

不锈钢复合板的焊接工艺 (2)
格式:pdf
大小:196KB
页数:5P
人气 :72
 4.3
4.3
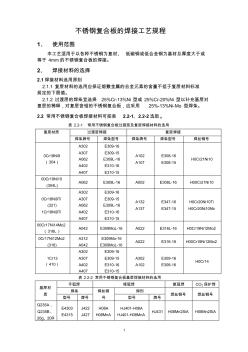
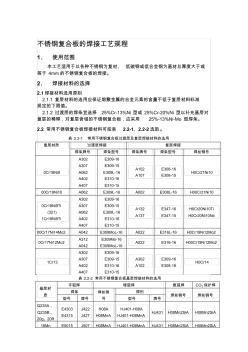
1 不锈钢复合板的焊接工艺规程 1、 使用范围 本工艺适用于以各种不锈钢为复材、 低碳钢或低合金钢为基材总厚度大于或 等于 4mm的不锈钢复合板的焊接。 2、 焊接材料的选择 2.1焊接材料选用原则 2.1.1 复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准 规定的下限值。 2.1.2 过渡层的焊条宜选择 25%Cr-13%Ni 型或 25%Cr-20%Ni 型以补充基层对 复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%Ni-Mo 型焊条。 2.2 常用不锈钢复合板焊接材料可按表 2.2-1、2.2-2选取。 表 2.2-1 常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质 过渡层焊接 复层焊接 焊条牌号 焊条型号 焊条牌号 焊条型号 焊丝钢号 0Cr18Ni9 (304) A302 A307 A062 A402 A407 E309-16



不锈钢复合板的焊接工艺
1 不锈钢复合板的焊接工艺规程 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或 等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 2.1.1复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准 规定的下限值。 2.1.2过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补充基层对 复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。 表2.2-1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条牌号焊条型号焊条牌号焊条型号焊丝钢号 0cr18ni9 (304) a302 a307 a062 a402 a407 e309-16
 不锈钢复合板槽的焊接工艺
不锈钢复合板槽的焊接工艺 不锈钢复合板槽的焊接工艺
分析了q235b+321不锈钢复合板的焊接性,对复合板进行了焊接工艺评定,确定了q235b+321不锈钢复合板的焊接工艺。施焊过程中通过严格执行工艺规范,既保证了焊接质量,又提高了焊接效率,满足设计要求。
编辑推荐下载
不锈钢复合板焊接裂纹的返修 不锈钢复合板焊接裂纹的返修
格式:pdf
大小:37KB
页数:1P
4.4
我厂在焊接复合板材质20r+00cr19ni14mo2(板14mm+3mm)压力容器时,因供货质量原因,在焊接时焊缝区及相邻母材100mm*100mm范围内出现了大量裂纹,有些裂纹是贯穿性的,针对这一缺陷制定了以下返修工艺。
不锈钢复合板焊接(全
格式:pdf
大小:170KB
页数:4P
4.3
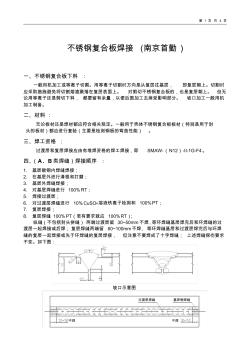
第1页共4页 不锈钢复合板焊接(南京首勤) 一、不锈钢复合板下料: 一般用机加工或等离子切割。用等离子切割时方向是从复层往基层,即复层朝上。切割时 应采取措施避免将切割熔渣溅落在复层表面上。对剪切不锈钢复合板的,也是复层朝上。但无 论用等离子还是剪切下料,都要留有余量,以便后面加工去掉受影响部分。坡口加工一般用机 加工制备。 二、材料: 无论板材还是焊材都应符合相关规定。一般用于壳体不锈钢复合板板材(特别是用于封 头的板材)都应进行复验(主要是检测钢板的弯曲性能)。 三、焊工资格: 过渡层和复层焊接应由有堆焊资格的焊工焊接,即smaw-(n12)-ii-1g-f4。 四、(a、b类焊缝)焊接顺序: 1.基层碳钢内焊缝焊接; 2.在基层外进行清根和打磨; 3.基层外焊缝焊接; 4.对基层焊缝进行100%rt; 5.焊接过渡层; 6.对过渡层焊
不锈钢复合板焊接工艺热门文档

不锈钢复合板焊接(全)
格式:pdf
大小:170KB
页数:4P
4.5
第1页共4页 不锈钢复合板焊接(南京首勤) 一、不锈钢复合板下料: 一般用机加工或等离子切割。用等离子切割时方向是从复层往基层,即复层朝上。切割时 应采取措施避免将切割熔渣溅落在复层表面上。对剪切不锈钢复合板的,也是复层朝上。但无 论用等离子还是剪切下料,都要留有余量,以便后面加工去掉受影响部分。坡口加工一般用机 加工制备。 二、材料: 无论板材还是焊材都应符合相关规定。一般用于壳体不锈钢复合板板材(特别是用于封 头的板材)都应进行复验(主要是检测钢板的弯曲性能)。 三、焊工资格: 过渡层和复层焊接应由有堆焊资格的焊工焊接,即smaw-(n12)-ii-1g-f4。 四、(a、b类焊缝)焊接顺序: 1.基层碳钢内焊缝焊接; 2.在基层外进行清根和打磨; 3.基层外焊缝焊接; 4.对基层焊缝进行100%rt; 5.焊接过渡层; 6.对过渡层焊
不锈钢复合板的焊接
格式:pdf
大小:52KB
页数:5P
4.6
不锈钢复合板的焊接 一、概述 不锈钢复合板是用较薄的不锈钢板(304l、316l、321等) 与较厚的低碳钢板或合金钢板复合而成,复合方法一般采用爆炸 法、轧制法或爆炸轧制法。不锈钢复材的厚度一般在3-6mm,而 基材的厚度则可能根据需要确定为10以上的任意厚度。目前我 公司所使用的复合板基材的最大厚度为96mm. 由于不锈钢复合板存在珠光体钢与奥氏体钢两种材质,所以 焊接过程中除了考虑到珠光体基材的接头性能和奥氏体复材的 性能要求外,还存在着异种钢的焊接问题。因此在焊接不锈钢复 合板的过程中同时具有珠光体钢、奥氏体钢和异种钢的焊接特 点,并且由于特殊的用途及散热情况和应力状态的影响复合板的 焊接还具有他自己的特点。 不锈钢复合板产品有两种强度计算方式,一种是只计算基材 的强度而复材仅考虑其抗腐蚀或抗氧化性能,另一种是基材和复 材都参与强度计算。后者对焊接提出了更高的要求
1Cr13不锈钢复合板的焊接工艺
格式:pdf
大小:123KB
页数:2P
4.7
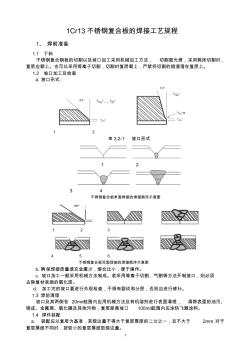
1 1cr13不锈钢复合板的焊接工艺规程 1、焊前准备 1.1下料 不锈钢复合钢板的切割以及坡口加工采用机械加工方法,切割面光滑,采用剪床切割时, 复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。 1.2坡口加工及检查 a.坡口形式: 12 图3.2-1坡口形式 12 34 不锈钢复合板单面焊接的焊接顺序示意图 123 45
不锈钢复合板制坯焊接工艺改进 不锈钢复合板制坯焊接工艺改进
格式:pdf
大小:2.0MB
页数:1P
4.6
不锈钢复合板真空制坯多采用对称组坯方式,焊接填充量大,生产效率不高,本文对制坯的焊接工艺进行了改进,减少了填充量,提升了制坯速度,并满足轧制过程对于焊道强度的要求,供同行商榷和参考.
大直径锻件凸缘与不锈钢复合板简体的焊接工艺 大直径锻件凸缘与不锈钢复合板简体的焊接工艺
格式:pdf
大小:274KB
页数:未知
4.7
对13mnnimor+s31603锈钢复合钢板20mnmonb+s31603锻件进行了焊接性分析,针对大直径凸缘马鞍形对接焊缝结构特点,制订合理的焊接工艺,并对焊接过程中预热温度、焊后消氢及焊后热处理等工艺的合理调整,有效防止了冷裂纹的产生,保证了产品焊接质量。
不锈钢复合板焊接工艺精华文档
噶米xf不锈钢复合板的焊接工艺规程-不锈钢复合板的焊接工艺
格式:pdf
大小:215KB
页数:5P
4.5
不锈钢复合板的焊接工艺规程 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或 等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 2.1.1复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准 规定的下限值。 2.1.2过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补充基层对 复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。 表2.2-1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条牌号焊条型号焊条牌号焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15
浅析真空制盐蒸发罐不锈钢复合板的焊接工艺 浅析真空制盐蒸发罐不锈钢复合板的焊接工艺
格式:pdf
大小:210KB
页数:未知
4.5
云阳60万吨/年真空制盐工程,i-v效蒸发罐覆层为316l不锈钢,基层为16mn低合金钢,为对这两种材质复合焊接积累经验,更科学、更准确的完善不锈钢复合板的焊接工艺,文章阐述了从不锈钢复合板基层、过渡层到覆层的焊接方法、焊接顺序以及操作要领的选择及实施结果。
不锈钢复合板焊接质量控制研究 不锈钢复合板焊接质量控制研究
格式:pdf
大小:79KB
页数:2P
4.7
在对不锈钢复合板焊接性进行系统分析的基础上,结合焊接工艺评定和生产实践,研究了不锈钢复合板焊接过程中的质量控制,对确保其焊接质量具有重要意义。
压力容器用不锈钢复合板焊接性能探析 压力容器用不锈钢复合板焊接性能探析
格式:pdf
大小:106KB
页数:1P
4.6
压力容器生产过程中,不锈钢复合板是最为常见的材料。不锈钢复合板强度高,具有良好的抗腐蚀性能,并且耐磨损、寿命较长,较奥氏体不锈钢更具优势。然而,不锈钢复合板焊接过程中,由于复合层厚度不均,会导致加工坡口时出现剥离不净的情况,使得焊接缝中的合金元素含量上升。上述情况会造成焊接缝变脆,对焊接质量产生一定程度影响。基于此,本文对压力容器用不锈钢复合板焊接性能进行了分析,并提出了相关观点,以供参考。
不锈钢复合板水解塔的焊接 不锈钢复合板水解塔的焊接
格式:pdf
大小:390KB
页数:3P
4.6
根据不锈钢复合板的特性,分析了16mnr+316l不锈钢复合板的焊接性,对焊接工艺进行了评定试验,确定了焊接工艺,保证了设备的焊接质量,提高了焊接效率。
不锈钢复合板焊接工艺最新文档

不锈钢复合板焊接技术要点
格式:pdf
大小:9KB
页数:4P
4.6
不锈钢复合板焊接技术要点 1.焊接方法的选择 焊接不锈钢复合板时,基层大都采用焊条电弧焊。对于直径大、厚度大的不锈钢复合板产品, 基层也可以采用埋弧焊。基层采用埋弧焊的优越性是多方面的:生产效率高、焊缝质量优、 表面成形美观、劳动条件好、节省焊接材料和电能。过渡层和复层焊接,最常用的方法是焊 条电弧焊。 2.焊接工艺评定 gbl501998《钢制压力容器》规定,凡是新材料、新焊接工艺均应进行焊接工艺评定。 焊接工艺评定应以可靠的钢材焊接性能试验为依据,并在产品焊接之 前完成。不锈钢复合板能否通过焊接工艺评定,是不锈钢复合板焊接的关键所在。目前,不 锈钢复合板的焊接工艺评定应按照jb4708~2000《钢制压力容器焊接工 艺评定》附录a(标准的附录)“不锈钢复合钢焊接工艺评定”进行,并遵守该标准正文的有关 规定。 3.焊接材料的选择 不锈钢复合板的焊接材料按照jb
不锈钢复合板的焊接 (2)
格式:pdf
大小:213KB
页数:6P
4.7
不锈钢复合板的焊接 不锈钢复合板是由复层(不锈钢)和基层(碳钢、低合金钢等)复合轧制而成的双金属, 由复层保证耐蚀性能,强度主要靠基层获得,这样可以节约大量不锈钢,具有良好的经济 价值。不锈钢复合板由于具有良好的综合性能和价格上风,在石油化工、食品产业等领域 得到日益广泛的应用。不锈钢复合板焊接既不同于不锈钢,也不同于碳钢或低合金钢,而 有其特点和难点。 一、不锈钢复合板的焊接特点 从设计角度考虑,不锈钢复合板的基层主要是保证强度,复层主要是保证其耐蚀性能, 中间增加的过渡层只是焊接工艺的需要。为了保证复合钢板不失往其原有的综合性能,需 要对基层和复层分别焊接。除了基层和复层的焊接外,还有过渡层焊接的题目,这是不锈 钢复合板焊接的主要特点。复层焊缝和基层焊缝之问,以及复层焊缝与基层母材交界处宜 采用过渡焊缝。基层和复层的过渡层焊接是不锈钢复合板焊接的关键。 二、不锈钢复合板焊接技术要点 1
Q345RS31603不锈钢复合板焊接工艺-精选文档
格式:pdf
大小:9KB
页数:5P
4.7
q345r+s31603不锈钢复合板焊接工艺 1复合板简述 金属复合板是指在不降低使用效果(防腐性能、机械强度等) 的前提下,在一层金属板上覆以另外一种金属板,两种板材间使 用爆炸焊接的方式形成金属间的键合,是一种固相结合。相比使 用碳钢板材,不锈钢复合板耐腐蚀性能优于碳钢板材,可延长设 备在海洋环境中的服役年限;相比纯不锈钢板材,使用复合板可 大大降低成本费用。选用复合板作为主材实现了设计可靠性、安 全性及节约资源、降低成本的目的。 q345r+s31603不锈钢金属复合板,基层使用q345r板材 (gb713-2008),覆层使用s31603不锈钢板材(gb24511-2009), 由复层保证耐蚀性能,基层保证强度要求。见图1。 2制定焊接工艺 q345r+s31603不锈钢金属复合板焊接,如果使用的焊接工 艺不合理,容易导致焊缝缺陷、降低焊缝的力学性能
不锈钢复合板标准
格式:pdf
大小:26KB
页数:2P
4.3
《不锈钢复合板》检验工厂标准 1、范围 本标准规定了采用粘结法生产的不锈钢复合钢板和钢带的分类、尺寸、技术 要求、验收规则、试验方法、包装、标志及质量证明书等。 本标准适用以不锈钢做复层、碳素钢镀锌板做基层的厚度在0.8~1.5mm的 复合钢板和钢带。 2、定义 2.1不锈钢复合钢板和钢带:以碳素钢镀锌板为基层,采用粘结法在其一面 或两面整体地连续地包覆一定厚度不锈钢的复合材料。 2.2复层:复合钢板中接触工作介质起耐腐蚀作用的不锈钢层。 2.3基层:复合钢板中主要承受结构强度的碳素钢或低合金钢。 2.4结合率:复合钢板复基层间呈冶金焊合状态的面积占总界面面积的百分 率。 2.5内弯、外弯:不锈钢复层在弯曲圆弧内侧的冷弯试验叫内湾。复层在外 的叫外弯。 3、尺寸外形偏差 复层厚度允差复合钢板宽度允差复合钢板不平度 ≯复合公称尺寸±10%按gb7094mm/m 4
不锈钢复合板检验标准
格式:pdf
大小:38KB
页数:3P
4.8
常松《不锈钢复合板》检验标准 1范围 本标准规定了采用粘贴法生产的不锈钢复合钢板和钢带(以下简称“复合板 (带)”)的术语和定义、分类、尺寸、技术要求、验收规则、试验方法、包装、 标志及质量证明书等。 本标准适用于以不锈钢做复层(表层),碳素钢(镀锌板)做基层的复合板 (带)。包括用于制造是有、化工、轻工、海水淡化、核工业的各类压力容器等 结构件的不锈钢复层厚度≥1mm的复合中厚板,以及用于轻工机械、食品、炊具、 建筑、装饰、焊管、铁路客车、医院卫生、环境保护等行业的设备或用具制造需 要的复合厚度≤0.8mm的复合板(带)。 2术语及定义 本标准采用下列术语及定义: 2.1 不锈钢复合钢板和钢带stainlesssteelcladplates,sheetsandstrips 以碳素钢(镀锌板)为基层,采用粘贴法,在其一面整体连续地包裹一定厚 度不锈钢的复
不锈钢复合板的优点
格式:pdf
大小:10KB
页数:1P
4.6
常州辛普森钢业有限公司—双金属复合板,不锈钢复合板厂家,不锈钢水箱板,电梯板 不锈钢复合板的优点 来源:常州辛普森钢业有限公司 不锈钢复合板是以碳钢基层与不锈钢覆层结合而成的复合板钢板。它的主要特点是碳钢 和不锈钢形成牢固的冶金结合。可以进行热压、冷弯、切割、焊接等各种加工,有良好的工 艺性能。广泛应用于石化、电力设备、粮食加工、制碱、制硝、制盐、制糖、水利、造纸等 行业。 那么,不锈钢复合板有哪些优点呢? 1、使用不锈钢复合板替代原来的纯不锈钢板,能够降低设备成本,而设备的使用却不 受影响。不锈钢复合板可用于脱硫塔、蒸氨塔、脱苯塔等,成本低,耐腐蚀;以脱苯塔为例, 采用不锈钢复合板代替纯不锈钢板,成本可下降30%以上。 2、不锈钢复合板保留了纯不锈钢的耐腐蚀,耐磨、抗磁的性能以及外表美观的特点, 又兼具有碳钢良好的可焊性、成形性、拉伸性、导热性的特点。可广泛的使用于焦化
内衬不锈钢复合板的优势列举
格式:pdf
大小:40KB
页数:6P
4.7
不锈钢复合板的预热温度和层间温度的差别 不锈钢复合板焊前预热和层间温度的控制对减少裂纹的形成有一定影响。预热温度过高, 会导致不锈钢复合板焊缝的冷却速度变慢,有可能引起焊接接头晶粒边界碳化物的析出和形 成铁素体组织,大大地降低接头的冲击韧性。预热温度过低,则起不到预热的作用,无法防止裂 纹的形成。不锈钢复合板与碳钢焊接的预热温度和层间温度要控制在150~300℃。 不锈钢复合板的焊前准备,不锈钢复合板的切割以及坡口加工尽量采用机械加工方法,切割 面应光滑,采用剪床切割时,复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割 的熔渣落在复层上。 不锈钢复合板坡口加工及检查,坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参 照图其他选用。坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。坡口加工一 般采用机械方法制成。若采用等离子切割,
不锈钢复合板焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:安证资料员
擅长专业:土建 安装 装饰 市政 园林


