




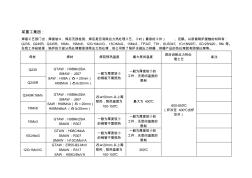
锅炉压力容器焊接工艺
某重工集团: 焊接工艺部门出:焊接坡口、焊后无损检测、焊后是否消除应力热处理工艺、工时(着急的工件)、定额。以前做锅炉接触的材料有: q235、q245r、q345r、16mn、19mn6、12cr1movg、15crmog、15mo3、tp347、t91、sus347、1cr18ni9ti、0cr25ni20、9ni等。 在我工作经验里,锅炉的大部分热处理都是消除应力热处理,前公司除了锅炉也做压力容器,容器产品的热处理就有固溶处理等。 母材焊材焊前预热温度最大层间温度 焊后消除应力热处 理工艺 备注 q235gtaw:h08mn2sia smaw:j507 saw:h08a(δ<20mm) h08mna(δ≥20mm) 一般为厚度较小 的钢板不需预热 一般为厚度较小的 工件,无层间温度的 限制 600-650℃ (炉冷至400℃出炉 空冷) q245r q345r/1

编辑推荐下载

压力管道焊接工艺评定(样式)
格式:pdf
大小:253KB
页数:15P
 4.4
4.4
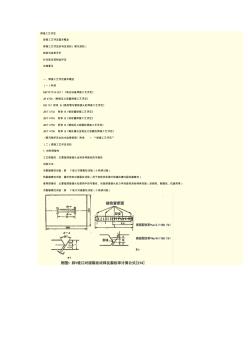
焊接工艺评定 评定单位:陕西建工安装集团有限公司 评定日期:2017-11-10 焊接工艺评定任务书 单位名称:陕西建工安装集团有限公司批准人: 焊接工艺评定任务书编号:yhgpr-10日期:2017-11-10 母材牌号、规格:管道q235管件20#δ=10mm 焊材牌号、规格:e4303、φ3.2、φ4.0 接头形式:管对接焊接方法:smaw焊接位置:平焊 预热和焊后热处理要求:/ 评定标准:gb50236-98现场设备、工业管道焊接工程施工及验收规范 焊缝结构示意图:60o±5° 6 2±12±1 要 求 检 验 的 项 目 外观检查:√无损探伤:射线(√)超声(/)表面(/) 力学及弯曲性能试验 项目拉伸弯曲冲击 试样 数量 接头全焊缝面弯背弯侧弯焊缝热影响区 2//
12.锅炉压力容器焊接工艺评定
格式:pdf
大小:5.0MB
页数:35P
4.6
焊接工艺评定 焊接工艺评定基本概念 焊接工艺评定的判定准则(替代准则) 检验与结果评价 补充规定和附加评定 实施意见 一、焊接工艺评定基本概念 (一)标准 nb/t47014-2011《承压设备焊接工艺评定》 jb4708《钢制压力容器焊接工艺评定》 gb151附录b《换热管与管板接头的焊接工艺评定》 jb/t4734附录b《铝容器焊接工艺评定》 jb/t4745附录b《钛容器焊接工艺评定》 jb/t4755附录b《铜制压力容器的焊接工艺评定》 jb/t4756附录b《镍及镍合金制压力容器的焊接工艺评定》 〈蒸汽锅炉安全技术监察规程〉附录i“焊接工艺评定” (二)焊接工艺评定目的 1.材料焊接性 工艺焊接性:主要指焊接接头出现各种裂纹的可能性 试验方法: 冷裂敏感性试验:斜y坡口对接裂纹试验(小铁研试验) 热裂敏感性试验:窗形拘束对接裂纹试验(用于考
不锈钢焊接工艺评定工程建设锅炉压力容器压力管道热门文档
 奥氏体不锈钢压力容器的焊接工艺
奥氏体不锈钢压力容器的焊接工艺 奥氏体不锈钢压力容器的焊接工艺
格式:pdf
大小:117KB
页数:未知
4.4
奥氏体不锈钢具有良好的焊接性,目前工业上应用最广,焊接时一般不需要采取特殊的工艺措施,本文较详细的分析了奥氏体不锈钢在焊接时产生缺陷的原因和防治措施,通过焊接特点理论和实践分析,只要工艺措施和焊材选用合理,就可以焊出合格的焊缝。
不锈钢焊接工艺评定
格式:pdf
大小:198KB
页数:11P
4.4
受控状态文件编号: of/gyhj-01 发放编号00版本号:a 版 ? 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日 2/112/112 编号:pqr-01 焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 ? 3/113/113 一、焊接工艺评定任务书(表1) 母材 牌号0gr18ni9 接 头 示 意 图 规格d6
论锅炉压力容器压力管道检验的裂纹问题 论锅炉压力容器压力管道检验的裂纹问题
格式:pdf
大小:354KB
页数:未知
4.4
火电厂的锅炉压力容器压力管道裂纹问题是各种缺陷中最不稳定的一种形式,也是影响设备安全性能的主要因素。因此,其必须在特种设备检验中得到及时的发现,以施行合理的应对措施,避免造成生命和财产的损害。主要对锅炉压力容器压力管道检验过程中所出现的裂纹问题进行了分析。
锅炉压力容器压力管道检验中的裂纹问题研究 锅炉压力容器压力管道检验中的裂纹问题研究
格式:pdf
大小:168KB
页数:未知
4.8
主要从相关文献及实际工作经验出发对锅炉压力容器管道检验中裂纹问题的宏观及微观特征进行分析和研究。
锅炉压力容器压力管道检验中的裂纹问题 锅炉压力容器压力管道检验中的裂纹问题
格式:pdf
大小:124KB
页数:1P
4.4
随着科学技术的发展,锅炉已广泛应用于人们的日常生活和工业生产中,其安全性显得尤其重要.本文分析了锅炉压力容器压力管道检验中常见的几种裂纹问题,并提出预防措施,以供相关人员参考.
不锈钢焊接工艺评定工程建设锅炉压力容器压力管道精华文档
锅炉压力容器压力管道检验中的裂纹问题 锅炉压力容器压力管道检验中的裂纹问题
格式:pdf
大小:58KB
页数:2P
4.6
锅炉压力容器压力管道检验措施的有效落实,一方面能够更全面的审核锅炉容器使用的可靠性与稳定性,避免使操作人员在不知情的情况下受到事故伤害;另一方面,凭借裂纹防治对策,更便于维持锅炉压力容器的使用寿命。本文基于锅炉压力管道检验内容与方法展开分析,在明确裂纹类型与防治措施同时,期望为后续锅炉压力容器管道体系的检修与管理提供更全面的技术参照。

钢制压力容器焊接工艺评定
格式:pdf
大小:1.1MB
页数:30P
4.7
钢制压力容器焊接工艺评定 1主题内容与适用范围 本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。 本标准适用于钢制压力容器的气焊、手弧焊、氩弧焊、熔化极气体保护焊、钨极气体保 护焊、电渣焊、耐蚀层堆焊的焊接工艺评定。 2引用标准 gb150-89钢制压力容器 gb228-87金属拉伸试验方法 gb232-88金属弯曲试验方法 gb912-82普通碳素结构钢和低合金结构钢薄钢板技术条件 gb2106-80金属夏比(v型缺口)冲击试验方法 gb2270-80不锈钢无缝钢管 gb3274-88碳素结构钢和低合金结构钢热轧厚钢板和钢带 gb3323-87钢熔化焊对接接头射线照相和质量分级 gb3531-83低温压力容器用低合金钢厚钢板技术条件 gb4237-84不锈钢热轧钢板 gb5681-85压力容器用热轧钢带 gb6479-86化肥设备用高
钢制压力容器焊接工艺评定2
格式:pdf
大小:262KB
页数:71P
4.6
钢制压力容器焊接工艺评定》标准释义 一、前言 jb708—1992《钢制压力空器焊接工艺评定》发布之日起便结束了我 国压力容器行业各方面没有一致认可的焊接工艺评定标准的忆局面, 它的实施为确保压力容器焊接质量起到了积极推动作用。 jb4708—1992起草于1987年,当时国内焊接工艺评定刚刚起步,各 方面军对焊接工艺评定的认识并不完全相同。各压力容器制造单位的 焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人 员普遍缺乏,制订标准时充分考虑了面临的实际情况,而在相应条款 中做出规定。10多年来压力容器待业发生了巨大变化,数以10万计 的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制 造、安装单位的焊接技术素质普遍有了很大提高,国内近100家压力 容器制造单位取得了美国机械工程师学会的授权证书及钢印,具有国 际权威性的规范asme《锅炉及压力容
锅炉压力容器压力管道精简讲义
格式:pdf
大小:724KB
页数:47P
4.4
videoconference,secretaryoftheprovincialcommitteeofxiabaolongstressed:thisyearisthe"fivewatertreatment""357"timetables"forthreeyearstoresolveoutstandingissues,obviouslyworked,"victoryoftheyear.thecounty'sdepartmentsatalllevelsmustfirmlyestablishthe"guanghuiisgoldandsilver"greendevelopmentconcept,convincedthatcastleisnotr
锅炉压力容器压力管道检验中的裂纹问题研究 锅炉压力容器压力管道检验中的裂纹问题研究
格式:pdf
大小:134KB
页数:未知
4.6
压力锅容器是盛装易燃、易爆以及有毒介质的一种特殊设备。高温高压或有爆炸危险是它的工作状态。发生事故后,后果十分严重。在工业生产中锅炉压力容器压力管道检验是一项非常重要的工作,锅炉压力容器工作的安全与效率是由锅炉压力容器压力管道检验的质量来决定的。因此,锅炉压力容器,特种设备质量的安全性比其他实体更为重要。本文就锅炉压力容器压力管道检验问题进行探讨。
不锈钢焊接工艺评定工程建设锅炉压力容器压力管道最新文档
钢制压力容器焊接工艺评定讲义
格式:pdf
大小:71KB
页数:10P
4.5
钢制压力容器焊接工艺评定 jb4708-2000讲义 主讲人:石学军 前言 焊接工艺评定是保证产品焊接质量的重要措施,世界各国均制订了有关于焊接工艺 评定的规范和标准,规定了焊接工艺评定的内容和方法。如: 欧洲的en288, 电力的sd340-89 机械工业、石油和化学工业的jb4708-2000 美国asme标准第九卷《焊接及钎接评定》 通过焊接工艺评定,可以验证施焊单位拟订的焊接工艺的正确性,并评定施焊单位 的生产加工能力。同时,焊接工艺评定为制订正式的焊接工艺规程和焊接工艺指导书提供了可 靠的依据,这对于制订合理的焊接工艺,确保锅炉、压力容器生产的焊接质量有着重要的意义。 重要因素 重要因素是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。 焊条电弧焊的重要因素有焊条牌号和预热温度等。预热温度比已评定的合格值降低 50℃以上。 埋弧焊的重要因素有药芯焊丝牌号
压力容器焊接工艺评定因素的优化
格式:pdf
大小:158KB
页数:2P
4.5
焊接工艺评定时,应对一些重要因素和补加因素进行优化,包括:应选用非低氢性焊条,焊接的电流和极性尽量采用直流反接;焊条直径应尽量选用大于6mm;焊接位置应尽量采用向上立焊;预热温度应尽量选下限;层间温度应记录最大值;应尽量选用最大的焊接电流、电压和最小的焊接速度;确定焊后热处理试件的保温时间的时,应至少考虑该试件适用的焊件母材最大厚度对应的热处理保温时间。
压力管道通用焊接工艺规程(不锈钢)
格式:pdf
大小:16KB
页数:2P
4.8
压力管道通用焊接工艺规程(gd03) 1.总则 1.1本规程适用于按sh3501-2002《石油化工剧毒、可燃介质管道施工及验收规范》、gb50235-97《工业金属管道 规程施工及验收规范》及gb50236《现场设备、工业管道焊接工程施工及验收规范》等标准施工验收的材 质等及其与0cr18ni9ti、奥氏体不锈钢管道的焊接。 1.2本规程编制所依据的焊接工艺评定号: 1.3所有参加焊接的焊工,均必须按《锅炉压力容器压力管道焊工考试与管理规则》进行考试,并取得相应的焊 工资格。 2.焊前准备 2.1坡口加工后应进行外观检查,其表面不得与裂纹、夹层等缺陷。 2.2焊接接头组对前,应用手工或机械方法清理内外表面,在坡口两侧20mm范围不得有油漆、毛刺、锈斑、氧 化皮及其他对焊接过程有害的杂物,并用丙酮或酒精擦净。 2.3不锈钢管道采用手工电弧焊时,坡口
锅炉压力容器压力管道焊工考试与管理规则
格式:pdf
大小:547KB
页数:42P
4.7
锅炉压力容器压力管道焊工考试与管理规则 第一章总则 第一条根据《锅炉压力容器安全监察暂行条例》、《压力管道安 全管理与监察规定》,为加强焊工管理工作,保证锅炉、压力容器(含 气瓶,下同)和压力管道的焊接质量,制定本规则。 第二条本规则适用于各类钢制锅炉、压力容器和压力管道受压元 件焊接的焊工考试,主要包括: (一)受压元件焊缝; (二)与受压元件相焊的焊缝; (三)熔入永久焊缝内的定位焊缝; (四)受压元件母材表面堆焊。 其它设备的焊工考试可参照本规则。 第三条钢制锅炉、压力容器和压力管道的焊条电弧焊、气焊、钨 极气体保护焊、熔化极气体保护焊、埋弧焊、电渣焊、摩擦焊和螺柱焊 等方法的焊工考试及管理应符合本规则要求;钛和铝材的焊工考试内容、 方法和结果评定分别按jb4745《钛制压力容器》和jb4734《铝制压力 容器》中的规定;铜和镍材的焊工考试内容、方法和结果评定按g

《锅炉压力容器压力管道焊工考试与管理规则》
格式:pdf
大小:800KB
页数:23P
4.7
锅炉压力容器压力管道焊工考试与管理规则 1 国家质量监督检验检疫总局 锅炉压力容器压力管道焊工 考试与管理规则 国家质量监督检验检疫总局锅炉压力容器安全监察局 锅炉压力容器压力管道焊工考试与管理规则 2 国家质量监督检验检疫总局文件 国质检锅[2002]109号 关于印发《锅炉压力容器压力管道 焊工考试与管理规则》的通知 各省、自治区、直辖市质量技术监督局,国务院有关部、委、集团公司, 新疆生产建设兵团质量技术监督局,有关单位: 为提高焊工的焊接水平,保证锅炉压力容器产品的焊接质量,在总结 各地执行有关锅炉压力容器焊工考试规则情况的基础上,根据我国当前锅 炉压力容器压力管道安全监察工作需要,组织有关专家研究制定了《锅炉 压力容器压力管道焊工考试与管理规则》。现印发你们,请遵照执行。 附件:锅炉压力容器压力管道焊工考试与管理规则 二○○二年四月十八日 锅炉压力容器压力管道

锅炉压力容器压力管道焊工考试与管理规则 (2)
格式:pdf
大小:2.4MB
页数:31P
4.7
锅炉压力容器压力管道焊工 考试与管理规则 国家质量监督检验检疫总局锅炉压力容器安全监察局 1 第一章总则 第一条根据《锅炉压力容器安全监察暂行条例》、《压力管道安 全管理与监察规定》,为加强焊工管理工作,保证锅炉、压力容器(含气 瓶,下同)和压力管道的焊接质量,制定本规则。 第二条本规则适用于各类钢制锅炉、压力容器和压力管道受压元 件焊接的焊工考试,主要包括: (一)受压元件焊缝; (二)与受压元件相焊的焊缝; (三)熔人永久焊缝内的定位焊缝; (四)受压元件母材表面堆焊。 其他设备的焊工考试可参照本规则。 第三条钢制锅炉、压力容器和压力管道的焊条电弧焊
压力管道焊接工艺规程
格式:pdf
大小:83KB
页数:5P
4.5
1 山西省晋中建设集团设 备安装工程有限公司 电弧焊焊接工艺规程文件编号:yl2012—06 工艺规程内容 工艺编号:yl2012—01 第1张共7张 1、适用范围 本焊接工艺规程适用于我公司采用手工电弧焊、钨极氩弧焊工艺的各类压力管道的焊接。 2、焊工要求 2.1焊工必须按《锅炉压力容器焊工考试规则》进行考试,并取得焊工合格证,方能在有效期内 从事合格项目的焊接工作。 2.2焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。 2.3产品焊接完成后,按yl2012—06规定在指定部位打上焊工代号钢印,且应做好焊接记录。 3、管材和焊材要求 3.1用于压力管道安装的管材和焊接材料,应具备制造厂的质量证明书,应明确牌号和批号,并 按jb/t3375-2002《压力管道用材料入厂验收规则》进行入厂检验,未经检验或检验不合格不应 使用,焊接用引弧板、收

压力管道焊接工艺卡
格式:pdf
大小:44KB
页数:2P
4.5
压力管道焊接工艺卡 产品名称制造编号管道类别焊接工艺评定编号焊缝编号第1页 西美中压 管道 gb1hp-1共1页 材料编号20# 材料规格159×4.5 焊接方法gtaw/smaw 焊接 电源 种类直流 极性正接 接头与坡口 型式 对接、双边v型 焊缝位置立焊焊前 预热 加热方式——层间温度—— 温度范围——测温方法—— 焊后 热处 理 种类——保温时间—— 加热方式——冷却方式—— 温度范围——测温方法—— 焊接工艺参数 焊层 焊材 牌号 焊材 直径 (mm) 焊接 电流 (a) 电弧 电压 (v) 焊接速度 (cm/min) 保护气体 流量 (l/min) 1 h08mn 2sia φ2.01101548 2j422φ3.2110217—— 压力管道焊接工艺卡 产品名称

压力管道焊接工艺卡
格式:pdf
大小:378KB
页数:6P
4.6
焊接工艺卡 焊接工艺评定编号pqr-wd-015 焊接部件zq、zd 母材类别ⅲ-2 坡口形式:焊接方法gtaw/smaw 焊接位置管状水平固定(5g) 厚度(mm)δ=9、10、11、13 外径(mm)φ=194、219、273、325 焊条r307 焊丝tig-r30 焊前准备 清除坡口两侧20mm范围内所有油漆、铁 锈等杂质,检查坡口形式及对口情况。 预热层间 温度 (℃) 焊后热处理 加热 方法 加热温度 (℃) 加热 方法 升温速率 (℃/h) 加热温度 (℃) 恒温时间(h) 降温速率 (℃/h) 电加热200-300≯400电加热≯300670-700 δ=9、10、11时0.5h δ=13时0.5h ≯300 保护气体氩气,纯度为99.95%以上,流量为8~9l/min。
不锈钢焊接工艺评定工程建设锅炉压力容器压力管道相关
文辑推荐
知识推荐
百科推荐


职位:城更规划师
擅长专业:土建 安装 装饰 市政 园林


