




不锈钢低温焊接
威欧丁(天津)焊接技术有限公司 技术网站:www.***.***电话:022-28196887 前言:不锈钢的焊接我们最先想到的肯定是熔化极或者非熔化极氩弧焊,这个属于熔 焊的范畴也是我们通常采用的焊接方法,广泛应用于民用化生产制造和工业化焊接加工, 今天我们提到不锈钢的低温焊接的前提背景是在相当多的不锈钢加工制作中有些特殊的 要求,特殊的结构,特殊的材料等等至使熔焊在这些场合下显得力不从心,这就是我们说 的低温焊接。 不锈钢的低温焊接原理:软钎和硬钎,热源根据不同的现场要求选取 优点:操作灵活,可选择性强,技术要求比较低,变形量可以控制好,对于母体的热 影响小,美观 焊接方法如下: 1)低温的we88c焊丝配合we88c-f的焊剂焊接。 这个时候根据被焊母材的结构和焊接要求来选用合适的焊接工具,比如没有特别要求的, 粘上就行的就可以用烙铁焊接,因为

编辑推荐下载
不锈钢焊接规程
格式:pdf
大小:21KB
页数:2P
 4.5
4.5
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试
不锈钢平面焊接相贯圆管节点性能研究热门文档
 奥氏体不锈钢半圆管夹套焊接工艺要点探讨
奥氏体不锈钢半圆管夹套焊接工艺要点探讨 奥氏体不锈钢半圆管夹套焊接工艺要点探讨
格式:pdf
大小:170KB
页数:2P
4.6
在化工容器和设备上采用奥氏体不锈钢焊接半圆管夹套一般具有较高要求,通过实际生产中对于不同焊接工艺的应用,本文结合奥氏体不锈钢制作化工容器和设备上焊接半圆管夹套焊缝性能要求,针对不锈钢逐段冷成形焊接在凸形封头上的半管盘管或者是整根对半剖分盘管焊接工艺要点,总结出对于此类焊缝的焊接工艺要点和焊缝检测与试验内容,同时该焊接工艺评定的做法和评价可以应用于类似焊缝。


不锈钢在建筑工程中应用及其焊接性能研究
格式:pdf
大小:1.5MB
页数:4P
4.6
对建筑中使用的不锈钢进行了分析,并采用搅拌摩擦焊接和钨极氩弧焊分别对建筑结构中使用量最大的316l不锈钢进行了焊接,对焊缝的力学性能、腐蚀性能和外观平整性进行了分析.结果表明:搅拌摩擦焊接焊缝的抗拉强度可达493mpa,是母材抗拉强度的83.6%,延伸率为母材的52.1%;钨极氩弧焊接焊缝的抗拉强度为475mpa,是母材的80.5%,延伸率为母材的40.8%.搅拌摩擦焊接316l不锈钢后焊接焊缝的抗腐蚀性能良好,焊缝平整美观,可作为建筑结构及装饰用不锈钢材料焊接的优选技术.
316L不锈钢焊接头耐蚀性能研究(英文) 316L不锈钢焊接头耐蚀性能研究(英文)
格式:pdf
大小:743KB
页数:4P
4.7
分别采用扫描电镜(sem)、x射线衍射(xrd)、动电位极化技术及零内阻安培表方法研究爆炸焊接316l不锈钢接头的显微组织形貌、物相、点蚀及电偶腐蚀行为。结果表明,316l不锈钢侧焊缝金属存在严重的组织形变和金属间化合物相,且相对于基体试样,316l不锈钢侧焊缝和熔合区产生了更多的δ铁素体相,这些因素导致焊接后的316l不锈钢耐点蚀和电偶腐蚀性能降低。
大型转轮不锈钢焊接材料综合性能研究 大型转轮不锈钢焊接材料综合性能研究
格式:pdf
大小:293KB
页数:5P
4.4
本文通过大量试验和研究,总结了各种不锈钢焊接材料的特性,并寻找出一种较好的同材质的低碳马氏体不锈钢焊接材料来焊接0cr13ni5mo钢,得到了较高的抗应力腐蚀、抗空蚀、抗疲劳性能,从而提高了转轮的使用寿命。给将来制造更大型的水轮机,如三峡电站转轮的焊接奠定了更坚实的基础。
不锈钢平面焊接相贯圆管节点性能研究精华文档
不锈钢在建筑工程中的应用及焊接性能研究
格式:pdf
大小:1.6MB
页数:2P
4.4
不锈钢在建筑工程中应用广泛,其良好的耐腐蚀、抗冲击以及防划痕等性能,不仅符合建筑设计中美学理念,也符合可持续设计要求标准,同时具有较低的维护成本,增加了建筑设施的使用年限。建筑施工中使用的不锈钢材料,大多是焊接结构件,焊缝的质量直接影响到建筑材料应用情况以及结构的外观美感。因此,加强建筑用不锈钢焊接技术的探究,分析影响不锈钢外观及焊缝力学性能等内容,为不锈钢在建筑工程及生活实践中能得到更好的应用提供重要的技术支持。


不锈钢钢管焊接经验
格式:pdf
大小:423KB
页数:4P
4.4
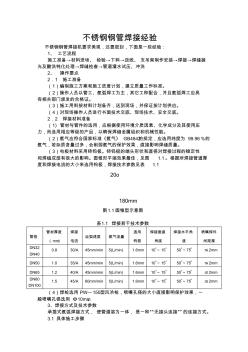
不锈钢钢管焊接经验 不锈钢钢管焊接机要求美观,还要密封,下面是一些经验: 1、工艺流程 施工准备→材料进场、检验→下料→放线、支吊架制作安装→焊接→焊缝抛 光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗 2、操作要点 2.1施工准备 (1)编制施工方案和施工进度计划,建立质量工作标准。 (2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩弧焊工应具 有相关部门颁发的合格证。 (3)施工用料按材料计划备齐,送到现场,并保证按计划供应。 (4)对现场操作人员进行书面技术交底、现场技术、安全交底。 2.2焊接材料准备 (1)管材与管件的选用,应根据使用环境介质因素、化学成分及其使用压 力,而选用相应等级的产品,以确保焊缝金属组织和机械性能。 (2)氩气应符合国家标准《氩气》gb4842的规定,应选用纯度为99.96%的 氩气,若杂质含量过多,会削弱氩气的保护效果,直接影
不锈钢平面焊接相贯圆管节点性能研究最新文档
不锈钢管圆管规格表
格式:pdf
大小:14KB
页数:1P
4.6
不锈钢管圆管规格表: φ3φ4φ5φ6φ7φ8φ9φ9.5φ10φ12.7φ15.9φ19.1φ22.2φ25.4φ31.8φ38.1φ42.16φ50.8φ63.5φ76.2φ88.9φ101 .6φ108φ114.3φ127φ133φ141φ159φ168φ219φ273φ323.85,厚度:0.1~8.0mm; 不锈钢方管规格表、不锈钢扁钢规格表:7×710×1012×1215×1515.8×15.819×1920×2022×2225×25 30×3031.8×31.835×3538×3840×4050×5060×6070×7076×7645×95厚度:0.4~8.0mm 不锈钢矩形管规格表:10×2010×2510×3010×4010×5010×6010×7010×8010×9010×10011×3512.
 高压注水泵不锈钢平衡管的焊接
高压注水泵不锈钢平衡管的焊接 高压注水泵不锈钢平衡管的焊接
格式:pdf
大小:106KB
页数:1P
4.6
某采油厂的高压注水泵不锈钢平衡管是重要的管组,不镑钢管与法兰焊接处容易渗漏,本文对高压注水泵不镑钢平衡管进行了材质分析,提出了减少焊接应力的步骤、焊接前的准备、焊接与工艺要求以及焊接时的注意事项.
不锈钢仪表管焊接
格式:pdf
大小:312KB
页数:25P
4.4
作业指导书 编号:zhsm007-hj-17 工程名称:华能渑池(2×350mw)热电联产工程 作业项目名称:不锈钢仪表管焊接 编制单位:安徽电建一公司华能渑池电厂项目部焊接科 批准: 安全: 质量: 工程: 审核: 编制: 时间: 时间: 时间: 时间: 时间: 时间: 出版日期版次第一版 目录 1作业任务..................................................................1 2编写依据..................................................................1 3作业准备和条件............................................................
 双相不锈钢的焊接性能研究
双相不锈钢的焊接性能研究 双相不锈钢的焊接性能研究
格式:pdf
大小:149KB
页数:未知
4.7
文章介绍了双相不锈钢的焊接研究进展及该类材料焊接研究的最新成果,包括各种双相不锈钢所采用的焊接方法及焊接工艺、获得接头的组织与性能分析等,并对焊接过程中存在的问题进行了总结,提出了该类材料未来焊接研究的发展方向。
双相不锈钢现场焊接性能分析 双相不锈钢现场焊接性能分析
格式:pdf
大小:118KB
页数:1P
4.7
本文首先对双相不锈钢特性进行概述,随后对双相不锈钢焊接性能进行分析,包括焊接性能、物理本质、焊接工艺、焊接参数等,并探究双相不锈钢焊接性能影响因素,以期为焊接工艺提供参考借鉴.
双相不锈钢异种金属的焊接工艺及接头组织性能研究 双相不锈钢异种金属的焊接工艺及接头组织性能研究
格式:pdf
大小:177KB
页数:2P
4.7
综合性能很高的双相不锈钢,在其力学性能十分突出的同时也具备级高的耐腐蚀性,因此,被广泛使用在各行各业中用于代替一般的不锈钢,如生物工程、食品药品等行业,在实际使用中,为节约成本,提升经济效果,在很大程度上发挥多种材料性能,大多会用多相不锈钢与其他合金相互焊接结合使用,很大程度上降低了材料的使用性能.但是,由于不同的合金元素比例都会存在很大的差别,使得不同种类的材料焊接在一起相对困难,假如技术不高,在焊接中可能会产生很大概率的焊缝稀释率,且最大的缺点就是在焊缝处容易出现气孔或者裂痕等情况.因此,本文使用2205双相钢和q345r低合金钢为实验材料来进行焊接工艺及接头组织性能研究.
焊接工艺对不锈钢变形的研究 焊接工艺对不锈钢变形的研究
格式:pdf
大小:270KB
页数:未知
4.3
随着社会的不断发展,焊接工艺已成功使用在各行各业中。真空设备成为焊接的重要组成部分,而真空腔与真空设备有着紧密的关系,大多数的真空腔由不锈钢材质组成,因此可见不锈钢对焊接使用的重要性,焊接点的成功与否直接影响着建筑材料的使用质量与使用寿命。
钛-不锈钢扩散焊接界面研究 钛-不锈钢扩散焊接界面研究
格式:pdf
大小:86KB
页数:未知
4.7
由于钛与不锈钢之间热膨胀系数不同,采用传统熔焊方法生产的钛-不锈钢复合材料界面处的成分、力学性能和结构不均匀。研究表明,直接将两种材料复合,界面处会形成fe—ti及fe—cr-ti基金属间化合物,复合材料的力学性能降低。添加中间层可改善复合材料的界面状况。
不锈钢平面焊接相贯圆管节点性能研究相关
文辑推荐
知识推荐
百科推荐


职位:木结构工程师
擅长专业:土建 安装 装饰 市政 园林


