

半圆管夹套容器设计 (2)
格式:pdf
大小:54KB
页数:1P
人气 :65
 4.4
4.4
设备名称:400L储罐 图号: FJ140348C-00 位号: 03B101 P1 半圆管夹套设计压力 Mpa 0.6 Pc 壳体计算压力 Mpa 0.4 R 圆筒或封头球面部分内半径 mm 400 r 半圆管夹套内半径 mm 25 t 圆筒或封头有效厚度 mm 3.9 K 由半圆管外径、壳体厚度、壳体内径查得的系数 查图3.2-1,3.2-2,3.2-3 80 筒体或封头材质 S31603 壳体设计温度 150 [σ ] t 筒体或封头材料设计温度下的许用应力 Mpa 120 夹套材质 S30408 夹套设计温度 150 [σ ] 1 t 夹套材料在设计温度下的许用应力 Mpa 137 T 半圆管计算厚度 mm 0.13 σ ' 圆筒或封头由计算压力 Pc或其他轴向荷 载引起的轴(经)向拉伸总应力 Mpa 20.51 P' 半圆管夹套许用压力 MPa 1.99 设计: 日期: 校核:



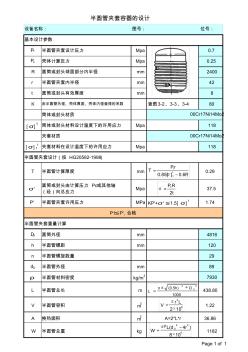
半圆管夹套容器设计
位号: p1半圆管夹套设计压力mpa0.7 pc壳体计算压力mpa0.25 r圆筒或封头球面部分内半径mm2400 r半圆管夹套内半径mm42 t圆筒或封头有效厚度mm8 k由半圆管外径、壳体厚度、壳体内径查得的系数查图3-2、3-3、3-480 筒体或封头材质 [σ]t筒体或封头材料设计温度下的许用应力mpa118 夹套材质 [σ]1 t夹套材料在设计温度下的许用应力mpa118 t半圆管计算厚度mm0.29 σ' 圆筒或封头由计算压力pc或其他轴 (经)向总应力 mpa37.5 p'半圆管夹套许用压力mpakp'+σ'≤1.5[σ]t1.74 d0圆筒外径mm4816 h半圆管螺距mm120 n半圆管螺旋数量29 d0半圆管外径mm89 ρ半圆管材料密度kg/m37930 l半圆管
 奥氏体不锈钢半圆管夹套焊接工艺要点探讨
奥氏体不锈钢半圆管夹套焊接工艺要点探讨 奥氏体不锈钢半圆管夹套焊接工艺要点探讨
在化工容器和设备上采用奥氏体不锈钢焊接半圆管夹套一般具有较高要求,通过实际生产中对于不同焊接工艺的应用,本文结合奥氏体不锈钢制作化工容器和设备上焊接半圆管夹套焊缝性能要求,针对不锈钢逐段冷成形焊接在凸形封头上的半管盘管或者是整根对半剖分盘管焊接工艺要点,总结出对于此类焊缝的焊接工艺要点和焊缝检测与试验内容,同时该焊接工艺评定的做法和评价可以应用于类似焊缝。
编辑推荐下载
利用半圆管做管道支架的弊端 利用半圆管做管道支架的弊端
格式:pdf
大小:126KB
页数:1P
4.7
北京市南苑蔬菜冷库是北京最大的一座蔬菜冷库。总容量六千吨。以氨作为制冷剂。1979年投产。去年劳动局压力容器检验所对冷库制冷系统压力容器进行检验时,发现有两台ln—120冷凝器不合格,要求必须更新。在更新冷凝器后进行打压试漏过程中,压力达到1.2mpa时,隐约嗅到一股股氨味,

半圆管夹套容器设计热门文档
双层半圆管盘式涡轮桨搅拌槽气液分散特性的数值模拟 双层半圆管盘式涡轮桨搅拌槽气液分散特性的数值模拟
格式:pdf
大小:813KB
页数:6P
4.4
采用基于气泡聚并和破碎机理的群体平衡(pbm-musig)模型,对双层半圆管盘式涡轮桨搅拌槽内的气液分散特性进行了数值模拟;考察了不同通气量和操作转速下气液搅拌槽内流体流动,局部气含率和气泡尺寸的分布规律。模拟结果表明:通气工况下搅拌槽内的液相流场具有双循环流动形式;采用pbm-musig模型预测的局部气含率分布与文献实验数据吻合较好;搅拌槽内气泡尺寸随转速增加而减小,随气量增加而增大;桨叶排出流区域内气泡尺寸较小,近壁区和循环区内气泡尺寸较大。
容器设计
格式:pdf
大小:822KB
页数:14P
4.6
1.选题背景 1.1太空杯市场概述 由于水杯市场竞争越来越激烈,快速有效的掌握水杯市场发展状况成为了企业及管理 者成功的关键。水杯市场发展分析是一个科学系统的工作,直接影响着发展战略的规划、 产品营销方案的设计、企业投资方略的制定以及未来发展方向的确定。水杯市场分析并非 单纯从某一个层面对市场进行评价分析,要得到有实际价值、具有指导意义的结论,就必 须从专业的角度对市场进行全面细致的剖析。这样,才能时刻保持清晰的发展思路,不会 因繁琐的信息迷失,在日益激烈的市场竞争中立于不败之地。 首先设计材料的选择随着科技的进步越来越广泛,从石头,陶,木材,青铜,铁器, 然后再到近代材料科技巨大的进步,出现许多新生的材料,如塑料,不锈钢,玻璃等。现 代设计的材料运用在水杯这个行业已经完全集中在后来的这几种材料上,像青铜材料只在 当时科技比较落后的情况下,只为少数人而设计,体现地位的尊卑。现代设计面对
圆钢管夹
格式:pdf
大小:928KB
页数:6P
4.6
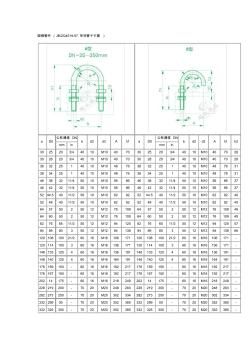
圆钢管夹(jb/zq4519-97系列管子卡箍) ad0 公称通径dn bd2d3ah1ad0 公称通径dn bd2d3ah1h2 mminmmin 3025203/44010m1040703025203/44010m10407028 3028203/44010m1040703028203/44010m10407028 38322514010m10487638322514010m10487631 38342514010m10487638342514010m10487631 46383211/45010m10568646383211/45010m105686

圆钢管夹标准
格式:pdf
大小:773KB
页数:6P
4.5
圆钢管夹(jb/zq4519-97系列管子卡箍) ad0 公称通径dn bd2d3ah1ad0 公称通径dn bd2d3ah1h2 mminmmin 3025203/44010m1040703025203/44010m10407028 3028203/44010m1040703028203/44010m10407028 38322514010m10487638322514010m10487631 38342514010m10487638342514010m10487631 46383211/45010m10568646383211/45010m105686
管夹阀、胶套标准标准
格式:pdf
大小:141KB
页数:2P
4.7
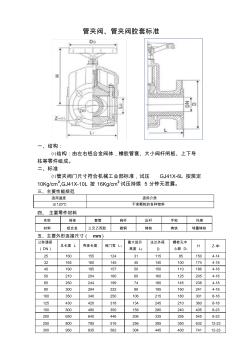
管夹阀、管夹阀胶套标准 一、结构: ⑴结构:由左右铝合金阀体,橡胶管套、大小阀杆闸板、上下导 柱等零件组成。 二、标准 ⑴管夹阀门尺寸符合机械工业部标准,试压gj41x-6l按规定 10kg/cm2,gj41x-10l按16kg/cm2试压持续5分钟无泄露。 三、主要性能规范 适用温度适用介质 ≤120℃不含颗粒的各种物料 四、主要零件材料 名称阀体套管阀杆压杆手轮托架 材料铝合金三元乙丙胶碳钢铸铁铸铁球墨铸铁 五、主要外形连接尺寸(mm) 公称通径 (dn) 总长度l壳体长度阀门宽l1 最大起升 高度l0 法兰外径 d 螺栓孔中 心距d1 hz-φ 2516015512431115851504-14 32165160145401401001744-18 401901851575015
半圆管夹套容器设计精华文档
管夹阀胶套
格式:pdf
大小:2.0MB
页数:21P
4.7
管夹阀胶套 值46800亿元,增长13.2%;第三产业增加值36355亿元,增长9.4%。2、农业生产形势较 好。夏粮连续第三年获得丰收,总产量达到1138亿公斤,增产74亿公斤,增长7.0%。早稻长 势较好。上半年,猪牛 羊禽肉产量3605万吨,同比增长4.4%。3、工业生产快速增长。上半年,全国规模以上工业 完成增加值39680亿元,同比增长17.7%。分轻重工业看,重工业增长18.5%,轻工业增长 15.8%。分产品看,发电 量和原煤产量分别增长12.0%和12.8%;生铁和钢材产量分别增长20.8%和25.8%;微型电子 计算机和程控交换机分别增长34.0%和21.5%;汽车增长27.8%,其中轿车增长53.2%。产销 衔接较好,上半年,规 一、主要性能规范: 适用温度使用介质 ≤85℃矿浆、磨料、干湿型粉尘类 二、主要零件材料: 名称材料 阀
压力容器设计习题答案
格式:pdf
大小:314KB
页数:21P
4.8
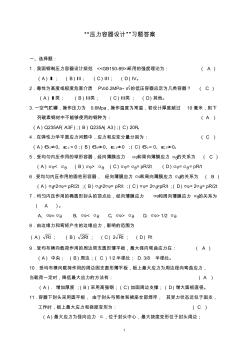
1 “压力容器设计”习题答案 一、选择题: 1.我国钢制压力容器设计规范>采用的强度理论为:(a) (a)ⅰ;(b)ⅱ;(c)ⅲ;(d)ⅳ。 2.毒性为高度或极度危害介质pv0.2mpa·m3的低压容器应定为几类容器?(c) (a)ⅰ类;(b)ⅱ类;(c)ⅲ类;(d)其他。 3.一空气贮罐,操作压力为0.6mpa,操作温度为常温,若设计厚度超过10毫米,则下 列碳素钢材中不能够使用的钢种为:(a) (a)q235af(a3f);(b)q235a(a3);(c)20r。 4.在弹性力学平面应力问题中,应力和应变分量分别为:(c) (a)бz≠0、εz=0;(b)бz≠0、εz≠0;(c)бz=0、εz≠0。 5.受均匀内压作用的球形容器,经向薄膜应力和周向薄膜应力的关系为(c) (a)(
管夹的安装
格式:pdf
大小:33KB
页数:3P
4.4
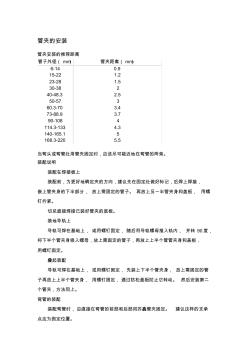
管夹的安装 管夹安装的推荐距离 管子外径(mm)管夹距离(mm) 6-14 15-22 23-28 30-38 40-48.3 50-57 60.3-70 73-88.9 90-108 114.3-133 140-165.1 168.3-220 0.9 1.2 1.5 2 2.5 3 3.4 3.7 4 4.3 5 5.5 当弯头或弯管处用管夹固定时,应该尽可能近地在弯管的两旁。 装配说明 装配在焊接板上 装配前,为更好地确定夹的方向,建议先在固定处做好标记,后焊上焊接, 嵌上管夹身的下半部分,放上需固定的管子。再放上另一半管夹身和盖板,用螺 钉拧紧。 切忌直接焊接已装好管夹的底板。 装地导轨上 导轨可焊在基础上,或用螺钉固定,随后将导轨螺母推入轨内,并转90度, 将下半个管夹身嵌
半圆管夹套容器设计最新文档
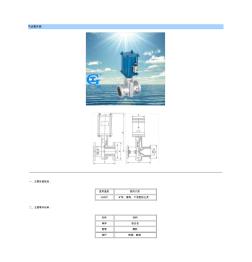
气动管夹阀
格式:pdf
大小:635KB
页数:18P
4.5
气动管夹阀 一、主要性能规范: 适用温度使用介质 ≤85℃矿浆、磨料、干湿型粉尘类 二、主要零件材料: 名称材料 阀体铝合金 套管橡胶 阀杆铸铜、碳钢 压杆球墨铸铁 电动头组合件 托架球墨铸铁 三、气动管夹阀主要外形连接尺寸(mm): 公称通径 (dn) 公称压力 (mpa) 工作压力 (mpa) ll1dd1z-φha 重量 (kg) 25 0.60.6 160124115854-14 32165145*1401004-18 40190157*1501104-18 502101601601254-18 652501991801454-18 803002221951604-18 1003502502151808-18 1254303182452108-18
半圆头螺钉
格式:pdf
大小:68KB
页数:2P
4.7
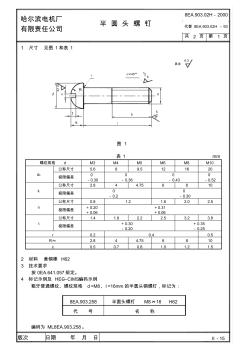
版次年月日日期 哈尔滨电机厂 有限责任公司 共页第页 ii-15 8ea.903.02h-2000 代替8ea.903.02h-93 21 半圆头螺钉 1尺寸见图1和表1 图1 表1mm 螺纹规格dm3m4m5m6m8m10 dk 公称尺寸5.689.5121620 极限偏差 0 -0.30 0 -0.36 0 -0.43 0 -0.52 k 公称尺寸2.844.756810 极限偏差 0 -0.2 0 -0.30 n 公称尺寸0.81.21.62.02.5 极限偏差 +0.20 +0.06 +0.31 +0.06 t 公称尺寸1.41.82.22.53.23.8 极限偏差 +0.30 -0.20 +

压力容器设计管理制度
格式:pdf
大小:164KB
页数:29P
4.4
压力容器设计管理制度 二oo四年三月 压力容器设计管理制度 1 目录 第一章、压力容器各级设计人员的条件2 第二章、压力容器各级设计人员的业务考核4 第三章、压力容器各级设计人员的岗位责任制6 第四章、压力容器设计工作程序9 第五章、压力容器设计条件的编制与审查12 第六章、压力容器设计文件的签署14 第七章、压力容器设计文件的标准化审查18 第八章、压力容器设计文件的质量评定19 第九章、压力容器设计文件的管理22 第十章、压力容器设计文件的更改24 第十一章、压力容器设计文件的复用26 第十二章、压力容器设计条件图编制细则27 第十三章、压力容器设计资格印章的使用与管理28 压力容器设计管理制度 2 第一章、压力容器各级设计人员的条件 一、总则 1、为满足我厂压力容器设计工作需要,加强各级设计人

预制半圆体和半圆体沉箱质量检验评定表
格式:pdf
大小:27KB
页数:1P
4.5
预制半圆体和半圆体沉箱质量检验评定表 单位工程分部工程 部位数量jtj221-98表10.2.22 项目质量情况检验意见 主 要 项 目 1混凝土所用的水泥、水、骨料、外加剂等,必须符合规范和有关标准规定。 2 混凝土的水灰比或水胶比、水泥或胶凝材料用量必须符 合标准jtj269和jtj275的规定。 3混凝土的抗压强度必须满足设计要求和本标准《局部修 订》10.1.5条的规定。 4混凝土的抗冻等级必须符合本标准《局部修订》10.1.6 条的规定。 5混凝土的抗渗等级必须满足设计要求。 6混凝土的抗折强度必须符合本标准《局部修订》10.1.8 条的规定。 一 般 项 目 1混凝土拌合物中的氯离子含量不得超过本标准《局部修订》表10.1.3的规定值。 2 高性能混凝土抗氯离子的渗透性应满足设计要求和符 合《海港工程
反应釜螺旋管夹套新型结构研究 反应釜螺旋管夹套新型结构研究
格式:pdf
大小:276KB
页数:未知
4.7
本文对夹套流态化清洗技术的可行性和应用的前途及存在的问题的论证,重点介绍了夹套流态化实验的技术方案、制造、组装工艺。
套管夹套缩口的模具设计及冲压工艺 套管夹套缩口的模具设计及冲压工艺
格式:pdf
大小:204KB
页数:未知
4.5
采用自主设计的模具以冲压工艺一次成型套管夹套缩口,该工艺具有产品尺寸精度高、生产效率高、生产成本低等优点,可满足大批量生产的要求。

半圆体和半圆体沉箱安装质量检验评定表
格式:pdf
大小:21KB
页数:1P
4.3
半圆体和半圆体沉箱安装质量检验评定表 单位工程分部工程 部位数量jtj221-98表15.1.9 项目质量情况检验意见 主要 项目 构件的型号和质量必须满足设计要求和本标 准《局部修订》第10.1节和10.2节的有关规 定。 一 般 项 目 1 安装前应对基床进行检查,基床面不得有回淤 沉积物。 2 构件在运输和安装过程中应避免碰撞造成构 件棱角残缺。如有较大损坏,应进行修补。 3 半圆体和半圆体沉箱安装就位稳定后应及时 进行箱格内回填。回填料的种类及回填的标高 应满足设计要求。回填块石时,不得砸坏构件 棱角。 允 许 偏 差 项 目 项目 允许偏差 (mm) 实测偏差值(mm) 半圆体半圆体沉箱12345678910 1轴线150200 2相邻块错牙80100 5接缝缝宽30
 开孔补强设计在压力容器设计中的应用
开孔补强设计在压力容器设计中的应用 开孔补强设计在压力容器设计中的应用
格式:pdf
大小:84KB
页数:1P
4.6
开孔补强设计,在压力容器的设计中起到重要的作用,属于压力容器设计中不可缺少的部分.近几年,我国压力容器的发展比较快,积极落实开孔补强设计,用于处理压力容器中的各项问题,提高容器的强度,避免压力容器出现质量缺陷或性能不足.本文主要探讨几种开孔补强结构型式在压力容器设计中的应用.
半圆管夹套容器设计相关
文辑推荐
知识推荐
百科推荐


职位:幕墙BIM设计师
擅长专业:土建 安装 装饰 市政 园林


