能法轧制槽钢的工艺方法及孔型系统,并与传统两辊孔型法进行了比较,通过实践证明此工艺值得在相似生产线上推广。
(整理)C型槽钢.
格式:pdf
大小:83KB
页数:5P
4.4
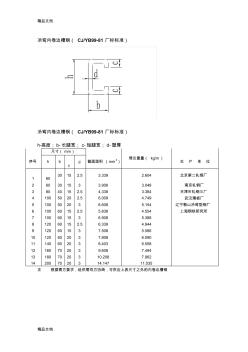
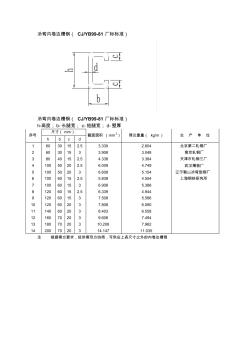
精品文档 精品文档 冷弯内卷边槽钢(cj/yb99-81厂标标准) 冷弯内卷边槽钢(cj/yb99-81厂标标准) h-高度;b-长腿宽;c-短腿宽;d-壁厚 序号 尺寸(mm) 截面面积(mm2) 理论重量(kg/m) 生产单位hb c d 160 30152.53.3392.604北京第二轧钢厂 260301533.9083.048南京轧钢厂 38040152.54.3383.384天津市轧钢三厂 410050202.56.0094.749武汉薄板厂 5100502036.6085.154辽宁鞍山冷弯型钢厂 610060152.55.8384.554上海钢铁研究所 7100601536.9085.388 812060152.56.3394.9
槽钢孔型系统改进及其效果精华文档
槽钢型规格表
格式:pdf
大小:89KB
页数:4P
4.5
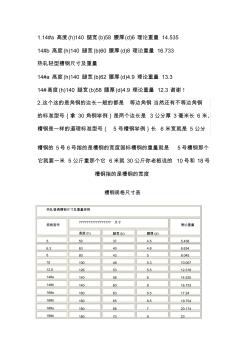
1.14#a高度(h)140腿宽(b)58腰厚(d)6理论重量14.535 14#b高度(h)140腿宽(b)60腰厚(d)8理论重量16.733 热轧轻型槽钢尺寸及重量 14#a高度(h)140腿宽(b)62腰厚(d)4.9理论重量13.3 14#高度(h)140腿宽(b)58腰厚(d)4.9理论重量12.3谢谢! 2.这个这的是角钢的边长一般的都是等边角钢当然还有不等边角钢 的标准型号{拿30角钢举例}是两个边长是3公分厚3毫米长6米、 槽钢是一样的道理标准型号{5号槽钢举例}长6米宽就是5公分 槽钢的5号6号指的是槽钢的宽度国标槽钢的重量就是5号槽钢那个 它就要一米5公斤重那个它6米就30公斤你老板说的10号和18号 槽钢指的是槽钢的宽度 槽钢规格尺寸表 热轧普通槽钢
C型槽钢
格式:pdf
大小:81KB
页数:3P
4.6
冷弯内卷边槽钢(cj/yb99-81厂标标准) 冷弯内卷边槽钢(cj/yb99-81厂标标准) h-高度;b-长腿宽;c-短腿宽;d-壁厚 序号 尺寸(mm) 截面面积(mm2)理论重量(kg/m)生产单位 hbcd 16030152.53.3392.604北京第二轧钢厂 260301533.9083.048南京轧钢厂 38040152.54.3383.384天津市轧钢三厂 410050202.56.0094.749武汉薄板厂 5100502036.6085.154辽宁鞍山冷弯型钢厂 610060152.55.8384.554上海钢铁研究所 7100601536.9085.388 812060152.56.3394.944 912060
材料成型课程设计——圆钢孔型系统设计
格式:pdf
大小:651KB
页数:28P
4.8
材料成型专业 课程设计说明书 设计题目:圆钢孔型系统设计 指导老师:沈晓辉 设计学生:杨浩(109024022成型101班) 2014年1月12日 目录 1.设计题目 2.产品技术要求 3.工艺流程 4.孔型设计 (1).孔型系统的选择 (2).延伸系数的分配 (3).等轴孔型的尺寸参数的计算 (4).非等轴孔型的尺寸参数计算 (5).各孔型图 5.轧制压力计算 孔型设计 1.设计题目: 成品尺寸(直径mm):22坯料尺寸(mm×mm):140 机组设备:15架平立交替连轧机表1.轧辊参数 架次轧辊直径(mm) 1#~2#500 3#~4#610 5#~6#560 7#~12#420 13#~15#370 2、产品技术要求 以国家标准(gb)、行业标准(jb、sj、yd等)、国际标准(iso、 iec等
不锈钢焊管立辊群孔型的改进设计 不锈钢焊管立辊群孔型的改进设计
格式:pdf
大小:195KB
页数:3P
4.7
不锈钢焊管属于薄壁管,由于生产中立辊群处立辊孔型不合理,造成管坯表面出现划痕,调试时需对立辊孔型进行修形以满足管坯表面质量要求。针对立辊群处存在的问题,将影响因素进行分析量化,形成合理的计算表达式,建立符合实际变形要求的新孔型结构。
小直径厚壁高频焊管成型孔型改进 小直径厚壁高频焊管成型孔型改进
格式:pdf
大小:660KB
页数:4P
4.3
形成高频焊管成型缝壁厚v形口的根本原因是:变形管坯对接边边缘存在不可避免的变形盲区,且管壁越厚,管径越小,壁厚v形口越明显,对焊缝强度的负面影响越大。因此,小直径厚壁管的变形盲区相对更宽,造成管坯边缘成型质量不良,对焊缝强度的负面影响非常显著。采用边缘双半径孔型设计能够在变形盲区存在的情况下,实现待焊管坯对接面平行对接,通过变形工艺的改进,保证了小直径厚壁管的焊缝强度。
槽钢孔型系统改进及其效果最新文档
工字钢成品孔及成品前孔孔型设计
格式:pdf
大小:194KB
页数:8P
4.6
1 攀枝花学院 学生课程设计(论文) 题目:№12工字钢成品孔及成品前孔孔型设计 学生姓名:王裔学号:200711102068 所在院(系):材料工程学院 专业:材料成型及控制工程 班级:2007级材料成型及控制工程2班 指导教师:张利民职称:讲师 2010年12月25日 攀枝花学院教务处制 2 目录 摘要·····················································································3 前言·····················································································3 1工字钢简介·················
Φ630/Φ450mm型钢连轧机轧制14a号槽钢孔型设计 Φ630/Φ450mm型钢连轧机轧制14a号槽钢孔型设计
格式:pdf
大小:165KB
页数:3P
4.6
介绍了在φ450mm成品轧机上开发生产14a号槽钢的孔型设计、轧机负荷校核及实际生产情况
U型槽钢筋
格式:pdf
大小:156KB
页数:10P
4.3
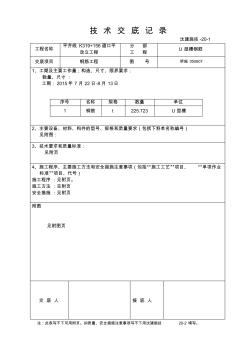
技术交底记录 沈建施技-20-1 工程名称 平齐线k319+156道口平 改立工程 分部 工程 u型槽钢筋 交底项目钢筋工程图号桥施050607 1、工期及主要工作量;构造、尺寸、限界要求: 数量、尺寸: 工期:2015年7月22日-8月13日 序号名称规格数量单位 1钢筋t225.723u型槽 2、主要设备、材料、构件的型号、规格和质量要求(包括下料单名称编号) 见附图: 3、技术要求和质量标准: 见附页 4、施工程序、主要施工方法和安全措施注意事项(包括“施工工艺”项目、“单项作业 标准”项目、代号) 施工程序:见附页。 施工方法:见附页 安全措施:见附页 附图 见附图页 交底人接底人 注:此表写不下可用附页。如质量、安全措施注意事项写不下用沈建施技20-2填写。 技术交底记录(附页) 沈建施技
球扁钢和L型钢共用孔型系统中成品孔的研究 球扁钢和L型钢共用孔型系统中成品孔的研究
格式:pdf
大小:520KB
页数:未知
4.5
生产球扁钢和l型钢的经济效益可达普通型钢的10倍以上,并有相对固定的市场,但最大的障碍是多规格、小批量。规格不全难以占领市场;规格全,轧辊投入太大,企业不能承受。本研究是用一套轧辊生产16~27号球扁钢,除2~3个孔型外孔型系统共用,变规格时换孔不换辊。用半套轧辊生产所有规格的l型钢,有一半轧槽与上述球扁钢共用。同样,用一套轧辊生产16号以下的球扁钢。笔者在实验室进行了轧制模拟实验。本文讨论成品孔型的处理和轧件变形规律
热轧哈芬预埋槽钢孔型设计及实验 热轧哈芬预埋槽钢孔型设计及实验
格式:pdf
大小:456KB
页数:未知
4.6
根据某型号哈芬预埋槽钢产品的尺寸,按照复杂断面型钢孔型设计的一般原理,开发了一套热轧哈芬预埋槽钢孔型系统。利用deform-3d有限元模拟软件,对所有道次中轧件的填充情况进行模拟分析,并改进了孔型系统。针对主要孔型进行了以铅为实验材料的轧制实验,实验结果表明,所开发的孔型可行。
万能孔型法生产槽钢缺陷分析及解决措施 万能孔型法生产槽钢缺陷分析及解决措施
格式:pdf
大小:122KB
页数:1P
4.6
本文主要阐述日照钢铁控股集团有限公司h型钢厂,采用万能孔型法轧制槽钢的生产工艺及其特点,并分析在轧制过程中的常见缺陷及产生原因,总结针对各种缺陷所采取的相应的调整措施,取得良好效果。
Ф630/Ф450mm型钢连轧机轧制14a号槽钢孔型设计 Ф630/Ф450mm型钢连轧机轧制14a号槽钢孔型设计
格式:pdf
大小:107KB
页数:未知
4.7
介绍了在φ450mm成品轧机上开发生产14a号槽钢的孔型设计、轧机负荷校核及实际生产情况.
槽钢孔型系统改进及其效果相关
文辑推荐
知识推荐
百科推荐


职位:装修项目经理(一级建造师)
擅长专业:土建 安装 装饰 市政 园林


