

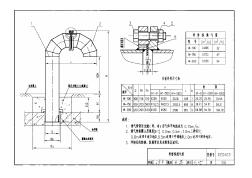
W67Y-100/3200型折弯压力机弯管装置的设计
格式:pdf
大小:294KB
页数:2P
人气 :51
 4.5
4.5
由于对管件产品进行弯曲加工的数量日益增加,如何提高设备利用率成为急待解决的问题。针对在折弯压力机上实现钢管折弯,设计了专用弯管装置。通过半年的生产实践证明:该弯管装置结构较为简单,加工质量好,平均每天生产1000件。该弯管装置已经投入实际生产使用,完全满足产品制造质量要求和企业新产品开发的需要。



 WA67Y—100型板料折弯机液压系统及远程调压阀设计
WA67Y—100型板料折弯机液压系统及远程调压阀设计 WA67Y—100型板料折弯机液压系统及远程调压阀设计
通过设计与计算,对wa67y—100型板料折弯机液压系统,远程调压阀构件进行了局部改造,经实践证明,其压力提高1倍以上,更大程度地满足了生产的要求。
任意弯管的计算(20201023150616)
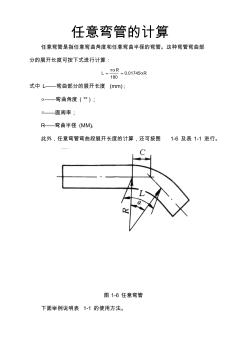
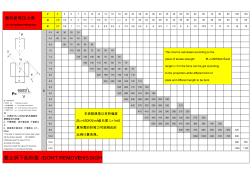
任意弯管的计算 任意弯管是指任意弯曲角度和任意弯曲半径的弯管。这种弯管弯曲部 分的展开长度可按下式进行计算: r r l01745.0 180 式中l——弯曲部分的展开长度(mm); ——弯曲角度(°); ——圆周率; r——弯曲半径(mm)。 此外,任意弯管弯曲段展开长度的计算,还可按图1-6及表1-1进行。 图1-6任意弯管 下面举例说明表1-1的使用方法。 表1-1任意弯管计算 弯曲角度半弯直长c弯曲长度l弯曲角度半弯直长c弯曲长度l 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 4
编辑推荐下载
板料折弯压力表
格式:pdf
大小:52KB
页数:1P
4.7
板料折弯压力表 listofbendingpressures v456781012141618202428323640454850556065708090100120 b2.83.5455.578.5101112.51417202225283132353842464956637085 r0.70.811.11.31.622.32.633.33.84.5566.577.5891010.51113141619 p s v b r p= v l650s2 δb=450kn/mm2 p:折弯力knp:bendingforce(kn) l:所折板料厚度ml:thewidthoft
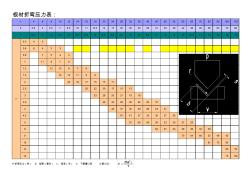
板材折弯压力表
格式:pdf
大小:57KB
页数:1P
4.6
46810121416182024283236404550556065708090100120 2.845.578.5101112.514172022252831353842464956637085 0.711.31.622.32.633.33.84.5566.57891010.51113141619 0.543 0.66433 0.87543 111876 1.21210876 1.515121198 2221917151311 2.5252220171513 3332925211816 3.540332925222018 44437332926
W67Y-100/3200型折弯压力机弯管装置的设计热门文档


【CN209550318U】一种圆钢拉线环收紧折弯装置【专利】
格式:pdf
大小:377KB
页数:8P
4.5
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号201920271287.x (22)申请日2019.03.04 (73)专利权人新余龙辉电力设备有限公司 地址338000江西省新余市高新区南源路 (72)发明人余俊 (51)int.cl. b21d7/00(2006.01) (54)实用新型名称 一种圆钢拉线环收紧折弯装置 (57)摘要 本实用新型公开了一种圆钢拉线环收紧折 弯装置,包括基台,所述基台的上端安装有电动 液压杆,所述电动液压杆活塞杆的一端固定连接 有圆环,所述基台的上端开设有第一凹槽,所述 第一凹槽的内部固定安装有导轨,所述导轨上安 装有滑块,所述滑块的上端固定连接有滑动板, 所述滑动板的上端分别固定连接有连接柱和折 弯柱,所述基台的一侧固定连接有套管,
solidworks折弯扣除表(R=0.2,R=0.5)教程
格式:pdf
大小:73KB
页数:12P
4.8
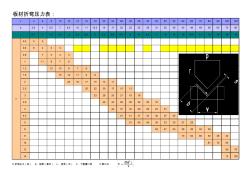
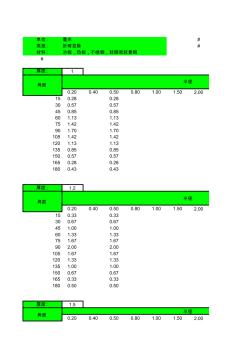
单位:毫米# 类型:折弯扣除# 材料:冷板,热板,不绣钢,软铜和软黄铜 # 厚度:1 0.200.400.500.801.001.502.00 150.280.28 300.570.57 450.850.85 601.131.13 751.421.42 901.701.70 1051.421.42 1201.131.13 1350.850.85 1500.570.57 1650.280.28 1800.430.43 厚度:1.2 0.200.400.500.801.001.502.00 150.330.33 300.670.67 451.001.00 601.331.33 751.671.67 902.002.00 1051.671.67 1201.331.33
折弯机安全操作规程0
格式:pdf
大小:16KB
页数:1P
4.7
janson深圳市景顺兴通风降温设备有限公司折弯机操作规程 -1- 文件名称折弯机操作规程 发布日期20115.07.22 主管部门生产部 文件编号yggc-2015-02 更改号a/0编制审核批准 总页码1 折弯机安全操作规程 1.严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。 2.启动前须认真检查电机、开关、线路和接地是否正常和牢固,检查设备各操纵部位、 按钮是滞在正确位置。 3.检查上下模的重合度和坚固性;检查各定位装置是否符合被加工的要求。4.在上滑 板和各定位轴均未在原点的状态时,运行回原点程序。 5.设备启动后空运转1—2分钟,上滑板满行程运动2—3次,如发现有不正常声音或有 故障时应立即停车,将故障排除,一切正常后方可工作。 6.工作时应由1人统一指挥,使操作人员与送料压制人员密切配合,确保配合人员均在 安全位置方准发出折弯信
Y-60Y-100Y-150一般压力表
格式:pdf
大小:832KB
页数:5P
4.4
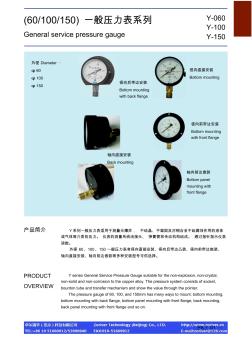
(60/100/150)一般压力表系列 generalservicepressuregauge 外径diameter: φ60 φ100 φ150 pa?01-1 y系列一般压力表适用于测量无爆炸,不结晶、不凝固及对铜合金不起腐蚀作用的液体 或气体等介质的压力。仪表的测量系统由接头、弹簧管和传动机构组成。通过指针指示仪表 读数。 外径60、100、150一般压力表有径向直接安装、径向后带边凸装、径向前带边嵌装、 轴向直接安装、轴向前边嵌装等多种安装型号可供选择。 yseriesgeneralservicepressuregaugesuitableforthenon-explosion,non-crystal, non-solidandnon-corrosiontothecopperalloy.thepr
W67Y-100/3200型折弯压力机弯管装置的设计精华文档

折弯机论文
格式:pdf
大小:542KB
页数:7P
4.6
浅谈折弯机的发展 摘要:随着现代科技的蓬勃发展,工业技术的日新月异,数控折弯机越来越 多的运用到了现代生产中,其发展也越来越成熟。本论文将简要介绍折弯机的发 展,并简单介绍折弯机的原理。 关键词:数控折弯机;折弯;模具;发展 折弯属于锻压机械中的一种,主要运用于金属加工行业。产品广泛用于:轻 工、航空、造船、冶金、仪表、电器、不锈钢制品、钢结构建筑及装潢行业。折 弯目前是对板料特别是大型板料进行钣金加工的首选机械,通过配备各种不同的 模具,可以对板料进行弯边、拉伸、压圆、冲孔等。折弯可分为机械和液压。目 前,折弯机在国内外运用广泛,发展前景可观。 一、折弯机的发展 板料折弯机是一种使用最广泛的弯曲机械,早已实现了彻底的液压化,80 年代迅速实现了数控化。 板料折弯机使用简单的模具便可对金属板料进行各种角度的直线弯曲,以获 得形状复杂的金属板材制件,操作简单,模具通用性强
弯管工艺守则(20201023161439)
格式:pdf
大小:647KB
页数:10P
4.6
山东五征集团农业装备事业部管理文件 版/ 次:a/0 弯管工艺守则 2015-9-24发布2015-9-25实施 农业装备事业部技术部发布 前言 本规定是山东五征集团农业装备事业部结构件车间弯管设备使用支持 性文件,目的是规范农业装备事业部结构件车间(以下简称结构件车间)弯 管设备的正确使用和日常管理,使之制度化。通过实施,保证作业质量,提 高员工的工作效率,保障良好的工作秩序。 本程序依据gb/t28763-2012给出的规则起草。 本程序由山东五征集团有限公司农业装备事业部技术部提出。 本程序由山东五征集团有限公司农业装备事业部技术部归口。 本程序由山东五征集团农业装备事业部技术部负责组织起草。 本程序主要起草人: 审核: 会签: 批准: 弯管工艺守则 1范围 本程序适用于金属管材在冷态
板材折弯压力表 (2)
格式:pdf
大小:58KB
页数:1P
4.4
46810121416182024283236404550556065708090100120 2.845.578.5101112.514172022252831353842464956637085 0.711.31.622.32.633.33.84.5566.57891010.51113141619 0.543 0.66433 0.87543 111876 1.21210876 1.515121198 2221917151311 2.5252220171513 3332925211816 3.540332925222018 44437332926
W67Y-100/3200型折弯压力机弯管装置的设计最新文档

白马河特大桥MZ64/3200型造桥机的设计与施工
格式:pdf
大小:913KB
页数:4P
4.3
介绍目前跨度最大、荷载最重的节段组拼型移动支架造桥机的方案比选、结构设计和施工控制。mz64/3200型造桥机成功建造温福客运专线白马河特大桥跨度64m、重达3200t的预应力混凝土简支箱梁。

【CN209826213U】一种用于窗帘安装的折弯轨道【专利】
格式:pdf
大小:49KB
页数:2P
4.8
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号201920451901.0 (22)申请日2019.04.03 (73)专利权人鸥卡装饰品(北京)有限公司 地址100000北京市朝阳区南磨房路37号 1701-1703室 (72)发明人陈烨彬 (74)专利代理机构成都顶峰专利事务所(普通 合伙)51224 代理人左正超 (51)int.cl. a47h1/04(2006.01) a47h13/04(2006.01) (54)实用新型名称 一种用于窗帘安装的折弯轨道 (57)摘要 本实用新型属于窗帘安装技术领域,公开了 一种用于窗帘安装的折弯轨道包括轨道本体;所 述轨道本体包括金属外壳和弹性弯折件;所述金 属外壳设于弹性弯折件外侧;当弯曲金属外壳 时

钣金折弯系数
格式:pdf
大小:80KB
页数:3P
4.4
板材厚度v型槽6781012162540备注 455.578.51117.528 实际厚度 ξ 实际厚度 ξ 实际厚度0.780.78 ξ1.361.46 实际厚度0.950.970.97 ξ1.561.641.76 实际厚度1.151.151.151.17 ξ1.722.062.1 实际厚度1.471.471.451.45 ξ2.282.342.462.54 实际厚度1.61.6 ξ2.42.68 实际厚度1.911.911.91 ξ33.163.52 实际厚度 ξ3.92v16为不垫膜 实际厚度2.352.35 ξ3.64.3 332.95 4.34.665.44 2.922.95 4.745.72v25为不垫膜 实际厚度 ξ6.25 实际厚度4
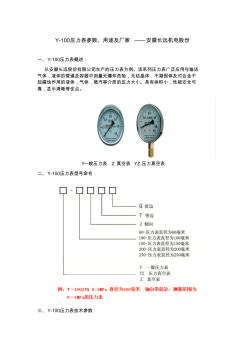
Y-100压力表性能参数及用途
格式:pdf
大小:335KB
页数:3P
4.4
y-100压力表参数、用途及厂家——安徽长远机电股份 一、y-100压力表概述: 以安徽长远股份有限公司生产的压力表为例。该系列压力表广泛应用与输送 气体,液体的管道及容器中测量无爆炸危险,无结晶体,不凝固体及对合金不 起腐蚀作用的液体,气体,蒸汽等介质的压力大小。具有体积小,性能安全可 靠,显示清晰等优点。 y一般压力表z真空表yz压力真空表 二、y-100压力表型号命名: 三、y-100压力表技术参数: 压 力 表 产 品 型 号 y-60 yz-60 z-60 y-100 yz-100 z-100 y-150 yz-150 z-150 y-200 公 称 直 径( mm) φ60φ100φ150φ200 接 头 螺 纹 m14x1 .5 m20x1.5 精 度 等 级 2.51.01.5 y 0-0.1;0-0.16;0-0.25;0

钢板展开长度及折弯线计算V2.1(20201022134601)
格式:pdf
大小:91KB
页数:2P
4.3
边a(mm)100折弯半径r(mm)10 边b(mm)100板厚t(mm)5 折弯角度β°90补角α90 k值0.45 tanα1 折弯线a段(mm)94.61625折弯线a段(mm)109.61625 折弯线b段(mm)94.622375折弯线b段(mm)109.622375 展开尺寸l(mm)189.24475展开尺寸l(mm)219.24475 注:按图形查询 绿色为输入区 黄色为输出区 边c(mm)100 折弯半径r2(mm)10 折弯角度θ°90 补角α90 k值0.45 tanα1 折弯线a段(mm)94.61625 折弯线c段(mm)94.61625 展开尺寸l(mm)278.4895
 pvc冷弯管折弯技巧
pvc冷弯管折弯技巧 pvc冷弯管折弯技巧
格式:doc
大小:52KB
页数:4P
4.9
本文将详细介绍在建设工程领域中使用pvc冷弯管进行折弯的技巧和方法,包括对比不同折弯方式的效果和说明。希望通过本文的阅读,读者能够掌握使用pvc冷弯管进行折弯的技巧,提高工作效率和质量。
数控铜排折弯机的设计 数控铜排折弯机的设计
格式:pdf
大小:199KB
页数:3P
4.3
铜排在高、低压电气设备中非常重要,而且既起安装作用又起导电作用,所以铜排的加工工艺地位更显重要。铜排的折弯又是铜排加工的重要部分,传统的折弯机自动化程度不高,而且需要人较多地介入。针对这个问题,设计出四连杆机构的铜排夹具和三点式折弯模具,通过与工作平台以及高效节能的液压系统的结合,以达到铜排折弯过程自动化的要求。
pc板折弯
格式:pdf
大小:11KB
页数:1P
4.8
pc板折弯工艺随着pc板优异的性能不断被用户熟知,其应用范围的不断扩大,逐渐被广 大用户去探索了解,并且其加工工艺得到大幅度的提升,今天,小编就pc板折弯工艺跟大 家分享下。 pc板折弯加工:pc板折弯主要是二种:一种是冷弯加工成型,一般都能以其厚度的150 倍作为最小冷弯半径进行冷弯。但是对于带有防划伤图层的pc板材,最小冷弯应该考虑 175倍,如果要更小,建议采用热成型。冷折弯会产生一定的永久变形,变形的大小取决于 板材的厚度。冷折弯加工后会有一定程度的松弛现象,pc板材最好是有一个大约25%的过 度弯曲,几天后应内里和外力达到平衡,才能制得最终的形状,在pc板冷弯加工,应注意: 工具必须锋利,冷弯加工后应该有1~2天的松弛时间,材能安装;安装时不要减少冷弯的 角度,也不要强行将pc板材推向安装位置;冷弯加工速度要快,这样获得的
W67Y-100/3200型折弯压力机弯管装置的设计相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程材料员
擅长专业:土建 安装 装饰 市政 园林


