

X70直缝双面埋弧焊钢管接头缺陷分析
格式:pdf
大小:679KB
页数:4P
人气 :89
 4.6
4.6
采用宏观分析、金相检验以及能谱分析等技术,分析了超声波探伤发现的X70直缝双面埋弧焊钢管接头中超标缺陷的性质及形成原因。结果表明:缺陷位于熔合线处,其颜色及形态在抛光态和侵蚀后发生明显变化,缺陷端部未见开叉,两边界面也未见沿晶或穿晶裂纹;缺陷区域的碳和氧元素含量异常升高;从而确认该缺陷既不是钢板中的夹杂物或焊缝中的固体夹杂,也不是裂纹,而是接头中的未熔合缺陷,因坡口表面污物未清除干净引起。




 中直径直缝双面埋弧焊钢管
中直径直缝双面埋弧焊钢管 中直径直缝双面埋弧焊钢管
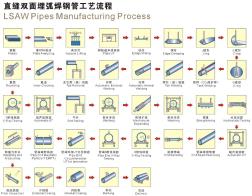
阐述了研制开发的中直径直缝双面埋弧焊钢管coe机组的情况,介绍了该机组的工艺设计、装备配置及coe机组的成形原理和焊接方法,并在产品质量、产品价格优势、市场前景、经济效益等方面与其它成形方法进行了对比和分析。
编辑推荐下载
 双面埋弧焊钢管焊缝自动超声波检测工艺的优选
双面埋弧焊钢管焊缝自动超声波检测工艺的优选 双面埋弧焊钢管焊缝自动超声波检测工艺的优选
格式:pdf
大小:879KB
页数:5P
4.3
双面埋弧焊缝的内部质量主要靠自动超声波检测来确定,而自动超声波检测的准确性要靠检测工艺来保证。文章从探头的选择、耦合方式及耦合剂的选择、探头布置和跨距选择、对比试块的制作、检测灵敏度的确定、扫查方式等方面介绍了自动超声波检测工艺,可供专业技术人员参考借鉴。
X70直缝双面埋弧焊钢管接头缺陷分析热门文档
螺旋缝双面埋弧焊钢管的生产工艺及质量控制
格式:pdf
大小:72KB
页数:8P
4.8
螺旋缝双面埋弧焊钢管的生产工艺及质量控制 一、螺旋缝双面埋弧焊钢管的生产工艺及质量控制 我公司螺旋缝双面埋弧焊钢管机组是采用现阶段较先进的工艺装备,在钢 管外观、标称几何尺寸及椭圆度、直度控制上,优势明显。 螺旋缝双面埋弧焊钢管比其它焊管具有很多的优点:(一)、该焊管有相 重叠的内外两条螺旋焊缝,起到增加刚性的作用,承压力也相应提高。(二)、 采用埋弧焊工艺,熔渣保护效果好。因此,具有良好的冲击韧性和低温使用性 能。(三)、利用同等宽度的钢带可生产不同直径和长度的钢管,而且直度好。 易调整,尺寸精确,焊后不需定径和矫直。该焊管还可以根据不同的材质,选 用与之相匹配的焊接材料和焊接工艺,可适用于各种规格的焊管生产。 二、我公司生产机组结合国内许多厂家机组的特点,借鉴德国进口机组的 设计,机组的适用范围、产品质量、都具有八、九十年代国际先进水平,也完 全代表了国内先进水平,该机
直缝埋弧焊钢管扩径头的研制 直缝埋弧焊钢管扩径头的研制
格式:pdf
大小:59KB
页数:4P
4.5
扩径头是直缝埋弧焊钢管生产线扩径机上的关键部件,一直依赖进口,价格昂贵且交货时间长,研制国产扩径头迫在眉睫。从扩径头的技术难点入手,分析了中直径和大直径扩径头的不同结构形式和润滑方式。在结构设计时,针对扩径头各部件的使用要求,选用不同的工具钢和相应的热处理工艺,确保了扩径头的整体使用寿命。新研制的扩径头投入使用两年来,共扩直缝埋弧焊钢管3万多根,合格率100%,满足了扩径的要求。
直缝埋弧焊钢管供需情况分析 直缝埋弧焊钢管供需情况分析
格式:pdf
大小:372KB
页数:5P
4.5
结合我国石油天然气输送管道及用管情况,就国内外螺旋焊钢管的生产和应用情况,国外直缝埋弧焊钢管的发展,国内油气输送用钢管的需求情况作了介绍。就直缝埋弧焊钢管和螺旋焊钢管的使用性能作了对比分析,指出国外直缝埋弧焊管快速发展,螺旋焊钢管日趋衰落有多方面的原因。结合我国油气输送管道建设的安排和规划,对直缝埋弧焊钢管的供需情况作了分析,介绍了我国石油制管工业现状及我国直缝埋弧焊钢管的发展情况。
直缝埋弧焊钢管预焊技术
格式:pdf
大小:1.8MB
页数:4P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
直缝埋弧焊钢管预焊技术 直缝埋弧焊钢管预焊技术
格式:pdf
大小:732KB
页数:5P
4.6
简述了国内外直缝埋弧焊生产机组预焊工艺的技术现状,介绍了预焊工艺和预焊设备。分析了预焊中常见问题如错边、烧穿、气孔、飞溅等产生的原因,并提出了相应的改进措施。
X70直缝双面埋弧焊钢管接头缺陷分析精华文档
X80级直缝埋弧焊钢管开发 X80级直缝埋弧焊钢管开发
格式:pdf
大小:898KB
页数:8P
4.6
详细介绍了沙市钢管厂x80级直缝埋弧焊钢管开发的情况。一系列试制检测数据表明,试制开发的x80级直缝埋弧焊钢管各项技术指标均符合标准要求。
 国内直缝埋弧焊钢管生产现状
国内直缝埋弧焊钢管生产现状 国内直缝埋弧焊钢管生产现状
格式:pdf
大小:882KB
页数:6P
4.4
通过对国内已经生产的直缝埋弧焊钢管母材与焊缝力学性能指标以及钢管几何尺寸指标的列举,说明我国已经基本具备了为海底管线提供符合apispec5l、dnv-os-f101等规范要求的直缝埋弧焊钢管的能力。但与国外先进钢管生产厂相比,在产品整体质量的稳定性、计算机管理系统的应用及质量保证体系的运行方面尚有一定的差距。

螺旋缝埋弧焊钢管常识
格式:pdf
大小:10KB
页数:2P
4.7
螺旋缝埋弧焊钢管常识 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不 断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式 分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高, 能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度 的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.一般低压流体输送用螺旋缝埋弧焊钢管(sy5037-2000)是以热轧钢带卷作管坯,经常温螺 旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气
直缝埋弧焊钢管的选用 直缝埋弧焊钢管的选用
格式:pdf
大小:479KB
页数:3P
4.5
为了配合西气东输工程,上海将建设天然气高压输气管网。管材是管网的基础材料,用在高压输气管网上必须绝对可靠,否则其后果不堪设想。因此,安全是选材的第一因素。上海将在青浦白鹤镇建设首站,接纳由西部来的天然气,高压输气管网将由此向郊区和城区展开。按gb50251-94“输气管道工程设计规范”的地区等级划分条款来看,从白鹤镇开始,也就是说整个上海天然气高压输气管网均属于三级和
X70直缝双面埋弧焊钢管接头缺陷分析最新文档
直缝埋弧焊钢管的扩径 直缝埋弧焊钢管的扩径
格式:pdf
大小:180KB
页数:6P
4.7
对大直径直缝埋弧焊管生产中的扩径工序所采用的两种扩径方法——机械扩径和水压扩径的原理、设备组成及特性进行了详细的对比和分析,并讲述了机械扩径头的改进和发展,指出机械扩径在目前仍是一种比较可靠有效的扩径手段。
双面埋弧焊钢管焊缝热影响区超声检测反射波信号探讨 双面埋弧焊钢管焊缝热影响区超声检测反射波信号探讨
格式:pdf
大小:590KB
页数:5P
4.6
双面埋弧焊钢管焊缝超声检测时,一般要求要用斜探头在焊缝单面双侧或双面双侧的母材表面上使用一次、二次声程扫查整个焊缝截面,以便于检出焊缝中各个方向的缺陷。简要介绍了相关技术标准对焊缝检测区域宽度的规定。分析和探讨了焊缝热影响区各种超声反射信号,得出了引起超声(横波)报警的主要原因,提出了具体的处理措施。
大口径直缝埋弧焊钢管生产线简介 大口径直缝埋弧焊钢管生产线简介
格式:pdf
大小:547KB
页数:4P
4.7
通过对我国第一条全新引进的石油天然气长输管线制管用直缝埋弧焊钢管生产线的介绍,以及jco(渐进压力成型)与uo两种成型方式的对比,提出直缝埋弧焊钢管生产线建设的建议

螺旋缝埋弧焊钢管工艺过程
格式:pdf
大小:6KB
页数:1P
4.6
螺旋缝埋弧焊钢管工艺过程 1.执行标准及其他 1.1本次钢管生产标准为: 《石油天然气工业输送钢管交货技术条件》gb/t9711.1-1997 《碳素钢结构》gb/t700-2006 《钢的化学分析用试样取样法及成品化学成分允许偏差》gb/t222-2006 《钢熔化焊对接接头射线照相和质量分级》gb/t3233-2005 《埋地钢质管道聚乙烯防腐层技术标准》sy/t0413-2002 《石油天然气工业承压钢管无损检测方法埋弧焊钢管焊缝纵向和/横向缺欠的超声波检 测》sy/t6423.3-1999 1.2工程设计压力及设计温度 1.2.1设计压力为0.4mpa 1.2.2工作温度为0-+40° 1.2.3输送介质:12t天然气 2钢管的制造 2.1螺旋缝埋弧焊钢管采用自动埋弧焊焊法焊接,内外焊缝均应各不少于一道。 2.2材料 本次生产的螺
直缝埋弧焊钢管的成形方式及选择
格式:pdf
大小:93KB
页数:4P
4.6
直缝埋弧焊钢管的成形方式及选择 摘要直缝埋弧焊钢管由于性能优良,在未来的输送流体管道中将占有很大的比例,长输 油气管道用直缝埋弧焊钢管将逐渐代替螺旋埋弧焊管。分析总结了直缝埋弧焊钢管常 见的成形方式,以及各种成形方式的优缺点,就实际工程设计中如何选择直缝埋弧焊钢管 提出了建议和意见。 一、直缝埋弧焊钢管的优点 在长输管道建设中,线路用钢管占相当大的比例,一般情况下,线路钢管投资约占工程 总投资的35%~40%。如何选择价格合理、性能优良的管材就显得尤为重要,管材的合 理选择对节省建设投资、方便施工及管道系统的安全运营有很重要的影响。 长输油气管道钢管有高频直缝电阻焊钢管、螺旋埋弧焊钢管、直缝埋弧焊钢管。高 频直缝电阻焊钢管的管径范围有限,国内一般限于406.4mm以内的钢管,在日本最大的 管径已经达到了508mm。用于大口径的制管形式有螺旋埋弧焊、直缝埋
直缝埋弧焊钢管生产线预弯工艺 直缝埋弧焊钢管生产线预弯工艺
格式:pdf
大小:811KB
页数:5P
4.6
介绍了直缝埋弧焊钢管生产线预弯工艺的目的,分析了辊式预弯和模压式预弯的特点,指出当前直缝埋弧焊钢管生产线中普遍采用模压式预弯工艺。模压式预弯采用渐开线式模具,分步对钢板的两边同时进行折弯。影响预弯质量的主要因素有模具形状、预弯宽度、预弯卷角、模具长度、模具前后端过渡尺寸等。
JCOE直缝埋弧焊钢管生产线的研发和应用 JCOE直缝埋弧焊钢管生产线的研发和应用
格式:pdf
大小:950KB
页数:7P
4.3
介绍了巨龙钢管有限公司大口径jcoe直缝埋弧焊管生产线研发情况,以及该生产线生产的直缝埋弧焊管在西气东输工程等重大管线中的使用效果;提出了21世纪中国建设大口径直缝埋弧焊钢管生产线及管线钢用宽厚板国产化的必要性。
直缝埋弧焊钢管的成形方式及选择 直缝埋弧焊钢管的成形方式及选择
格式:pdf
大小:628KB
页数:5P
4.4
直缝埋弧焊钢管由于性能优良,在未来的输送流体管道中将占有很大的比例,长输油气管道用直缝埋弧焊钢管将逐渐代替螺旋埋弧焊管。分析总结了直缝埋弧焊钢管常见的成形方式,以及各种成形方式的优缺点,就实际工程设计中如何选择直缝埋弧焊钢管提出了建议和意见。
JCO直缝埋弧焊钢管生产设备简介 JCO直缝埋弧焊钢管生产设备简介
格式:pdf
大小:145KB
页数:2P
4.3
简要介绍了我国台湾耕安公司jco直缝埋弧焊钢管的生产设备及其工艺,并指出jco成型工艺实用性强,投资省,特别适合于发展中国家采用。
X70直缝双面埋弧焊钢管接头缺陷分析相关
文辑推荐
知识推荐
百科推荐


职位:钢结构安全员
擅长专业:土建 安装 装饰 市政 园林


