

钣金结构件设计规范
格式:pdf
大小:639KB
页数:19P
人气 :59
 4.7
4.7
目 次 前 言............................................. 错误!未定义书签。 1 范围和简介.........................................................4 1.1 范围 .................................................4 1.2 简介 .................................................4 1.3 关键词 ...............................................4 2 规范性引用文件.....................................................4 3 冲裁...................



钣金结构件可加工性设计规范-华为
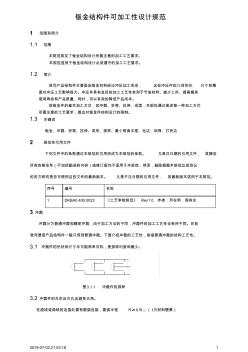
2019-07-02,21:53:181 钣金结构件可加工性设计规范 1范围和简介 1.1范围 本规范规定了钣金结构设计所要注意的加工工艺要求。 本规范适用于钣金结构设计必须遵守的加工工艺要求。 1.2简介 我司产品结构件主要是由钣金材料经过冲压加工而成,这些冲压件的几何形状、尺寸和精 度对冲压工艺影响很大。冲压件具有良好的加工工艺性有利于节省材料、减少工序、提高模具 使用寿命和产品质量,同时,可以有效的降低产品成本。 按钣金件的基本加工方式,如冲裁、折弯、拉伸、成型,本规范通过阐述每一种加工方式 所要注意的工艺要求,提出对钣金件结构设计的限制。 1.3关键词 钣金、冲裁、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边 2规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后 所有的修改单(不包括勘误的内容)或修订版

钣金结构件可加工性设计规范
dkba 华为技术有限公司企业技术规范 dkba4031-2003.06 钣金结构件可加工性设计规范 2003-06-30发布2003-07-xx实施 华为技术有限公司发布 密级:内部公开/秘密dkbaxxxx.-2002.xx 2013-04-28,11:58:352 目次 前言..............................................................5 1范围和简介.........................................................6 1.1范围.................................................6 1.2简介.............................
编辑推荐下载
9.华为钣金结构件可加工性设计规范
格式:pdf
大小:682KB
页数:21P
4.6
dkba 华为技术有限公司企业技术规范 dkba4031-2003.06 钣金结构件可加工性设计规范 2003-06-30发布2003-07-xx实施 华为技术有限公司发布 密级:内部公开/秘密dkbaxxxx.-2002.xx 2013-07-16,06:28:592 目次 前言..............................................................5 1范围和简介.........................................................6 1.1范围.................................................6 1.2简介......................................

机柜结构件设计规范
格式:pdf
大小:202KB
页数:18P
4.4
内部公开 -1- 机柜结构件设计规范 内部公开 -2- 目次 前言............................................................5 1.范围和简介........................................................6 1.1范围....................................................6 1.2简介....................................................6 1.3关键词..................................................6 2.剪板下料 2.1板材的种类及尺寸规格.............
钣金结构件设计规范热门文档
华为企业技术规范-钣金结构件可加工性设计规范
格式:pdf
大小:680KB
页数:21P
4.7
dkba 华为技术有限公司企业技术规范 dkba4031-2003.06 钣金结构件可加工性设计规范 2003-06-30发布2003-07-xx实施 华为技术有限公司发布 密级:内部公开/秘密dkbaxxxx.-2002.xx 2019-07-02,21:48:492 目次 前言..............................................................5 1范围和简介.........................................................6 1.1范围.................................................6 1.2简介......................................
钣金结构件检验作业指导书
格式:pdf
大小:8KB
页数:3P
4.6
钣金结构件检验作业指导书 1范围 本标准适用于xx电器实业有限公司加工的结构件(冷作件、电镀件、铝型材等) 的质量检验标准。 2引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用 文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准, 然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡 是不注日期的引用文件,其最新版本适用于本标准。 电镀锌技术规范 产品表面外观缺陷的限定标准 铝型材表面处理技术规范 冷轧钢板及钢带技术规范 冷轧电镀锌钢板及钢带技术规范 耐指纹钢板及钢带技术规范 表面粗糙度参数及其数值 3术语 3.1焊接 指用适当的手段,使两个分离的金属物体(同种金属或异种金属)产生原子或分 子间结合而连接成一体的连接方式。 3.2a级表面 指零件装配成完整产品后处于正常视觉范围内可见的表面。 3.
钣金设计规范
格式:pdf
大小:546KB
页数:15P
4.4
钣金设计规范 一.范围 本设计规范规定了钣金件设计的一般要求和ups需注意的要求 本设计规范适用于ups产品中使用的钣金零件,其它产品可参考使用 二.常用板金材料及加工工艺 1.常用的钣金材料对照表 代号中文名称代号中文名称 secc电镀锌板spte马口铁 spcc冷轧板sus不锈钢 sgld覆铝锌钢板al-crs铝包铁 al铝板picu磷青铜 sgcc热浸镀锌sphc黑铁热轧板 sup弹簧钢 2.常用钣金材料,厚度,规格,表面保护处理。 (1)电镀锌钢板(secc):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持 了冷轧板的加工性。 常用板厚(mm):0.8、1.0、1.2、1.5、2.0 用途:ups机壳、门板、面板及内部结构件。 (2)冷轧板(spcc):无防锈能力,表面需电镀或烤漆。 常用板厚(mm)

华为钣金设计规范
格式:pdf
大小:680KB
页数:21P
4.6
dkba 华为技术有限公司企业技术规范 dkba4031-2003.06 钣金结构件可加工性设计规范 2003-06-30发布2003-07-xx实施 华为技术有限公司发布 密级:内部公开/秘密dkbaxxxx.-2002.xx 2019-07-22,00:04:272 目次 前言..............................................................5 1范围和简介.........................................................6 1.1范围.................................................6 1.2简介......................................
钣金结构件设计规范精华文档
钣金设计规范(1)
格式:pdf
大小:547KB
页数:15P
4.6
钣金设计规范 一.范围 本设计规范规定了钣金件设计的一般要求和ups需注意的要求 本设计规范适用于ups产品中使用的钣金零件,其它产品可参考使用 二.常用板金材料及加工工艺 1.常用的钣金材料对照表 代号中文名称代号中文名称 secc电镀锌板spte马口铁 spcc冷轧板sus不锈钢 sgld覆铝锌钢板al-crs铝包铁 al铝板picu磷青铜 sgcc热浸镀锌sphc黑铁热轧板 sup弹簧钢 2.常用钣金材料,厚度,规格,表面保护处理。 (1)电镀锌钢板(secc):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持 了冷轧板的加工性。 常用板厚(mm):0.8、1.0、1.2、1.5、2.0 用途:ups机壳、门板、面板及内部结构件。 (2)冷轧板(spcc):无防锈能力,表面需电镀或烤漆。 常用板厚(mm)
 KBE技术在航空发动机典型结构件设计中的应用
KBE技术在航空发动机典型结构件设计中的应用 KBE技术在航空发动机典型结构件设计中的应用
格式:pdf
大小:182KB
页数:3P
4.7
叙述了知识工程(kbe)的概念和关键技术,介绍了kbe技术的开发工具和系统架构方案,并以综合应用clips和ug/openapi进行开发航空发动机叶片的设计系统为例,详细论述了实现方法和过程。
钣金结构设计规范
格式:pdf
大小:3.2MB
页数:10P
4.3
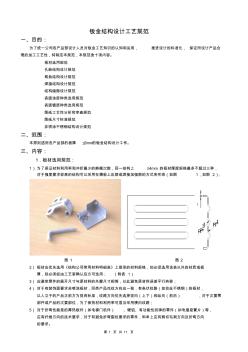
第1页共11页 钣金结构设计工艺规范 一、目的: 为了统一公司各产品部设计人员对钣金工艺知识的认知和运用,推进设计的标准化,保证所设计产品合 理的加工工艺性,特制定本规范,本规范含十项内容。 板材选用规范 孔缺结构设计规范 弯曲结构设计规范 焊接结构设计规范 结构缝隙设计规范 表面涂层种类选用规范 表面镀层种类选用规范 图纸工艺性分析和审查规范 图纸尺寸标准规范 非喷涂不锈钢结构设计规范 二、范围: 本原则适用各产品部的板厚6mm的钣金结构设计工作。 三、内容: 1.板材选用规范: 1)为了保证材料利用率和冲折最少的换模次数,同一结构上4mm的板材厚度规格最多不超过三种, 对于强度要求较高的结构可以采用在薄板上压筋或焊接加强筋的方式来实现(如图1,如图2); 图1图

钣金产品结构设计规范
格式:pdf
大小:333KB
页数:4P
4.3
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 钣金产品结构设计规范 (iatf16949-2016/iso9001-2015) 1.0目的 为更进一步地规范公司各产品设计人员对钣金工艺知识的认知和运用,推进设 计的标准化,保证所设计产品合理的加工工艺性,特制定本规范。 2.0范围 本规范适用于板厚≤6mm的钣金产品的结构设计。 3.0管理职责 无 4.0内容 4.1钣金材料的选型: 4.1.1、选用常见的金属材料,减少材料规格品种; 4.1.2、在同一产品中,尽可能的减少材料的品种和板材厚度规格; 4.1.3、在保证零件的功能的前提下,尽量选用廉价的材料品种,并降低材料 的消耗,降低材料成本; 4.1.4、常用的钣金材料见下表: 品名 (代号) 机械性能 加工 特性 材料特性 厚度 范围 价格备注 适用位 置 冷轧
年产5000套钣金结构件建设项目环境影响报告表(修改说明)
格式:pdf
大小:2.8MB
页数:41P
4.7
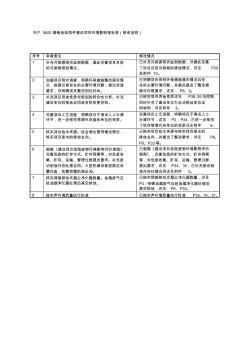
年产5000套钣金结构件建设项目环境影响报告表(修改说明) 序号审查意见修改情况 1补充污染源现状监测数据,据此完善项目目前 的污染物排放情况。 已补充污染源现状监测数据,并据此完善 了项目目前污染物的排放情况,详见p25 及附件10。 2加强项目现状调查,明确环保措施整改落实情 况,根据目前存在的主要环境问题,提出改造 要求,并明确项目整改到位时间。 已明确项目现有环保措施落实情况与存 在的主要环境问题,并据此提出了整改措 施与时限要求,详见p8、9。 3补充项目用地性质与规划的符合性分析。补充 建设单位的租地合同或名称变更材料。 已核实项目用地性质详见p38、39与附图, 同时补充了建设单位为合法租地单位证 明材料,详见附件3。 4完善项目工艺流程,明确项目不得设人工补漆 环节,进一步核实喷漆外协接收单位的资质。 完善项目工艺流程,明确项目不得设人工 补漆环节
钣金结构件设计规范最新文档
金属结构件检验规范
格式:pdf
大小:7KB
页数:3P
4.6
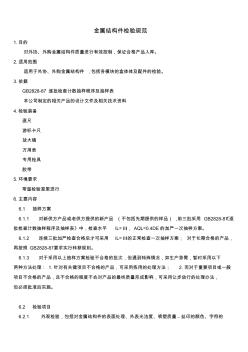
金属结构件检验规范 1.目的 对外协、外购金属结构件质量进行有效控制,保证合格产品入库。 2.适用范围 适用于外协、外购金属结构件,包括各模块的盒体体及配件的检验。 3.依据 gb2828-87逐批检查计数抽样程序及抽样表 本公司制定的相关产品的设计文件及相关技术资料 4.检验装备 直尺 游标卡尺 放大镜 万用表 专用检具 胶带 5.环境要求 常温检验室里进行 6.主要内容 6.1抽样方案 6.1.1对新供方产品或老供方提供的新产品(不包括先期提供的样品),前三批采用gb2828-87《逐 批检查计数抽样程序及抽样表》中,检查水平il=ⅱ,aql=0.4de的加严一次抽样方案。 6.1.2连续三批加严检查合格后才可采用il=ⅱ的正常检查一次抽样方案;对于长期合格的产品, 再按照gb2828-87要求实行转移规则。 6.1.3
挖掘机关键部位结构件设计方案及制造工艺的改进
格式:pdf
大小:968KB
页数:2P
4.5
统计数据表明,挖掘机结构件质量问题在故障中占有一定比例,因此挖掘机结构件的质量影响整机质量.结构件的质量首先取决于其设计方案,其次取决于制造工艺.本文通过对挖掘机工作装置轴套、回转支承座、固定支架等3个关键部位结构件制造工艺的改进,说明工艺人员应在审核结构设计方案及制造工艺时,提出改进方法.
钢结构件检验规范
格式:pdf
大小:64KB
页数:7P
4.3
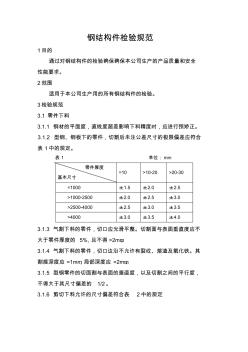
钢结构件检验规范 1目的 通过对钢结构件的检验确保确保本公司生产的产品质量和安全 性能要求。 2范围 适用于本公司生产用的所有钢结构件的检验。 3检验规范 3.1零件下料 3.1.1钢材的平面度,直线度超差影响下料精度时,应进行预矫正。 3.1.2型钢、钢板下的零件,切割后未注公差尺寸的极限偏差应符合 表1中的规定。 表1单位:mm 零件厚度 基本尺寸 =10>10-20>20-30 =1000±1.5±2.0±2.5 >1000-2500±2.0±2.5±3.0 >2500-4000±2.5±3.0±3.5 >4000±3.0±3.5±4.0 3.1.3气割下料的零件,切口应光滑平整。切割面与表面垂直度应不 大于零件厚度的5%,且不得>2mm。 3.1.4气割下料

结构件焊缝外观质量检验规范
格式:pdf
大小:90KB
页数:2P
4.6
结构件焊缝外观质量检验规范 no项目项目说明(定义)a级b级c级 特别事 项 1熔合不良 焊缝深度0.3mm以上 没有 0.3mm以 上焊缝长 的5%以内 0.3mm以 上焊缝长 的10%以 内 深度 0.5mm以 上不允 许 2咬边 深度0.3mm以上 没有 焊缝长的 5%以内 焊缝长的 10%以内 深度 0.7mm以 上不允 许 3 焊缝宽不 良 基准长度100mm上的 焊缝宽的误差 wmax— wmin≤2m m wmax— wmin≤3m m wmax—w min≤3mm凹坑除 外 4焊缝凹坑 基准长度100mm上的 焊缝高度差 h≤2mmh≤3mmh≤4mm 5焊缝弯曲 基准长度100mm上的 焊缝高度差弯曲 h≤6mm无 异常 3mm< h≤6mm 1个/m以 内 3mm< h≤6mm 2
液压支架结构件通用检验规范1
格式:pdf
大小:753KB
页数:17P
4.7
液压支架结构件通用检验规范 编制: 审核: 批准: 二00八年九月 液压支架结构件通用检验规范 1 液压支架结构件通用检验规范 1范围 本规范规定了液压支架焊接结构件通用检验要求。 本规范适用于液压支架焊接结构件在制造和检验过程中应达到的基本要 求。 本规范规定了液压支架结构件等级划分界定标准。 本规范是在mt/t587—1996的基础上,根据****公司的具体情况而制定, 未涉及到部分仍按mt/t587—1996《液压支架结构件制造技术条件》执行。 2规范性引用文件 gb/t324焊缝符号表示法 gb/t8110-1995气体保护焊用碳钢、低合金钢焊丝 gb/t14693焊缝无损检测符号 gb/t11336直线度误差检测 gb/t11337平面度误差检测 mt/t587-1996液压支架结构件制造技术条件 3术语 3.1在0°~25
钢结构件制造检验规范共28页
格式:pdf
大小:752KB
页数:27P
4.4
钢结构件制造检验规范 港机公司 质检部 二零零四年三月 钢结构件制造检验规范 1主题内容与适用范围 本规范规定了钢结构件产品生产全过程的质量检验要求。 本规范适用于各种牵引车、挂车、皮带运输机桁架、大漏斗、抓斗、 装卸桥、起重机扒杆、灯塔以及船闸闸门等钢结构件的生产制造。 2材料 2.1结构材料 2.1.1承重结构的钢材,一般采用q235-a、16mn钢,其质量标准应符合 现行《碳素结构钢》、《低合金结构钢》规定的要求。 2.1.2钢材应有出厂合格证,如无合格证或标号不清者应进行复验,其结 果应符合国家标准规范和设计文件的要求方可采用。 2.1.3钢材表面锈蚀,、度点或划痕的深度不得大于该钢板负偏差的一半, 不应有裂纹、分层等缺陷。 2.2焊条、焊丝、焊剂 2.2.1用于焊接结构件的焊条、焊丝与焊剂应保证焊后不低于母材的机械 性能。 2.2.2焊条、焊丝与焊剂应

钢结构件焊接尺寸检验规范
格式:pdf
大小:728KB
页数:22P
4.4
钢结构件焊接检验规范 此文件属山东力丰重型机床有限公司文件控制中心控制 未经许可,不得复印及取离本公司 文件编号:lfglp-0116版本号:a页数:9 山东力丰重型机床有限公司 文件编号lfglp-0116 版本a版 文件名称:焊接件检验规范第1页共9页 编制:马永江批核:生效日期2014.12.1 1.0目的: 为加强钢结构件焊接质量的控制,提高焊接质量,特制定本规范。 2.0范围: 本规范适用于本公司钢结构件焊接质量的检验。 4.0检验依据 4.1技术标准 包括国家的、行业的或企业的有关标准和技术法规。这些标准或法规中规定 了焊接件质量要求和质量评定方法。 4.2技术图纸 图纸规定了焊接件加工制造必须达到的材质特性,几何特性(如:形状、尺 寸等)以及加工精度(如:公差等)的要求。 4.3工艺文件 如焊接工艺操作规程;机加工艺卡

钢结构件制造检验规范 (2)
格式:pdf
大小:780KB
页数:29P
4.5
钢结构件制造检验规范 xx公司 xxx部 xxxx年x月 1 钢结构件制造检验规范 1主题内容与适用范围 本规范规定了钢结构件产品生产全过程的质量检验要求。 本规范适用于各种牵引车、挂车、皮带运输机桁架、大漏斗、抓斗、 装卸桥、起重机扒杆、灯塔以及船闸闸门等钢结构件的生产制造。 2材料 结构材料 承重结构的钢材,一般采用q235-a、16mn钢,其质量标准应符合现行 《碳素结构钢》、《低合金结构钢》规定的要求。 钢材应有出厂合格证,如无合格证或标号不清者应进行复验,其结果应 符合国家标准规范和设计文件的要求方可采用。 钢材表面锈蚀,、度点或划痕的深度不得大于该钢板负偏差的一半,不应 有裂纹、分层等缺陷。 焊条、焊丝、焊剂 2.2.1用于焊接结构件的焊条、焊丝与焊剂应保证焊后不低于母材的机械 性能。 2.2.2焊条、焊丝与焊剂应有质量证明书,应符合设计文件的要求合国家

钢结构件制造检验规范
格式:pdf
大小:759KB
页数:29P
4.3
钢结构件制造检验规范 xx公司 xxx部 xxxx年x月 钢结构件制造检验规范 1主题内容与适用范围 本规范规定了钢结构件产品生产全过程的质量检验要求。 本规范适用于各种牵引车、挂车、皮带运输机桁架、大漏斗、抓斗、 装卸桥、起重机扒杆、灯塔以及船闸闸门等钢结构件的生产制造。 2材料 结构材料 承重结构的钢材,一般采用q235-a、16mn钢,其质量标准应符合现行 《碳素结构钢》、《低合金结构钢》规定的要求。 钢材应有出厂合格证,如无合格证或标号不清者应进行复验,其结果应 符合国家标准规范和设计文件的要求方可采用。 钢材表面锈蚀,、度点或划痕的深度不得大于该钢板负偏差的一半,不应 有裂纹、分层等缺陷。 焊条、焊丝、焊剂 2.2.1用于焊接结构件的焊条、焊丝与焊剂应保证焊后不低于母材的机械 性能。 2.2.2焊条、焊丝与焊剂应有质量证明书,应符合设计文件的要求合国家 标准
钣金结构件设计规范相关
文辑推荐
知识推荐
百科推荐


职位:电气工程师
擅长专业:土建 安装 装饰 市政 园林


