

不锈钢激光间接烧结粉末材料及其成型工艺研究
格式:pdf
大小:648KB
页数:4P
人气 :67
 4.7
4.7
开发低成本,成型性好的材料对激光选择性烧结的应用具有重要的意义。本文研究了一种不绣钢间接烧结粉末材料,并对其工艺参数进行了优化,用此种材料在优化的工艺参数下制作出了复杂的三维零件。



 316L不锈钢多孔结构的选区激光烧结成型工艺研究
316L不锈钢多孔结构的选区激光烧结成型工艺研究 316L不锈钢多孔结构的选区激光烧结成型工艺研究
研究了一种新型的制备金属多孔结构技术—选区激光烧结,着重说明该技术的基本原理和工艺过程,并利用此制备技术对316l不锈钢粉末进行了激光烧结制备多孔材料的实验研究。利用sem分析了316l不锈钢多孔试样的微观孔隙特征,并测定其孔隙率。结果表明,在较高的扫描速率下可获得孔径分布均匀、孔隙贯通性良好的多孔结构;随扫描速率逐渐提高,试样孔隙率和弹性模量呈上升趋势。
316不锈钢粉末直接激光烧结的球化效应 316不锈钢粉末直接激光烧结的球化效应
采用直接金属激光烧结的方法,对316不锈钢粉末进行了一系列激光烧结实验。实验发现,由于液相粘度较高、表面张力大以及熔体材料不浸润固相颗粒和基板等因素的影响,导致烧结过程中出现球化现象。球化的出现,一方面导致形成球形的液滴表面和不连续的烧结线,妨碍下一粉末层的铺放,不利于烧结的顺利进行,严重时还将会导致无法烧结成形;另一方面也使得烧结层留有大量孔隙,强度很低,成形质量不高。分析了316不锈钢粉末球化效应产生的原因,讨论了工艺参数对316不锈钢金属粉末烧结成形的影响。
编辑推荐下载
不锈钢盒型件拉伸成型工艺
格式:pdf
大小:9KB
页数:1P
4.3
不锈钢盒型件拉伸成型工艺 摘要:xf310w不锈钢托盘材料为1cr18ni9ti,料厚0.5mm。长456mm, 宽387mm,深100mm。经计算:h/b=100/456=0.219r/b=50/456=0.110r/(b-h) =50/(456-100)=0.140根据以上结果该拉伸一般为二次拉伸,但该件接近于两 次拉伸与一次拉伸边缘,为节省模具费用,决定适当调整各参数一次拉伸成型。 该工件拉伸模为翻拉伸,带气垫及橡皮压边装置,拉伸时在盒底转角r处出现 破裂和四角出现起皱。针对以上缺陷进行工艺分析和改进,并得到彻底解决。 关键词:不锈钢;盒型件;拉伸;破裂;起皱 1.产品图纸及拉伸过程中出现的缺陷 1.1拉伸件(见图1) 1.2拉伸件缺陷示意图(见图2) 2.工艺分析 2.1盒底转角r处出现破裂原因分析 (1)展开坯料过大,使突缘四角变形程度增加,所需
不锈钢城轨车辆冲压成型工艺
格式:pdf
大小:767KB
页数:3P
4.3
本文对轨道交通行业几种不同的不锈钢成型技术从原理、优缺点及解决方法几方面进行了介绍,对如何提高不锈钢成型质量提出了建议。
不锈钢激光间接烧结粉末材料及其成型工艺热门文档
 不锈钢粉末选择性激光烧结成型圆薄片温度场模拟
不锈钢粉末选择性激光烧结成型圆薄片温度场模拟 不锈钢粉末选择性激光烧结成型圆薄片温度场模拟
格式:pdf
大小:201KB
页数:未知
4.7
选取316l不锈钢粉末和尼龙12(pa12)粉末混合材料,在综合考虑热传导、热辐射及对流等热现象的基础上,以有限元分析软件ansys为平台,对316l不锈钢混合pa12粉末激光选择性烧结成型圆薄片温度场进行数值模拟。结果表明,在激光功率10w,扫描速度2000mm/s,预热温度100℃工艺参数下,激光烧结混合粉末快速达到粘结剂pa12粉末的熔点,在烧结过程中起到粘结剂的作用。当激光功率升高时,最高温度相应升高;激光扫描速度加快时,薄片整体温度下降。
材料成型工艺论文
格式:pdf
大小:93KB
页数:5P
4.4
等静压成型 摘要:介绍了等静压成型工艺的工艺原理、工艺特点、发展概况和前景,研究了研究了等静 压成形过程中各种质量缺陷产生的原因和危害性,并提出了相应的 预防措施,以提高产品的生产效率和产品质量。 关键词:等静压原理特点工艺缺陷预防措施 1.简要介绍 (1)等静压成型 等静压成型是将待压试样置于高压容器中,利用液体介质不可压缩的性质和 均匀传递压力的性质从各个方向对试样进行均匀加压,当液体介质通过压力泵注 入压力容器时,根据流体力学原理,其压强大小不变且均匀地传递到各个方向。 此时高压容器中的粉料在各个方向上受到的压力是均匀的和大小一致的。通过上 述方法使瘠性粉料成型致密坯体的方法称为等静压法。 起 (2)静压成型的过程 等静压成型的过程包括1.初期成型压力较小时,粉体颗粒迁移和重堆积阶 段。2.中期压力提高,粉体局部流动和碎化阶段。3.后期压力最大时,粉体体积
离心泵不锈钢叶轮冲压焊接的成型工艺 离心泵不锈钢叶轮冲压焊接的成型工艺
格式:pdf
大小:745KB
页数:4P
4.6
在分析离心泵叶轮结构特点的基础上,考虑不锈钢叶轮的冲压及焊接工艺等方面,采用了带有锥度的前盖板和s形的扭曲叶片,并运用激光焊接技术连接固定叶片和前后盖板。通过研究叶轮叶片、前盖板和后盖板的冲压工艺流程,同时对工艺过程中出现的问题如叶片弯曲时产生回弹、后盖板冲压变形等进行了分析。采用冲压及激光焊接工艺所制作的叶轮前、后盖板与叶片耦合性好,避免了叶轮流道之间的串流现象,可以保证前、后盖板基本不产生变形,焊接表面平整,可以有效改善不锈钢冲压焊接叶轮的水力性能。
不锈钢激光间接烧结粉末材料及其成型工艺精华文档

316不锈钢粉末直接激光烧结的球化效应(20200927180329)
格式:pdf
大小:388KB
页数:1P
4.3
316不锈钢粉末直接激光烧结的球化效应(20200927180329)
大面积粉末烧结不锈钢多孔板的焊接裂纹 大面积粉末烧结不锈钢多孔板的焊接裂纹
格式:pdf
大小:104KB
页数:未知
4.5
依据多孔材料特性及表面理论,分析了在大面积烧结不锈钢多孔过滤板焊接时存在的裂纹现象,指出:多孔材料的焊接裂纹是热裂纹,产生于多孔材料在焊接时的受热熔化。提出了解决方法,减少了焊接热裂纹的产生,获得了较满意的焊接质量。
第2章塑料及其成型工艺
格式:pdf
大小:2.1MB
页数:24P
4.8
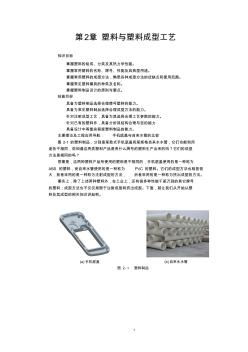
1 第2章塑料与塑料成型工艺 知识目标 掌握塑料的组成、分类及其热力学性能。 掌握常用塑料的名称、牌号、性能及其典型用途。 掌握常用塑料的成型方法,熟悉各种成型方法的优缺点和使用范围。 掌握常见塑料模具的种类及名称。 掌握塑料制品设计的原则与要点。 技能目标 具备为塑料制品选择合理牌号塑料的能力。 具备为常见塑料制品选择合理成型方法的能力。 针对注射成型工艺,具备为其选择合理工艺参数的能力。 针对已有的塑料件,具备分析其结构合理与否的能力 具备设计中等复杂程度塑料制品的能力。 主要理论及工程应用导航:手机底盖与自来水管的比较 图2-1的塑料制品,分别是某款式手机底盖和某规格自来水水管,它们功能和用 途各不相同,您知道这两类塑料产品是用什么牌号的塑料生产出来的吗?它们的成型 方法是相同的吗? 答案是,这两种塑料产品所使用的塑料是不相同的,手机底盖使用的是一种称为 abs的塑料,而
工艺参数对316不锈钢粉末激光烧结温度场的影响 工艺参数对316不锈钢粉末激光烧结温度场的影响
格式:pdf
大小:791KB
页数:4P
4.4
以有限元分析软件ansys为平台,对316不锈钢粉末激光烧结温度场分布进行了数值模拟。在考虑了材料的热物性参数随温度变化以及相变潜热等非线性情况下,建立了选择性激光烧结(sls)三维有限元模型,利用ansys参数化设计语言apdl控制激光热源的热流密度、移动速度以及扫描路径,研究了工艺参数(激光功率、扫描速度、预热温度)对316不锈钢金属粉末成型过程中熔池及温度场分布产生的影响。模拟结果与前人文献实验结果相吻合,表明可以利用本模型对工艺参数进行优化,为实验工艺参数选取提供了理论依据。
工艺参数对316不锈钢粉末激光烧结球化的影响 工艺参数对316不锈钢粉末激光烧结球化的影响
格式:pdf
大小:993KB
页数:4P
4.4
采用直接金属激光烧结的方法,对316不锈钢粉末进行了一系列烧结实验。实验发现,在液相粘度较高、表面张力大,熔体材料不浸润固相颗粒和基板等因素的影响下,烧结过程中出现了球化现象。球化的出现妨碍了直接金属激光烧结成形的顺利进行。分析了316不锈钢粉末球化效应产生的原因,讨论了工艺参数(激光功率、扫描速度和粉层厚度)对316不锈钢金属粉末烧结成形的影响。研究表明,适当提高扫描速度或减小激光功率可以在一定程度上减小316不锈钢粉末激光烧结的球化效应。
不锈钢激光间接烧结粉末材料及其成型工艺最新文档
不锈钢板料滚压形成型工艺及滚压线设计 不锈钢板料滚压形成型工艺及滚压线设计
格式:pdf
大小:76KB
页数:1P
4.4
以圆形管及方形管材为例,分析零件的工艺性,介绍滚压成型工艺过程,强调在轧辊设计和制作中应注意的问题,设计由滚压、焊接、校圆、校直、自动切断等工艺流程组成的自动滚压生产线。
 钢管环氧粉末内外涂层成型工艺技术经济分析
钢管环氧粉末内外涂层成型工艺技术经济分析 钢管环氧粉末内外涂层成型工艺技术经济分析
格式:pdf
大小:475KB
页数:3P
4.7
介绍了钢管环氧粉末防腐涂层"一步"法成型与"两步"法成型工艺流程,并对两种成型工艺技术和成膜质量进行了比较,针对同规格钢管的防腐生产,从设备投资、用电成本、人工成本、堵头与挡圈成本方面对两种工艺进行了成本分析和计算。计算结果显示,"两步"法较"一步"法工艺每根钢管成本有所增加,加上运输以及二次搬运等费用,成本增加会更高。同时指出了钢管内、外壁环氧粉末防腐一次成膜技术的可推广性。
电弧炉生产不锈钢时泡沫渣成型工艺 电弧炉生产不锈钢时泡沫渣成型工艺
格式:pdf
大小:71KB
页数:未知
4.6
电弧炉泡沫渣成型工艺在碳钢和低合金钢生产中已经使用了许多年,但还未成功地应用于不锈钢生产中。这是由于不锈钢中的铬含量高且铬与氧形成的铬氧化物与氧化铁性质不同。前者大大改变了渣的粘度,而且在渣中的溶解度相当弱。另外,铬氧化物与碳的还原反应强度达不到氧化铁的高度,从而气体发生量很少。德马克公司、巴西安赛乐米塔尔inox公司和agh科技大学联合开发了一种新的复杂的泡沫渣成型专利技术,现已成功地通过了实验室和工业研究。
 发动机用不锈钢网编织及成型工艺的研究
发动机用不锈钢网编织及成型工艺的研究 发动机用不锈钢网编织及成型工艺的研究
格式:pdf
大小:174KB
页数:5P
4.7
介绍了发动机用不锈钢网编织及成型工艺的研制过程。通过正确选择工艺参数、模具和试制设备,保证了工艺的稳定性,解决了不锈钢网的质量问题。
轨道客车车顶架用多功能不锈钢异形管成型工艺设计 轨道客车车顶架用多功能不锈钢异形管成型工艺设计
格式:pdf
大小:208KB
页数:4P
4.4
介绍了我国城市轨道交通的发展趋势,以及不锈钢型材在轨道客车上的使用优势。对采用圆变方冷弯成型工艺制造的用于地铁客车车顶架不锈钢异形排水管的工艺设计方法进行了分析。经试制和检测,产品性能达到了q/sf90-004—2006《轨道车辆常用不锈钢和钢带订货技术条件》要求,并得到了广泛的推广应用。
粉末表面化学镀铜烧结不锈钢的组织和腐蚀行为 粉末表面化学镀铜烧结不锈钢的组织和腐蚀行为
格式:pdf
大小:587KB
页数:4P
4.5
研究了不锈钢粉末表面化学镀铜对烧结不锈钢组织和耐蚀性的影响.实验表明,以化学包覆不锈钢粉的形式加入1~5wt%的铜,在1150℃液相烧结时,在烧结不锈钢中,铜元素分布的均匀性以及烧结体的密度比机械混合方式加入铜都有很大提高;同时通过电化学实验表明,化学镀铜方式有利于提高不锈钢烧结体的耐蚀性。
烧结奥氏体不锈钢粉末表面化学分析研究 烧结奥氏体不锈钢粉末表面化学分析研究
格式:pdf
大小:269KB
页数:6P
4.3
研究了碳、硅和铝合金元素对水雾化奥氏体不锈钢粉末烧结时的表面反应的影响。研究发现,表面反应产物的形态及分布取决于合金元素的还原行为,这直接影响烧结材料的力学性能。
不锈钢粉末烧结滤芯脱除FCC油浆中催化剂粉末中试研究 不锈钢粉末烧结滤芯脱除FCC油浆中催化剂粉末中试研究
格式:pdf
大小:496KB
页数:4P
4.3
针对重油催化裂化油浆中大量残留的催化剂颗粒限制了其作为高附加值产品应用的问题,采用不锈钢粉末烧结滤芯作为过滤介质,以分馏塔380℃重油催化裂化油浆为原料进行过滤净化中试研究。中试结果表明,在一个多月的运行和调试过程中,装置运行平稳,对油浆净化效果好,系统过滤效率在95%以上。油浆中灰分含量从2000~3000μg/g降低到100μg/g以下,可以满足各行业对油浆灰分的要求,增加了油浆的综合利用价值。
不锈钢激光间接烧结粉末材料及其成型工艺相关
文辑推荐
知识推荐
百科推荐


职位:水利水电工程师主管
擅长专业:土建 安装 装饰 市政 园林


