

不锈钢焊接烟尘中Cr(Ⅵ)及环保型焊材的研究进展
格式:pdf
大小:219KB
页数:5P
人气 :97
 4.4
4.4
不锈钢焊材药芯所产生的烟尘中含有毒性很大的Cr(Ⅵ),为了保证焊接人员的健康,必须将Cr(Ⅵ)降低到3μg/m3标准以下。综述了国内外不锈钢焊接烟尘中低Cr(Ⅵ)及环境友好型不锈钢焊材的最新研究进展,研究表明:降低奥氏体不锈钢焊材中Na和K含量,降低焊接热输入和选择最佳的工艺参数;在保护气体中添加30%四乙基硅烷(TEOS),均可降低不锈钢焊接烟尘中Cr(Ⅵ)含量。另外,用氮或锰代替镍的节镍型奥氏体不锈钢焊材,不仅具有稳定单一的奥氏体组织,而且熔敷金属抗拉强度提高了约150 MPa,-40℃下,V型冲击吸收功提高30 J以上。



 移动式焊接烟尘净化器对焊接烟尘净化效果评价
移动式焊接烟尘净化器对焊接烟尘净化效果评价 移动式焊接烟尘净化器对焊接烟尘净化效果评价
目的分析某焊接车间焊接过程中使用移动式烟尘净化器前后的主要职业病危害因素检测结果,了解其净化效果。方法收集分析工作场所职业卫生调查资料及工作场所职业病危害因素检测资料等。结果使用前各检测点主要职业病危害因素的c-twa值超标严重,使用后各检测点的职业病危害因素的c-twa均符合国家职业接触限值要求。结论使用移动式烟尘净化器能有效控制焊接工作场所的有毒物质,值得推广应用。

编辑推荐下载
不锈钢焊接规程
格式:pdf
大小:21KB
页数:2P
4.5
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试
CO2气体保护焊焊接烟尘及烟尘含Mn量的计算
格式:pdf
大小:132KB
页数:3P
3
co2气体保护焊焊接烟尘及烟尘含mn量的计算——co2气体保护焊是5o年代初期开展起来的一种新的焊接技术,它是一种高效率的焊接方法,广泛的应用于造船、汽车制造、石油化工、工程机械、农业机械等工业部门。因此,在设计工作中,越来越多的采用co2气体保护焊。电...
不锈钢焊接烟尘中Cr(Ⅵ)及环保型焊材进展热门文档
常用焊接材料选用及不锈钢焊材选用
格式:pdf
大小:146KB
页数:2P
4.6
条牌 号 国际标准主要用途 a002e308l-16 焊接00cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维,化肥,石油等设 备. a002ae308l-17同上 a002m o2 e308mol-1 6 用于焊接00cr19ni12mo2不锈钢结构,也可用于00cr18ni9ti与碳钢的焊接,主要用于合 成纤维,化工,石油等设备制造. a002n b 适用焊接相同类型的不锈钢结构,也可用于18-8nb或18-8ti等与碳钢的焊接,主要用于 合成纤维,化工,石油等设备的焊接. a022e316l-16焊接尿素及合成纤维设备. a032 e317mocul -16 焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低碳不锈钢结构. a042 e309mol-1 6 焊接尿素合成塔中
置换通风在焊接烟尘治理中的应用
格式:pdf
大小:138KB
页数:2P
3
置换通风在焊接烟尘治理中的应用——通过对焊接工艺的相关特点——焊接烟尘和焊接烟羽的分析,结合置换通风的特点,讨论了在焊接车间采用置换通风进行烟尘治理的优越性。
高效低尘结构钢焊条及焊接烟尘影响因素研究
格式:pdf
大小:206KB
页数:3P
3
高效低尘结构钢焊条及焊接烟尘影响因素研究——采用正交设计研制出一种低烟尘结构钢焊条,并对焊条的主要药皮物质(铁粉、还原钛铁矿和天然金红石)进行试验分析,得出几种焊条药皮物质对于焊接烟尘量的影响规律。同时陈述了焊接工艺参数对焊接烟尘的影响规律,...
碳钢和不锈钢焊接
格式:pdf
大小:23KB
页数:4P
4.7
. '. 普通q235碳钢与不锈钢sus304 可以直接焊接么,有什么缺陷和注意 的么?对结构是否会产生影响呢? q235碳钢(珠光体钢)与不锈钢 sus304(奥氏体钢——0cr18ni9) 可以焊接。不过,焊接时除了注意金 属本身物理、化学性能对焊接性带来 的影响外,还应注意两种金属成分与 组织上的差异对接头性能的影响。 两种母材自身的问题: 珠光体钢:冷裂纹、脆化等 奥氏体钢:热裂纹等 特殊问题: . '. (1)母材对焊缝的稀释,引起焊缝 组织与性能的变化 珠光体钢母材的溶入,将稀释填充金 属,引起其成分与组织的变化。 (2)形成凝固过渡层 在靠近珠光体钢一侧熔合线的焊缝 金属中,会形成一层与内部焊缝金属 成分不同的过渡层。过渡层中的高硬 度马氏体组织会使脆性增加,塑性显 著降低,形成低塑性带,从而降低了 焊接结构的可靠性。 (3)形成碳迁移过渡层 在焊接或焊
不锈钢焊接烟尘中Cr(Ⅵ)及环保型焊材进展精华文档

不锈钢焊材选用参考(全部材料焊材对应)
格式:pdf
大小:19KB
页数:15P
4.7
不锈钢焊材选用参考标准 a002焊接超低碳cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维、 化肥、石油等设备 a022焊接尿素及合成纤维设备 a042不锈钢焊条钛钙型药皮的超低碳cr23ni13mo2不锈钢焊条,可交直 流两用。由于焊缝金属中加入适量的钼,故提高了焊缝金属的抗裂性及耐腐 蚀性能。用于相同类型的超低碳不锈钢材料及异种钢焊接等。焊前焊条须经 150℃左右烘焙,尽可能采用直流电源,以免焊条发红。 a062焊接合成纤维、石油化工设备用同类型的不锈钢结构、复合钢和异种 钢结构 a082用于00cr17ni15si4nb、00cr14ni17si4等耐浓硝酸腐蚀钢的焊接 和补焊 a802焊接硫酸浓度50%和一定工作温度及大气压力的制造合成橡胶的管 道,以及cr18ni18mo2
薄板不锈钢焊接规程(精选.)
格式:pdf
大小:67KB
页数:3P
4.5
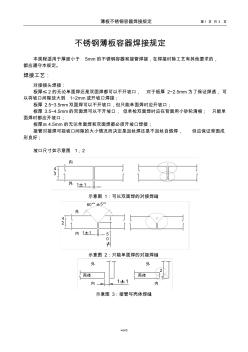
薄板不锈钢容器焊接规定第1页共3页 word. 不锈钢薄板容器焊接规定 本规程适用于厚度小于5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤2的无论单面焊还是双面焊都可以不开坡口,对于板厚2~2.5mm为了保证焊透,可 以将坡口间隙放大到1~2mm或开坡口焊接; 板厚2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚3.5~4.5mm的双面焊可以不开坡口,但单枪双面焊时应在背面用小砂轮清根;只能单 面焊时都应开坡口; 板厚≥4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊,但应保证背面成 形良好; 坡口尺寸如示意图1,2 1±1外 内 3- 4 示意图1:可以双面焊的对接焊缝 60°±5° 2- 4 1±
铜与不锈钢焊接
格式:pdf
大小:9KB
页数:5P
4.5
铜与不锈钢焊接 问:需要铜管(直径8mm)和不锈钢管焊接在一起(直径80mm),铜管焊接在不 锈钢管壁,请问用什么方法才能保证焊接质量。 答:1、用银钎料。用氩弧焊比较快,而且外观好看。操作时要先对铜管加热, 温度到了银钎料才能粘住,然后焊枪再摆向不锈钢。铜停留时间长,不锈钢停留 很短只是快速走过。 2、最好的方法就是钎焊.加银焊条.焊出来的效果.保证让你满意.找个加工的地 方就知道了. 钢与铜及铜合金焊接时的主要困难是在焊缝及熔合区易产生裂纹。实践证实,为 了保证焊缝具有足够高的抗裂性能,焊缝中铁的质量分数以控制在10%~43%为 宜。 ⑴焊接方法及焊接材料低碳钢与铜及铜合金焊接时,可以分别采用手弧焊、埋 弧焊和钨极氩弧焊。低碳钢与纯铜焊接时采用纯铜作为填充金属材料,如焊条 tcu(t107); 钨极氩弧焊时,采用硅锰青铜qsi3-1焊丝。低碳钢与硅青铜、

不锈钢焊接烟尘中Cr(Ⅵ)及环保型焊材进展最新文档
304不锈钢焊接
格式:pdf
大小:9KB
页数:1P
4.6
天津金桥焊材集团有限公司www.***.*** 304不锈钢焊接 一、概述 304不锈钢(0cr18ni9,aisi304,sus304)是在最初发明的18-8型铬镍奥氏体不锈钢的 基础上发展演变的钢种,是不锈钢的主体钢种,其产量占不锈钢总产量的30%以上。它具 有良好的冷、热加工性能、无磁性和好的低温性能;耐高温方面也比较好,一般使用温度极 限小于650℃。304型不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化 性酸,在实验中得出:浓度≤65%的沸腾温度以下的硝酸中,304不锈钢具有很强的抗腐蚀 性。对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力,以及大气、水、蒸汽中耐 蚀性亦佳。 304不锈钢的良好性能,使其成为应用量最大、使用范围最广的不锈钢牌号,此钢适于 制造深冲成型的部件以及输送腐蚀介质管道、容器,
紫铜与不锈钢焊接
格式:pdf
大小:10KB
页数:5P
4.4
紫铜与不锈钢焊接 【摘要】采用钨极氩弧焊焊接紫铜与不锈钢(或碳钢)的管板接头,进行了系列的焊接工艺 试验,探索出与之相适应的焊接材,其工艺性能良好、操作方便、焊接质量稳定等特点。该 工艺打破了娄似接头采用传统的铺锡钎焊方法,大大降低了工艺程难度、制造成本,缩短了 生产周期、提高焊接接头的强度。 关键词:管板钨极氩弧焊热裂纹强度 —.实验的提出 该试验主要是针对透平膨胀机供油装置上的冷却器紫铜--不锈钢(碳钢)管板接头在焊接 中出现的问题而提出的。该类接头目前采用的是紫铜管与黄铜板材料,这样是为了便于采用 锡钎焊:同时为了提高耐压值使用了胀接工艺,另外为了方便进行整体铺锡,还特意把黄铜 板的管孔附近设计工艺槽。 由于钎焊与胀接是互相矛盾的丁艺,胀接需冷收缩而铺锡要热膨胀,往往先胀接好的管 口一经加热就出现松动现象,造成漏锡及接头强度降低,有些接头根本

不锈钢焊接工艺 (4)
格式:pdf
大小:626KB
页数:17P
4.7
. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
不锈钢焊接工艺 (5)
格式:pdf
大小:17KB
页数:7P
4.6
不锈钢的及焊接及应用 几乎所有的不锈钢都可以使用目前在工业上使用的大多数焊 接方法,包括激光、等离子焊以及在汽车制造中发展起来的电子 束焊接。然而,由于不锈钢与碳钢以及合金钢不同,焊接技术也 有所变化。 首先,要按照工艺规程操作,保持焊缝区以及直接与焊缝相 邻的部位的耐腐蚀性,该部分又被称为热影响区(haz);第 二,最好是保持连接处最佳的力学性能;第三,必须采取某些步 骤使热变形产生的问题最小。 不锈钢和其他钢种的主要不同在与合金含量,它提供了耐腐 蚀性能。在焊接中,必须选择合适的焊条,尽可能选择耐腐蚀性 能与基金属几乎相同或比基金属耐腐蚀性更好的焊接填充金属, 这一点并不总是像所期望的那么明显,例如,308钢焊条通常被 指定焊接304钢,300系列的焊条常常被用于连接400系列的 钢,最好的建议是按照美国焊接协会(aws)对焊条的选择(同 样也是焊接工艺规程)或向焊条制造厂

不锈钢焊接工艺
格式:pdf
大小:626KB
页数:17P
4.6
. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口

不锈钢焊接技术要求
格式:pdf
大小:27KB
页数:2P
4.4
imt992platform supplyvessel不锈钢的焊接技术要求ytrs643-91-07 第2页 共3页 一、总体要求: 1.从事不锈钢施工的焊工及其它相关人员应遵守本工艺。 2.定位焊及正常焊接必须由具有相应等级不锈钢焊工证书的焊工进行 施焊。 二、焊前准备: 1.储存、吊装、运输 1.1不锈钢件储存:应有专用存放架,存放架应为木质或表面喷漆的碳钢支架 或垫以橡胶垫,以与碳钢等其它金属材质隔离。存放时,储存位置应便于吊 运,与其它材料存放区相对隔离,应有防护措施,不锈钢钢管两端加防护盖 以避免灰尘、油污、铁锈对不锈钢的污染。 1.2不锈钢件吊装:吊装时,应采用专用吊具,如吊装带、专用夹头等,严 禁使用钢丝绳以免划伤表面;并且在起吊和放置时,应避免冲击磕碰造成划 伤。 1.3不锈钢件运输:运输时,

不锈钢焊接方案
格式:pdf
大小:16KB
页数:5P
4.4
迁安首钢焦化净化车间 不锈钢管道安装 施工方案 编制: 审核: 迁安首钢焦化项目经理部 2004/3/10 一、编制说明: 本方案为净化车间不锈钢管道安装焊接工程,不锈钢管道安装分煤 气管道和工艺管道,其中不锈钢煤气管分布在硫铵工段,工艺管道中的 不锈钢管分布在硫铵蒸氨部分、硫铵干燥部分、硫铵室外部分、脱硫工 艺及脱硫室内。 二、编制依据: ⑴《工业管道安装工程施工及验收规范》gb50235-97 ⑵《现场设备、工业管道焊接工程施工及验收规范》gb50236-98 三、工程量: 1、煤气管道部分 焊接钢管(316l) d1620×8=24米 d1220×8=60米 2、工艺管道部分 材质:0cr18ni9 d1020×8=10.5米 d920×8=16米 d720×8=14米 d630×6=19.5米 d529×6=15米 材质:316l d18×2.5~
石油化工奥氏体不锈钢焊接 石油化工奥氏体不锈钢焊接
格式:pdf
大小:115KB
页数:1P
4.3
随着科技的不断发展,不锈钢在航空、石油化工,和原子能等工业中得到越来越广泛的应用。奥氏体不锈钢具有较好的稳定性。但在石油化工管道的安装,检修中、所遇到不锈钢的焊接性问题也是层出不穷,我们往往由于对奥氏体不锈钢的焊接性缺乏了解,造成一些不必要的焊接缺陷导致设备利用率,耐蚀性降低,及达不到原有设计所需要的使用性能等缺陷。
不锈钢焊接烟尘中Cr(Ⅵ)及环保型焊材进展相关
文辑推荐
知识推荐
百科推荐


职位:水土保持工程师
擅长专业:土建 安装 装饰 市政 园林


