

毕业设计零件的数控铣床铣削编程与设计
格式:pdf
大小:290KB
页数:30P
人气 :86
 4.7
4.7
毕 业 设 计(论文) (说 明 书) 题 目: 姓 名: 翟永永 编 号: 平顶山工业职业技术学院 年 月 日 平顶山工业职业技术学院 毕 业 设 计 (论文) 任 务 书 姓名 翟永永 专业 机械设计与制造 任 务 下 达 日 期 年 月 日 设计(论文)开始日期 年 月 日 设计(论文)完成日期 年 月 日 设计(论文)题目: A·编制设计 B·设计专题(毕业论文) 指 导 教 师 系(部)主 任 年 月 日 平顶山工业职业技术学院 毕业设计(论文)答辩委员会记录 系 专业,学生 于 年 月 日 进行了毕业设计(论文)答辩。 设计题目: 专题(论文)题目: 指导老师: 答辩委员会根据学生提交的毕业设计(论文)材料,根据学生答辩情况,经答 辩委员会讨论评定,给予学生 毕业设计(论文)成绩 为 。 答辩委员会 人,出席 人 答辩委员会主任(签字) : 答辩委员会副主任(签字) : 答辩委




数控铣床编程实例
第五节数控铣床编程实例(参考程序请看超级链接) 实例一毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽, 工件材料为45钢。 1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线 1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作 台上。 2)工步顺序 ①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。 ②每次切深为2㎜,分二次加工完。 2.选择机床设备 根据零件图样要求,选用经济型数控铣床即可达到要求。故选用xkn7125型数控立式铣床。 3.选择刀具 现采用φ10㎜的平底立铣刀,定义为t01,并把该刀具的直径输入刀具参数表中。 4.确定切削用量 切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。 5.确
数控铣床简介
数控铣床 数控铣床引是在一般铣床的基础上发展起来的,两者的加工工 艺基本相同,结构也有些相似,但数控铣床是靠程序控制的自动加工 机床,所以其结构也与普通铣床有很大区别。 主要系统描述 主轴箱 包括主轴箱体和主轴传动系统,用 于装夹刀具并带动刀具旋转,主轴转速 范围和输出扭矩对加工有直接的影响。 进给伺服系统 由进给电机和进给执行机构组成, 按照程序设定的进给速度实现刀具和工 件之间的相对运动,包括直线进给运动 和旋转运动。 控制系统 数控铣床运动控制的中心, 执行数控加工程序控制机床进行 加工。 辅助装置 如液压、气动、润滑、冷却系统、排屑和防护等装置。 机床基础件 通常是指底座、立柱、横梁等,它是整个机床的基础和框架 数控铣床的特点 1、零件加工的适应性强、灵活性好, 能加工轮廓形状特别复杂或难以控制 尺寸的零件,如模具类零件、壳体类 零件等。 2、能加工普通机床无法加工或很难加 工
编辑推荐下载
数控铣床实训总结
格式:pdf
大小:119KB
页数:7P
4.4
数控铣床实训报告 2011~2012学年第一学期 院(部)工程技术学院 教研室机械教研室 课程名称《数控加工编程及操作》 班级09机电(普招) 姓名李成 学号200925040152 完成日期2011/11/12 实训任务书 一、目的与要求 通过实训,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床, 熟练数控机床的日常维护及常见的故障的判断和处理,进一步掌握数控程序的编 程的方法,以便能够系统、完整的掌握数控技术,更快更好的适应机械专业的发 展和需要。 1、了解数控铣床的基本结构和加工特点 2、熟悉操作面板及功能键的使用 3、通过零件的加工实践,熟练掌握数控铣床的操作方法 4、掌握洗削过程中,数控加工工艺过程处理 5、能够独立用手工编程并对零件进行加工 二、任务说明 按图纸
毕业设计零件数控铣床铣削编程与设计热门文档
数控铣床的主传动系统设计
格式:pdf
大小:34KB
页数:4P
4.6
课程设计说明书 学生姓名:学号: 学院:机械工程与自动化学院 专业:机械设计制造及其自动化 题目:数控技术课程设计 ——数控铣床的主传动系统设计 1.设计目的: 通过本课程设计的训练,使学生在完成数控机床及金属切削机床的结构课程学习之 后,让学生能够运用所学的知识,独立完成数控机床传动系统的设计,从而使学生进一 步加深和巩固对所学知识的理解和掌握,并提高学生的分析、设计能力,同时巩固《金 属切削机床》课程的部分知识。 1)运用所学理论及知识,进行数控机床部分机械结构设计,培养学生综合设计能力; 2)掌握数控机床传动系统的设计方法和步骤; 3)掌握设计的基本技能,具备查阅和运用标准、手册、图册等有关技术资料的能力; 4)基本掌握编写技术文件的能力。 2.设计内容和要求(包括原始数据、技术参数、条件、设计要求等): 参数:数控铣床,其主轴最高转速min
数控铣床主传动系统设计
格式:pdf
大小:1.0MB
页数:48P
4.7
大学毕业论文 论文题目:数控铣床主传动系统设计 学院: 年级: 专业: 姓名: 学号: 指导教师: 2011年6月10日 i 摘要 数控技术和数控装备是制造工业现代化的基础,这个基础是否牢固直接影响到一 个国家的经济发展和综合国力,关系到国家的战略地位。 数控机床主传动系统是用来实现机床主运动的传动系统。包括电动机、传动系统 和主轴部件。 本文通过对xk5025数控铣床主传动系统的各方面设计,以达到低制造成本、简 化机构、实现优化。采用变频电机和一级机械调速达到调速和传递功率的要求;用步 进电机驱动主轴上下运动达到z行程的要求;数控装置采用51单片机来实现对电机 更加精确的控制和实现机械调速的自动控制。 关键词 主传动;设计;数控铣床 ii abstract thenumericalcontroltechnologyandthenumeric
数控铣削毕业设计任务书(凹槽零件5)
格式:pdf
大小:169KB
页数:5P
4.5
开封大学 毕业设计任务书 设计题目凹槽零件的数控加工(五) 院系机电工程学院 专业机电一体化 学生姓名王晓龙学号2009061288 起迄日期2011年12月5日~2011年12月30日 设计地点机电工程学院数控实训中心 指导教师魏成杰职称副教授 职称 填写日期:2011年12月5日 任务书填写要求 1.毕业设计(论文)任务书由指导教师根据各课题的具体情况填写,经院毕业 设计领导小组审查、签字后生效; 2.任务书内容必须用黑墨水笔工整书写或按院统一设计的电子文档标准格式打 印,不得随便涂改或潦草书写,禁止打印在其它纸上后剪贴; 3.任务书内填写的内容,必须和学生毕业设计完成的情况相一致,若有变更, 应当经过所在专业及院系主
机电一体化毕业设计(论文)-数控铣床控制系统的设计
格式:pdf
大小:7.6MB
页数:35P
4.6
:数控铣床控制系统的设计 系部:机械工程系 专业:机电一体化 班级: 姓名:崔志军学号: 指导教师: 2011年4月1日 目录 第一章前言1 1.1机械部分2 1.2电控部分2 1.2.1输入系统3 1.2.2伺服系统4 1.2.3冷却系统4 第二章数控铣床电气线路图6 2.1ac380v进线电压分配图6 2.220v进线电压分配图7 2.3ac110电路分配图8 1 第三章plc控制系统的概论10 3.1plc的概念10 3.2可编程控制器的工作原理10 3.3可编程控制器的意义和特点11 第四章数控铣床的i/o分配表13 4.1plc控制器i/o分配表13 4.2数控铣床的plc控制过程15 4.3控铣床plc控
毕业设计零件数控铣床铣削编程与设计精华文档
数控铣床主传动系统设计----毕业设计任务书
格式:pdf
大小:41KB
页数:4P
4.5
苏州科技学院 毕业设计任务书 设计题目数控铣床主传动系统设计 院(系)机械工程学院 专业机械设计制造及其自动化 学生姓名学号 起迄日期2016年2月22日~2016年6月17日 设计地点天平校区实验楼322 指导教师乔焰辉职称高级实验师 填写日期:2016年11月22日 1.毕业设计任务的内容和要求(包括技术要求、设计条件、工作要求等): 1、内容 (1)首先对数控铣床主传动工艺方案进行制定、分析和论证,经过对比后确定最为可行的 方案; (2)对所选方案展开设计计算。通过题目给定电动机的额定功率和变速箱公比来分配传动 比、计算传动系统的运动参数和动力参数; (3)根据传动比和转矩设计轴上的齿轮,根据功率和转速设计出轴的结构及其它部件。 (4)为了保证工作过程的安全可靠,还
数控铣床及加工中心操作规程
格式:pdf
大小:19KB
页数:3P
4.7
—1— 数控铣床及加工中心操作规程 一、安全操作基本注意事项 1、进入车间实习时,要穿好工作服,大袖口要扎紧,衬衫要系入裤内。 女员工要戴安全帽,并将发辫纳入帽内。不得穿凉鞋、拖鞋、高跟鞋、背 心、裙子和戴围巾进入车间。注意:不允许戴手套操作机床; 2、注意不要移动或损坏安装在机床上的警告标牌; 3、注意不要在机床周围放置障碍物,工作空间应足够大; 4、某一项工作如需要俩人或多人共同完成时,应注意相互间的协调一致; 5、不允许采用压缩空气清洗机床、电气柜及nc单元; 6、应在指定的机床和计算机上进行实习。未经允许,其它机床设备、工 具或电器开关等均不得乱动。 二、工作前的准备 1、操作前必须熟悉数控铣床的一般性能、结构、传动原理及控制程序, 掌握各操作按钮、指示灯的功能及操作程序。在弄懂整个操作过程前,不 要进行机床的操作和调节。 2、开动机床前,要检查机床电气控
数控铣床安全操作规程
格式:pdf
大小:5KB
页数:2P
4.7
数控铣床安全操作规程 1.操作者必须熟悉机床使用说明书和机床的一般性能、结构,严禁超 性能使用。 2.工作前穿戴好个人的防护用品,长发(男女)职工戴好工作帽,头 发压入帽内,切削时戴防护眼镜,严禁戴手套。 3.开机前要检查润滑油是否充裕、冷却是否充足,发现不足应及时补 充。 4.打开数控铣床电器柜上的电器总开关。 5.按下数控铣床控制面板上的“on”按钮,启动数控系统,等自检完 毕后进行数控铣床的强电复位。 6.手动返回数控铣床参考点。首先返回+z方向,然后返回+x和+y方 向。 7.手动操作时,在x、y移动前,必须使z轴处于安全位置,以免撞 刀。 8.数控铣床出现报警时,要根据报警号,查找原因,及时排除警报。 9.更换刀具时应注意操作安全。在装入刀具时应将刀柄和刀具擦拭干 净。 10.在自动运行程序前,必须认真检查程序,确保程序的正确性。在 在操作过程中必须集中注意力,

数控铣床精度检测报告12
格式:pdf
大小:34KB
页数:2P
4.5
数控铣床精度检测报告 一.检测目的: 二.检测项目及数据处理 序 号 项目名称检测数据检测结果结果说明调整意见 1 主轴径向跳动 2 主轴对工作台 的垂直度 3 工作台移动的 垂直度 4 工作台移动的 平面度 5 工作台移动的 水平度 三.检测数据 序 号 项目名称检测数据 (移动位移) 检测数据 (检测表) 1 主轴的径向跳动 -29.280-211.60-0.01-0.02 -28.4-211.560-0.023-0.025 2 主轴对工作台的垂直度 -94.000-404.00-0.050 -109.0-406.0-0.001-0.001 -96.668-386.460+0.060 -85.746-407.468+0.062+0.025 3 工作台移动的垂直度 -29.280-211.560-0.0
毕业设计零件数控铣床铣削编程与设计最新文档
数控铣床作业指导书
格式:pdf
大小:57KB
页数:5P
4.4
昆山仁特机械有限公司 数控铣床作业指导书 文件编号:qw-0026 版本:1版 第1页;共5页 实施日期:2008.04.30 一、目的 为了更熟练的操作机器,确保操作正确。 二、适用范围 数控铣床 三、权责 数控铣床、制造部 四、操作内容 1、开机前要检查润滑油是否充裕、冷却是否充足,发现不足应及时补充。 2、打开数控铣床电器柜上的电器总开关。 3、按下数控铣床控制面板上的“on”按钮,启动数控系统。 4、手动返回数控铣床参考点。首先返回+z方向,然后返回+x和+y方向。 5、开机后主轴低速预热五分钟。 6、手动操作时,在x、y移动前,必须使z轴处于较高位置,以免撞刀。 7、数控铣床出现报警时,要根据报警号,查找原因,及时排除警报。 8、更换刀具时应注意操作安全。在装入刀具时应将刀柄和刀具擦拭干净。
数控铣床工比赛理论试题汇总理论
格式:pdf
大小:453KB
页数:23P
4.4
1 数控铣工(高级)职业技能鉴定考试 培训资料 广东技术师范学院机电系 邱道权编 2 数控铣工应知复习题《一》 一、填空题 1.在使用对刀点确定加工原点时,就需要进行对刀__,即使起刀点与对刀点重合。 2.工件以外圆柱面定位是一种v形定位,其定位基准是工件外圆柱的_轴线__,定位基面 是外圆柱面。常用的定位元件有:v形块、定位套、__半圆__套等。 3.用定位套的圆柱面与端面组合定位,限制工件的__平___移___旋__转共__5个__自由度。 4.定位误差是指由__工件定位___引起的同一批工件__工序___基准在加工工序尺寸上__切削方向 上的___最大___变动量。 5.在数控加工中,加工凸台、凹槽时选用__立式端铣__刀。 6.基准可分为___设计__和工艺基准两大类,后者又可分为_定位基
数控铣床操作规程
格式:pdf
大小:7KB
页数:3P
4.5
1 数控铣床操作规程 一、安全操作基本注意事项 1、进入车间实习时,要穿好工作服,大袖口要扎紧,衬衫要系入裤内。女同学要 戴安全帽,并将发辫纳入帽内。不得穿凉鞋、拖鞋、高跟鞋、背心、裙子和戴围巾 进入车间。注意:不允许戴手套操作机床; 2、注意不要移动或损坏安装在机床上的警告标牌; 3、注意不要在机床周围放置障碍物,工作空间应足够大; 4、某一项工作如需要俩人或多人共同完成时,应注意相互间的协调一致; 5、不允许采用压缩空气清洗机床、电气柜及nc单元; 6、应在指定的机床和计算机上进行实习。未经允许,其它机床设备、工具或电器 开关等均不得乱动。 二、工作前的准备 1、操作前必须熟悉数控铣床的一般性能、结构、传动原理及控制程序,掌握各操 作按钮、指示灯的功能及操作程序。在弄懂整个操作过程前,不要进行机床的操作 和调节。 2、开动机床前,要检查机床电气控制系统是否正常,润
 螺纹钢轧辊月牙槽专用数控铣床设计
螺纹钢轧辊月牙槽专用数控铣床设计 螺纹钢轧辊月牙槽专用数控铣床设计
格式:pdf
大小:287KB
页数:4P
4.8
通过对已有的螺纹钢轧辊月牙槽加工工艺方法进行分析比较,确定了月牙槽加工方案并考虑工序集中原则进而提出月牙槽加工与信息加工一体化部件,由此确定了数控铣床总体设计方案与相关技术参数,并对一体化结构的工作原理加以阐述。
立式数控铣床主传动系统设计 (2)
格式:pdf
大小:633KB
页数:44P
4.5
立式数控铣床主传动系统设计 [摘要]本文介绍了立式数控铣床的一些基本概况,简述了机床主传动系统方面的原理和类型,分析了各种传动 方案的机理。立式数控铣床主传动系统包括了主轴电动机、主轴传动系统和主轴组件三部分组成。本文详细介绍了 立式数控铣床主传动系统的设计过程,该立式数控铣床主轴变速箱是靠齿轮进行传动的,主轴箱传动系统采用齿轮 传动,传动形式采用集中式传动,主轴变速系统采用多联滑移齿轮变速。齿轮传动具有传动效率高,结构紧凑,工 作可靠、寿命长,传动比准确等优点。文中介绍了立式数控铣床主传动系统各种传动方案优缺点的比较、主传动方 案的选择和确定、主传动变速系统的设计计算、主轴组件的设计、轴承的选用基润滑、关键零件的校核、以及主轴 电动机的控制等设计过程。 [关键词]数控机床;立式数控铣床;主传动系统;主轴组件;轴承;主轴电动机 thesigntypenumbercontro
数控铣床和立式加工中心技术规格
格式:pdf
大小:37KB
页数:3P
4.4
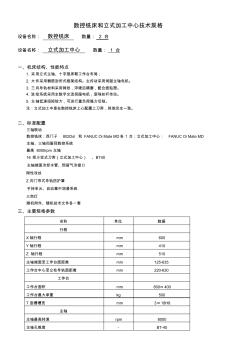
数控铣床和立式加工中心技术规格 设备名称:数控铣床数量:2台 设备名称:立式加工中心数量:1台 一、机床结构、性能特点 1.采用立式主轴、十字型床鞍工作台布局; 2.大件采用稠筋封闭式框架结构。主传动采用伺服主轴电机。 3.三向导轨材料采用铸铁,淬硬后精磨,配合面贴塑。 4.进给系统采用全数字交流伺服电机,滚珠丝杆传动。 5.主轴低速扭矩较大,可进行重负荷强力切削。 注:立式加工中是在数控铣床上心配置上刀库,其他完全一致。 二、标准配置 三轴联动 数控铣床:西门子802dsl和fanucoimatemd各1台;立式加工中心:fanucoimatemd 主轴、三轴伺服同数控系统 最高8000rpm主轴 16把斗笠式刀库(立式加工中心)、bt40 主轴端面冷却水管、预留气冷接口 刚性攻丝 z向门帘式导轨防护罩 手持单元、自动集中润
数控铣床中限位开关的安全问题的解决 数控铣床中限位开关的安全问题的解决
格式:pdf
大小:203KB
页数:2P
4.5
介绍了通过修改数控系统中的plc控制程序完善数控铣床的安全问题,增加了数控铣床在限位开关安全操作的安全性和排除故障的便利性,在实际操作中得到了较好的运用。
数控铣削加工沟槽方法与控制 数控铣削加工沟槽方法与控制
格式:pdf
大小:509KB
页数:4P
4.6
本文主要介绍在数控铣削加工沟槽时,如何利用刀具半径补偿功能,使刀具偏离工件沟槽轮廓一定距离,实现利用一个程序完成沟槽内、外轮廓粗、精加工,以及选用合适的下刀方式进行沟槽加工质量控制,并用宏指令进行编程。
数控论文_铣削盖板类零件的加工_(1)
格式:pdf
大小:431KB
页数:16P
4.4
1 西安航空技术学院 毕业论文 课题名称数控铣削盖板类零件的 加工 姓名黄文峰 学号091031—38 专业数控技术 班级091031 指导老师王中胜 2011年12月 2 目录 摘要-----------------------------------------------------------4 第一章绪论---------------------------------------------------5 第一节数控铣床的简介---------------------------------------5 第二节本论文研究的目的及意义-------------------------------5 第三章数控加工的准备阶段---------------------------------------11 第一节
合金刀具与高速工具钢刀具在数控铣床中应用 合金刀具与高速工具钢刀具在数控铣床中应用
格式:pdf
大小:116KB
页数:未知
4.3
铣床刀具是保证其加工质量、提高生产效率的一个重要保障,刀具的选择是刀具制造的重要组成部分,根据运用和加工对象的不同,针对性地选择刀具材料,在实际加工中才会取得良好的技术、经济效果。就合金刀与高速工具钢刀在数控铣床中的应用情况,分析并展望了这两种刀具的应用范围及发展方向。
毕业设计零件数控铣床铣削编程与设计相关
文辑推荐
知识推荐
百科推荐


职位:制冷项目工程师
擅长专业:土建 安装 装饰 市政 园林


