

[QC成果]研制中小径管道滚动焊接支架
格式:docx
大小:5.4MB
页数:未知
人气 :92
![[QC成果]研制中小径管道滚动焊接支架](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAARCAMAAADjcdz2AAAAclBMVEUAAAD/qgC/gAD/fyr/jhz/lRXuiCL/iCL0lSDzkiT0jiL0kCH6jyTyjyP2kCL0kCP0jiP0jyP0jyT1jyT1kCP1kSP0kCP1kCP1kCT2kCT0jyT1kCP1jyP1kCT2kCT2kCT1kCT1kCT0jyT1kCP1kCT1kCSATLmhAAAAJXRSTlMAAwQGCQwPDxgqLS4yOzxeX2CGhq20tbW3v8DKy8zM2uHq8v7+RHgu6QAAAHNJREFUGBl1wYsSQkAABdDLIgq1JWk91uv+/y+22Kk1pnPwh9e1Hlw38gqHr0nt40fSkNjEuXwMNIa7zGOg4U4DxR2FUNHxDoGg4lcVwBA1rVpg9aL1xKan1WN1mmnNERYZORXnSzGRGRbJWKYw0nJMcPQBuncStYmV7KcAAAAASUVORK5CYII=) 3
3
[QC成果]研制中小径管道滚动焊接支架——本资料为[QC成果]研制中小径管道滚动焊接支架,编制于2013年,共19页。工程概况:核电一期2×1000MW常规岛建安一体化工程,单台机组管道系统为45个,大口径管道总量约为1960吨,中小径管道4万余米,焊口数量达5万多只。...
![[QC成果]研制中小径管道滚动焊接支架](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAYAAAAmL5yKAAABIklEQVQ4T63TzSqFURQG4GdfgSIMyA0YUAZ+bsEpF2CuZCKJKCMlJJlImbsAxcAN+BkoBm5ADPwc5Qq2tvbX2efDQJ01+b611rvWflfrXSHG+I4eLYt4wRk2c3gDDfQjFNhmiDGmghVc5kQCDGEBIzl2j0M8IuGTTWG3atAIIZwXncUYU6OTHJsNIVSF36EY43Ri+WeDDNpP3xDCUtn81waZ2kwGptcWsZX9dRwU85/m/xYDvGGieOkIO9lfxXyRu0Zvx0e4xUAxwh32sr+M0WKEZ4y1MShWVzEdr+ngphihWmkHt1DXwX/XeIyHguIHrrIaUzhRnkR3gRnGXBLSRe0WEqYPg/jMBV14wmtNUM3yMNpyMcZ0B9tZYGshhHQPP+wLpwmRgmVQIVIAAAAASUVORK5CYII=)
![[QC成果]研制中小径管道滚动焊接支架](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAMAAAAR8Wy4AAAARVBMVEUAAAD/gADvjyD2kSP3jyL0kCP0kCP2kCP1jyP2kSP1jyP1kCT0jyP0kCT1jyT2kST1kCT1kCP1jyP0kCP0jyP1kCP1kCR2n9jyAAAAFnRSTlMABBBRYnORkZKSmZ6fpaurrMrL2Nn8BQ/zAwAAAFdJREFUCNeVjDkWgCAQxTKi4jqKy7//US14PKU0XVIEMutKTUo/QhPeEBqg1VjCqBYw15DDoN3IJZISUZvli7n644hyK19z3ffHwVyVgy1z8W6q6LhUcT6v3QVRwpKfOwAAAABJRU5ErkJggg==)

超小径不锈钢管道焊接作业指导书
超小径不锈钢管道焊接作业指导书 为了克服超小径不锈钢管道焊接容易堵塞的问题,我们必须严格 按照以下几个施工步骤来进行: 第1步:焊接工艺的评定 我们组织专业的焊接工程师及相关的技术人员对焊接所涉及到 的正确的焊位、焊接角度、焊速及电流、电压等重要的参数反复进行 试验,编制了焊接工艺评定报告。(见附页表1) 第2步:焊接技术人员的培训 根据编制的焊接工艺评定报告,由苗仁德师傅专业指导,对焊接 组的5位焊工进行专业技术培训,直到完全能独立焊接合格为止。 第3步:现场焊接施工 1、首先对现场材料(管材、焊材)进行确认,对管子进行校直、 脱脂处理;对管口两侧约20mm作除油、除氧化层处理;用干净的棉 布擦干水浊或灰尘。 2、用磨光机打磨v型坡口,双面坡口为60°±2°,坡口部位间 隙要保证均匀。 3、进行组对时,管口间隙略大于焊丝直径(φ1mm),点焊前提前 送氩气,并控制
编辑推荐下载
 小径管焊接接头超声波检测分析
小径管焊接接头超声波检测分析 小径管焊接接头超声波检测分析
格式:pdf
大小:750KB
页数:4P
4.7
介绍了单晶片、大折射角度、短前沿超声波探头在小直径薄壁(4~8mm)管子焊缝探伤应用过程中存在的缺陷定位不准、定性困难和缺陷分辨率低等问题,对存在的问题进行分析、探讨并制订了相应措施,使小直径薄壁管焊缝探伤方法更加精准,避免了漏检、误判,实际应用效果明显。
“倒L”形声屏障钢结构安装滚动式支架五小成果
格式:pdf
大小:430KB
页数:5P
4.6
青年“五小”成果申报表 申 报 项 目 名称“倒l”形声屏障钢结构安装滚动式支架 简要 说明 在安装“倒l”形声屏障钢结构时,传统的“吊架法”存在许多缺 陷,滚动式支架保障了施工人员安全及施工质量,很快提高了施工 进度。 经济 效益 滚动式支架,最大限度地消除了安全隐患,降低了劳动强度, 提高了施工效率,降低了施工成本,提高了经济效益。 实施 单位 意见(盖章) 年月日 项目完成时间2014.6—2014.9 主要 参与者 情况 姓名性别出生年月工作时间现岗位职称 左松林男1993.32014.8技术员 助理工 程师 李福兴男1983.32010.6 计划部副 部长 助理工 程师 戈进轩男1983.52006.8总工程师 助理工 程师 申报 单位 意见 科技部门团委 年月日年月日 注:1、“实施单位意见”系指申报项目所在
QC成果研制中小径管道滚动焊接支架热门文档
 T91小径管异质钢的焊接工艺研究
T91小径管异质钢的焊接工艺研究 T91小径管异质钢的焊接工艺研究
格式:pdf
大小:47KB
页数:3P
4.6
研究了t91与10crmo910钢的异质焊接工艺,确定出预热和层间温度,选择了焊接材料,制订出相应的工艺参数和焊接、热处理工艺。通过焊接工艺试验评定表明:此焊接工艺选择适当,焊接接头的力学性能、显微组织满足要求,可以保证工程焊口质量。
小径管对接焊接接头相控阵超声检测技术 小径管对接焊接接头相控阵超声检测技术
格式:pdf
大小:1.1MB
页数:4P
4.5
对小径管对接接头中存在的裂纹、未熔合和未焊透等自然缺陷分别进行相控阵超声检测和射线检测,比较分析了两种检测方法的检测结果,评述了相控阵检测的优势及其在小径管检测中的应用前景。
![[QC成果]提高大管桩滚焊机焊接一次合格率](https://files.zjtcn.com/group1/M00/57/28/CgoBZ2AvxxSALukLAAAa1Qm2BIE667.jpg)
[QC成果]提高大管桩滚焊机焊接一次合格率
格式:pdf
大小:3.3MB
页数:44P
3
[qc成果]提高大管桩滚焊机焊接一次合格率——本资料为[qc成果]提高大管桩滚焊机焊接一次合格率,编制于2015年,共44页。课题背景:滚焊机由焊接部分,电控部分,大车部分,小车部分和基座共同组成。在小组组长带领下,小组成员与车间相关负责人探讨研究,在分析...
QC成果研制中小径管道滚动焊接支架精华文档
 新型奥氏体钢小径管焊接接头的超声波探伤
新型奥氏体钢小径管焊接接头的超声波探伤 新型奥氏体钢小径管焊接接头的超声波探伤
格式:pdf
大小:139KB
页数:3P
4.5
在超(超)临界发电机组的锅炉受热面中,super304h等新型奥氏体材料应用越来越广泛,文章结合铁素体钢小径管焊接接头的超声波探伤方法,对新型奥氏体钢小径管进行分析及对比,指出其中的差异,并提出适用于现场的快速有效检测新型奥氏体钢小径管焊接接头的探伤方法。
同径不等厚管道的焊接 同径不等厚管道的焊接
格式:pdf
大小:233KB
页数:4P
4.4
江苏新海石化公司100万t/a延迟焦化装置,有128道d219mm同径不等厚cr5mo管道焊缝,采用常规焊接施工方法其焊口易出现未焊透、内凹、夹钨等缺陷。经研究探讨,采用了"非对称斜拉式"焊接方法,有效地解决了缺陷问题。文章从坡口加工、点焊、焊接工艺参数、焊接作业要点等方面介绍了该焊接方法。

管道焊接
格式:pdf
大小:56KB
页数:3P
4.4
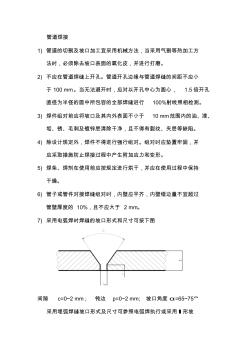
管道焊接 1)管道的切割及坡口加工宜采用机械方法,当采用气割等热加工方 法时,必须除去坡口表面的氧化皮,并进行打磨。 2)不应在管道焊缝上开孔。管道开孔边缘与管道焊缝的间距不应小 于100mm。当无法避开时,应对以开孔中心为圆心,1.5倍开孔 直径为半径的圆中所包容的全部焊缝进行100%射线照相检测。 3)焊件组对前应将坡口及其内外表面不小于10mm范围内的油、漆、 垢、锈、毛刺及镀锌层清除干净,且不得有裂纹、夹层等缺陷。 4)除设计规定外,焊件不得进行强行组对。组对时应垫置牢固,并 应采取措施防止焊接过程中产生附加应力和变形。 5)焊条、焊剂在使用前应按规定进行烘干,并应在使用过程中保持 干燥。 6)管子或管件对接焊缝组对时,内壁应平齐,内壁错边量不宜超过 管壁厚度的10%,且不应大于2mm。 7)采用电弧焊时焊缝的坡口形式和尺寸可按下图 间隙c=0~2
QC成果研制中小径管道滚动焊接支架最新文档
T91与TP347H异种钢小径管的焊接 T91与TP347H异种钢小径管的焊接
格式:pdf
大小:335KB
页数:4P
4.6
随着电站设备中金属部件使用钢材种类的逐渐增多,对锅炉高温、高压金属部件材质的要求越来越高,不可避免地会遇到异种钢焊接的问题。在300~1000mw机组锅炉过热器、再热器管道中,为满足使用要求,已经部分使用蠕变强度和抗氧化性能高的马氏体、奥氏体耐热钢(如t91,tp347h,tp304h)。为此,通过对马氏体耐热钢(t91)和奥氏体钢(tp347h)的性能分析,阐述了t91+tp347h焊接存在的问题,综述了马氏体耐热钢(t91)与奥氏体不锈钢(tp347h)的焊接性能、焊接工艺和操作技术,为从事焊接的工程技术人员提供选材、制订合理焊接工艺的依据。

锅炉受热面小径管焊接作业指导书
格式:pdf
大小:845KB
页数:41P
4.6
目录 1.编制依据 2.工程概况和特点 3.作业准备及作业条件 4.作业人员的资格和要求 5.施工主要机械及工器具 6.施工准备 7.作业程序、方法、工艺要求及质量标准 8.焊接质量缺陷的预防及返修措施 9.各级人员职责与权限 10.职业安全健康及环境管理 11.技术记录 焊接专业>>>锅炉受热面小径管焊接>>>作业指导书 第1页 1.编制依据 1.1《火电施工质量检验及评定标准》焊接篇(1996版) 1.2《焊工技术考核规程》dl/t679-1999 1.3《锅炉压力容器管道焊工考试与管理规则》国质检锅[2002]109号 1.4《焊接工艺评定规程》dl/t868-2004 1.5《电力建设安全工作规程》第一部分:火力发电厂(dl5009.1-2002) 1.6《t91/p91钢焊接工艺导则》电源质[2002]100号 1.7《火力发电厂异种钢焊接技术规程》(
T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺 T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺
格式:pdf
大小:91KB
页数:3P
4.8
叙述了t91钢+1cr18ni9ti钢异种钢焊接的工艺试验和工程实际应用。从理论和实际上对t91钢+1cr18ni9ti钢的焊接性、工艺性能进行了探讨,证明对于电站锅炉受热面用该类材质小径管时,采用镍基焊丝打底,镍基焊条盖面,焊前经100℃预热、小热输入焊接,焊后不进行热处理的焊接工艺是可行的。
SA213-TP347H钢小径管焊接工艺 SA213-TP347H钢小径管焊接工艺
格式:pdf
大小:200KB
页数:2P
4.3
针对sa213-tp347h钢小径管焊接的特点,介绍了采用手工钨极氩弧焊焊接工艺,对焊接操作中发现的问题进行讲解并提出了应对措施,对焊工焊接技术的提高有较大的参考价值。
小径管对接焊接接头超声波探伤探讨 小径管对接焊接接头超声波探伤探讨
格式:pdf
大小:97KB
页数:未知
4.8
一、概述管子和压力管道其主要作用是输送介质,除常见的石油、天燃气外,还有工业用气体,如氧气、二氧化碳等、乙烯、液氨、矿浆、煤浆等介质。与其他特种设备相比,主要由以下几方面的特点:1.管道与输送介质相对流动,所以管道内要减小阻力,保证光洁;还要对介质有所考虑,腐蚀性强的在设计上要增加相应的裕量。2.管道是相应固定的。一般埋于地下,不发生位移。3.输送的连续性。一般情况下应连续运行。4.在役运行的管道对地面建筑或区域构成威胁,尤其是易燃气
小径管焊接接头侧销钉对射线探伤的影响 小径管焊接接头侧销钉对射线探伤的影响
格式:pdf
大小:311KB
页数:未知
4.6
ug75/5.3-m3锅炉鳍式水冷壁管排焊接接头两侧布置有保温销钉,从而对x射线探伤产生了影响,文章重点探讨销钉如何布置才不会对探伤产生影响。
薄壁小径管焊接接头超声波探伤 薄壁小径管焊接接头超声波探伤
格式:pdf
大小:544KB
页数:未知
4.7
为进一步提高薄壁小口径管焊缝的超声波检验准确度,以《管道焊接接头超声波检验技术规程》(dl/t820—2002)标准为检验依据,介绍了薄壁小径管焊缝超声波探伤的常规方法,重点探讨了常规探伤方法在实际探伤中缺陷定位方面遇到的一些问题,提出了解决问题的方案。
T91与12CrlMoV薄壁小径管异种钢焊接 T91与12CrlMoV薄壁小径管异种钢焊接
格式:pdf
大小:293KB
页数:3P
4.5
介绍了电厂在建期间t91与12crlmov薄壁小径管异种钢焊接、工艺控制及安装过程中的注意事项,机组投运后的运行结果表明此种工艺,、质量控制方法是可行的。
不锈钢高压仪表取样小径管TIG焊接工艺的应用 不锈钢高压仪表取样小径管TIG焊接工艺的应用
格式:pdf
大小:120KB
页数:2P
4.5
由于1cr18ni9ti不锈钢高压仪表取样小径管,存在管径小,焊接操作不当易造成焊瘤和堵塞。通过改进传统焊接工艺,进行了科学试验和分析,提出了不制作钝边、不留间隙,打底层焊缝不填焊丝的焊接工艺措施。
QC成果研制中小径管道滚动焊接支架相关
文辑推荐
知识推荐
百科推荐


职位:质量控制工程师
擅长专业:土建 安装 装饰 市政 园林


