

204安全附属设施钢结构组装工艺标准2007.3.15
格式:pdf
大小:28KB
页数:4P
人气 :68
 4.3
4.3
安全附属设施钢结构组装工艺标准(Ⅲ -204 ) 1 适用范围 本标准适用于建筑工程安全附属设施(包括:钢梯、钢栏杆、钢马道、钢平台等)钢构 件组装的施工。 2 施工准备 2.1 材料



钢结构组装工艺
钢结构组装工艺 一、钢结构安装预备工作 在钢结构安装预备阶段,需做好以下工作: 1.编制钢结构工程的施工组织设计 其内容包括:计算钢结构构件和连接的数量;选择起重机械;确定流水程序;确定吊装方法;制定进 度计划;确定劳动组织;规划钢构件堆场;确定质量标准、安全措施和特别施工技术等。 选择起重机械是钢结构安装的要害。起重机械的型号和数量必须满意钢构件的吊装要求和工期要求; 但层工业厂房面积大,宜采用自行式起重机械。对重型钢结构厂房,可选用cc2000-30t履带式起重 机和ⅱ-ⅱ1495-100t履带式起重机等。 在确定吊装流水程序时,首先要确定每台起重机械的工作内容和各台起重机械之间的相互配合。其内 容深度,要达到要害构件反映到单件,竖向构件反映柱列,屋面部分反映到节间。对重型钢结构厂房, 柱子重量大,要分节吊装。 在确定吊装顺序时,要考虑安装构件方便和满意生产
10钢构件组装工艺标准
-1- 10钢构件组装工艺标准 10.1适用范围 本标准给出了钢构件组装的方法和组装方面的规定,适用于(钢结构 安装工程的主体结构、地下钢结构、檩条及墙架等次要构件、钢平台、 钢梯、护栏等的施工。除应符合本标准外,尚应符合国家现行的有关强 制性标准的规定。 10.2编制依据的标准、规范 jgf99-1998《高层民用建筑钢结构技术规程》 gb50205——2001《钢结构工程施工质量验收规范》 jgj81——2002《建筑钢结构焊接技术规程》 jgj82——91《钢结构高强度螺栓连接的设计、施工及验收规范》 10.3术语和符号 (1)设计文件:设计图纸、施工技术要求和设计变更文件等的统称。 (2)材质证明书:由钢材生产部门或销售单位委托有资质的质量检 测部门出具的某批钢材质量的证明文件。 (3)零件:组成部件或构件的最小单元,如腹板、翼缘板、连接板、 节
编辑推荐下载

H型钢组装工艺
格式:pdf
大小:119KB
页数:9P
4.6
组装工艺 编号:lr-zcgy-zz-004 编制: 审核: 日期: 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t<40 时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为q345c,且 单个规格使用<60t时材质为q345b;槽钢材质为q345b;角钢材质为q235b。 放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检验。 1.4箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于20
H型钢组装工艺
格式:pdf
大小:139KB
页数:11P
4.8
h型钢组装工艺 组装工艺 编号:lr-zcgy-zz-004 编制: 审核: 日期: h型钢组装工艺 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t <40时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为 q345c,且单个规格使用<60t时材质为q345b;槽钢材质为q345b;角钢材质为q235b。 1.2放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 1.3对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检
安全附属设施钢结构组装工艺标准热门文档
201钢柱组装工艺标准2007.3.15
格式:pdf
大小:377KB
页数:11P
4.7
钢柱组装工艺标准(ⅲ-201) 1适用范围 本标准适用于钢结构制作中钢构件(部件)组装工程钢柱的施工。 2施工准备 2.1材料 2.1.1主要材料:钢零件、焊接材料、焊接用气体等的品种、规格、性能应符合设计要求和有关产 品标准的规定,并具有产品质量合格证明文件。 2.1.2配套材料:普通螺栓、切割气体、工装夹具材料等。 2.2机具设备 2.2.1机械:起重设备、电动砂轮机、半自动切割机、风动砂磨机、倒链、滑轮、千斤顶、手拉葫 芦、钢丝绳等。 2.2.2焊接设备:电焊机、气保焊机、配电箱、焊条烘干箱、保温筒、空压机、手工割矩、烤枪、 碳弧气刨等。 2.2.3主要器具:卷尺、角尺、平尺、大小锤、计算器、石笔、记号笔、划针、样冲、划规、粉线、 扳手、撬棍等。 2.2.4测量仪器:水准仪、经纬仪等。 2.3作业条件 2.3.1制作场地的安全通道畅通无
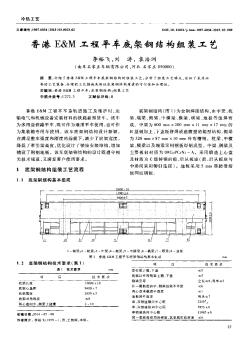
香港E&M工程平车底架钢结构组装工艺
格式:pdf
大小:125KB
页数:2P
4.4
介绍了香港e&m工程平车底架钢结构的组装工艺,分析了组装工艺难点,论证了采用必要的工艺装备、合理的工艺措施来保证底架钢结构质量的可行性和合理性。
单元体组装工艺
格式:pdf
大小:17KB
页数:3P
4.3
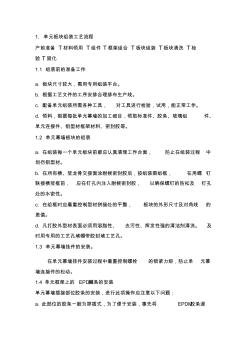
1.单元板块组装工艺流程 产前准备t材料领用t组件t框架组合t板块组装t板块清洗t检 验t固化 1.1组装前的准备工作 a.板块尺寸较大,需用专用组装平台。 b.根据工艺文件的工序安排合理排布生产线。 c.配备单元组装所需各种工具,对工具进行检验,试用,能正常工作。 d.领料,根据每批单元幕墙的加工细目,领取标准件、胶条、玻璃组件、 单元连接件、铝型材框架材料、密封胶等。 1.2单元幕墙板块的组装 a.在组装每一个单元板块前都应认真清理工作台面,防止在组装过程中 划伤铝型材。 b.在所有横、竖龙骨交接面涂耐候密封胶后,按组装图组框,在用螺钉 联接横竖框前,应在钉孔内注入耐候密封胶,以确保螺钉的防松及钉孔 处的水密性。 c.在组框时应着重控制型材拼接处的平整,板块的外形尺寸及对角线的 差值。 d.凡打胶外型材表面必须用溶脂性、去污性

节段组装工艺及预拼装
格式:pdf
大小:913KB
页数:13P
4.7
一、施工准备....................................................................................2 二、桁架节段划分............................................................................2 三、拼接钢板的装配........................................................................3 四、节段组装工艺............................................................................3 4.1、节段a、b、c组装..........................
安全附属设施钢结构组装工艺标准精华文档
低泄高封阀组装工艺
格式:pdf
大小:28KB
页数:1P
4.4
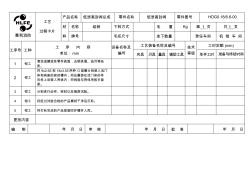
惠利消防 工艺 过程卡片 产品名称低泄高封阀总成零件名称低泄高封阀零件图号hdg0.18/6.6-00 材 料 名称组装下料方式毛重kg第1页共1页 牌号毛坯尺寸连下数量责任车间机钳车间 工序号工种 工序内容 单位:mm 设备名称及 编号 工艺装备名称及编号技术 等级 工时定额(min) 夹具刃具量具辅助工具单件工时准备与终结时间 1钳工清洗或擦拭各零件表面,去除铁屑、油污等杂 质。 2钳工 将9x2.65和18x3.55两种o型圈分别装入活门 体和阀座的密封槽内;将压簧装在活门体的导 向柱上后装入壳体内;将阀座与壳体用扳手旋 紧。 3钳工分别进行动作、密封以及强度试验。 4钳工将经过试验合格的产品擦拭干净后打标。 5钳工将打标完成的产品按装防护帽并入库。 更改内容 编制年月日审核

组装工艺流程
格式:pdf
大小:101KB
页数:2P
4.3
编号版本 日期页码11 作业时人力配设备仪器及 间(秒)置(人)治工具/站 苹果接头青稞纸 1接头贴青稞纸 91 保护板2接头与pcb板焊接603烙铁 电芯3电芯焊接202烙铁 半成品4半成品测试202手机电脑 上盖5上盖加工122电批 装饰件6装饰件定位51 螺丝7锁pcb板螺丝51电批 螺丝8装饰件锁螺丝51电批 9固定电芯61 14 加工人员节拍 装配人员14人周期时间 修理工平衡率10秒 qc人员标准工时1h 物料员标准产能360 助拉1人人均产能26 拉长1人瓶颈工序焊接 重点工序 易联科技电子科技(深圳)有限公司 文件名称背夹组装排拉流程 a.0 所需物料及数量流程图作业名称辅料/站sop编号 合计 工 程 分 析 人员状况 s
熔断器组装工艺介绍
格式:pdf
大小:517KB
页数:7P
4.4
主题:熔断器组装工艺 关键字:熔断器组装工艺 目标:iso9002:2000质量体系文件 应用范围:珠海瓦特电力设备有限公司 相关文件:质量策划控制程序 应用地址:珠海市瓦特电力设备有限公司 文件地址:珠海市瓦特电力设备有限公司质量部 分发范围:副总经理、生产部、质量部 控制状态:受控文件 重要说明: 姓名签名姓名签名姓名签名 版本日期修改起草审核批准 珠海瓦特电力设备有限公司 版本更新 v1.0第一版初次建立质量体系文件2006-1-4 一、目的 用于机柜装配车间在熔断器组装环节的生产作业指导,保证该过程的规律性、标准性和准确性 二、适用范围 生产部进行熔断器组装的生产环节。 三、定义 无 四、职责区分 生产部:机柜车间装配时根据此规定施行 质量部:根据此规定检验熔断器的组装。 五、规定内容:
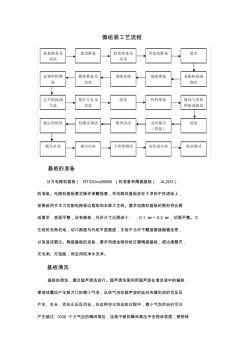
微组装工艺流程
格式:pdf
大小:3.5MB
页数:21P
4.7
微组装工艺流程 基板的准备 分为电路软基板(rt/duroid5880)的准备和陶瓷基板(al2o3) 的准备。电路软基板要求操作者戴指套,将电路软基板放在干净的中性滤纸上, 按图纸用手术刀切割电路板边框线和去除工艺线。要求电路软基板的图形符合图 纸要求,表面平整,没有翘曲,外形尺寸比图纸小0.1㎜~0.2㎜,切面平整。工 艺线的去除切地,切口断面与代线平面垂直,手指不允许不戴指套接触镀金层, 以免造成氧化。陶瓷基板的准备,要求用细金刚砂纸打磨陶瓷基板,使边缘整齐, 无毛刺、无短路,然后用纯净水洗净。 基板清洗 基板的清洗,通过超声清洗进行。超声清洗是利用超声波在清洗液中的辐射, 使液体震动产生数万计的微小气泡,这些气泡在超声波的纵向传播形成的负压区 产生、生长,而在正压区闭合,在这种空化效应的过程中,微小气泡闭合时可以 产生超过1000个大气压的瞬间高压,连续不断的

505安全附属设施钢结构安装工艺标准2007.3.15-审
格式:pdf
大小:22KB
页数:3P
4.8
安全附属设施钢结构安装工艺标准(ⅲ-505) 1适用范围 本标准适用于单层、多层及高(超高)层钢结构安装工程中的安全附属设施(包括钢平台、钢 梯和栏杆等)的施工。 2施工准备 2.1材料
安全附属设施钢结构组装工艺标准最新文档
 大型压水堆钢制安全壳顶封头现场组装工艺
大型压水堆钢制安全壳顶封头现场组装工艺 大型压水堆钢制安全壳顶封头现场组装工艺
格式:pdf
大小:346KB
页数:未知
4.7
通过对某大型压水堆核电厂钢制安全壳顶封头特点及工程难点的分析,利用合适的现场组装工艺能够使钢制安全壳顶封头的组装质量得到良好的控制,满足了钢制安全壳的设计功能。
B22型乘务发电车窗框钢结构组装工艺 B22型乘务发电车窗框钢结构组装工艺
格式:pdf
大小:330KB
页数:未知
4.7
b22型机械冷藏车组中的乘务发电车是我厂自行设计的产品,其中窗门的开闭方式为上开式结构。为保证窗门的开闭灵活和良好密封性能,要求设计的窗框结构外形如图1所示。组装完后,平面度要求是:在边长为1000mm的正方形中不大于1mm。同时,a处尺寸比b处尺寸大1mm左右(考虑到窗门在上升过程中有一定的自锁性)。制造的工艺过程是:配件制作→窗框钢结构组装(除件8)→侧墙组装→车体钢架大组装→调车交验→配装密封框压板8。
立柱组装工艺流程
格式:pdf
大小:8KB
页数:1P
4.5
立柱组装工艺流程 一、前期准备 1、装配现场地面应当平整开阔,保证清洁,无灰尘、油污及污水。 装配前必须仔细核对图纸,了解具体装配技术工艺要求。 2、需要使用的工装、工具等设备必须保持清洁。待装零部件应当 具有合格标记,操作人员应当洗净双手且禁止佩戴手套作业。 二、部件打磨 1、对外缸、中缸和导向套的螺纹进行去除飞边毛刺性打磨处理, 打磨完毕后,要用导向套对螺纹进行试验,反复打磨直至导向 套能顺利旋入。 2、对零部件的缸口、倒角、底阀孔、阀座、接头孔及密封槽进行 抛光处理,同时去除高点及飞边毛刺,对螺纹孔要进行攻丝打 磨,并试验。 三、部件清洗 1、将缸筒与地面成15°俯角放置,用高温高压液体对接头座、阀 板座、缸口、螺纹、外表面及内表面进行冲洗,直至流出的液 体无浑浊现象。 2、涤特纯等专用清洗剂进行浸泡导向套,使用毛刷等相应工具, 剔除导向套密封沟槽及螺纹内的杂质
高速PCB电镀组装工艺和特性化
格式:pdf
大小:30KB
页数:14P
4.3
... .... 高速0201组装工艺和特性化(2) 再谈硫酸盐光亮镀铜的磷铜阳极 摘要:在装饰性和pcb电镀中,酸性光亮镀铜的阳极最 佳含磷量为0.035—0.070%,磷化铜(cu3p)黑膜的生成对阳 极性能具有决定性的意义。 关键词:阳极磷铜0.035—0.070%磷含量 硫酸盐光亮镀铜具有许多优良的品质:出光快、整平性 好、效率高、成本低。这一镀种被广泛应用于装饰性五金塑料电 镀、电铸、制版和印制线路板(pcb)电镀中。一种镀种被广泛应 用,就值得我们倾心研究。 目前的研究多在于光亮剂上。国外的“210”、“mht”、 “pcm”光亮剂,国的“m、n、sp、p”体系和“320”等光亮剂 都是应用颇为广泛并卓有成效的。然而研究阴极过程的多,研究 阳极状态的少,阳极常常被人们忽视。笔者曾在1987年中国电 镀协会第二届电镀学术年会上发表过论文《硫酸
【工程通用表格】单元体组装工艺
格式:pdf
大小:11KB
页数:3P
4.5
1.单元板块组装工艺流程 产前准备→材料领用→组件→框架组合→板块组装→板块清洗→检 验→固化 1.1组装前的准备工作 a.板块尺寸较大,需用专用组装平台。 b.根据工艺文件的工序安排合理排布生产线。 c.配备单元组装所需各种工具,对工具进行检验,试用,能正常工作。 d.领料,根据每批单元幕墙的加工细目,领取标准件、胶条、玻璃组 件、单元连接件、铝型材框架材料、密封胶等。 1.2单元幕墙板块的组装 a.在组装每一个单元板块前都应认真清理工作台面,防止在组装过程 中划伤铝型材。 b.在所有横、竖龙骨交接面涂耐候密封胶后,按组装图组框,在用螺 钉联接横竖框前,应在钉孔内注入耐候密封胶,以确保螺钉的防松及 钉孔处的水密性。 c.在组框时应着重控制型材拼接处的平整,板块的外形尺寸及对角线 的差值。 d.凡打胶外型材表面必须用溶脂性、去污性、挥发性强的清洁剂清洗。 及时用专用的

手机组装工艺流程
格式:pdf
大小:54KB
页数:1P
4.4
作业时 间(秒) 摄像头*1; 喇叭*1: 震动喇叭*1: 装天线支架*1: 马达*1; 咪头*1: 听筒*1; 按键板*1; 按键板支架*1; lcd*1: 电池*1; 手写笔*1; 泡棉*1; 高温胶*1; 导电布*1; (已加工)面壳*1; 装音量键*1: 拍照键*1; 底壳*1: 螺钉*4: 电池*4; 电池*2; 前摄像头镜片*1; 后摄像头镜片*1; 喇叭装饰件*1; 贴保护膜*1; 左螺钉塞*1; 右螺钉塞*1; 螺丝标*1; 网标*1; imei贴标*1; 电池*2; 电池*2; 电池盖*1; 手机袋*1; 审核 装按键板支架,固定按 键板 贴泡棉,高温胶,导
AQFN焊接组装工艺研究 AQFN焊接组装工艺研究
格式:pdf
大小:1.7MB
页数:未知
4.3
aqfn封装作为新一代封装技术的革新,在smt业界已引起了强烈的反响,aqfn集成了数字基频(dbb),模拟基频(abb),电源管理(pm),射频收发器(rf)。支持手机相机,高速usb,及d类音频功放技术,aqfn集成强大的功能背后也带来了高难度的焊接组装工艺,同时对不良品的返修也提出了更高的要求。
东方发电机转子组装工艺 东方发电机转子组装工艺
格式:pdf
大小:140KB
页数:未知
4.5
根据构皮滩转子的结构特点及组装控制尺寸要求,制订严格的工艺措施,并通过对首台机转子转子组装工艺的分析和实践,总结、优化下一台转子组装的工艺方案,成功地控制了转子支架的焊接变形、热打键的胀量、转子铁芯及转子的圆度和同心度,保证二台转子组装各项控制尺寸要求。
安全附属设施钢结构组装工艺标准相关
文辑推荐
知识推荐
百科推荐


职位:安全监理工程师
擅长专业:土建 安装 装饰 市政 园林


