





Q195炼钢要求
q195钢工艺操作 默认分类2010-09-2020:54:12阅读58评论0字号:大中小订阅 一、工艺流程:转炉→lf精炼→矩坯连铸→切割检验→发运装车 二、原料:技术要求 1、兑铁前必须取铁样分析,铁水[s]≤0.050%。 2、铁水温度>1250℃。 3、准备fe-si、mn-si、ba-al-si合金.要求合金干净、干燥,阴雨天送合金时必须用栅布遮盖. 4、炼钢前一天,合金上料工提供准确的合金成份,并登记在炉前黑板上。 三、转炉操作: (一)、化学成份(%) 牌 号 化学成分% csimnps q1950.06—0.120.12-0.300.25-0.50≤0.045≤0.050 内控0.07-0.110.15-0.200.35-0.45≤0.035≤0.035 钢种液相温度:t=1
钢护筒作业指导书(1)
中铁十局集团第二工程有限公司钟祥汉江公路二桥项目经理部 1 中国中铁 钢护筒施工作业指导书 一、材料基本数据:....................................................................................................................................3 二、施工工艺:...............................................................................................................................................3 1.钢护筒加工...................................
编辑推荐下载
Q195钢材介绍
格式:pdf
大小:286KB
页数:5P
 4.7
4.7
q235 普通碳素结构钢-普板 是一种钢材的材质。q代表的是这种材质的屈服度,后面的235,就是指这种材 质的屈服值,在235左右。并会随着材质的厚度的增加而使其屈服值减小。由于含碳 适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。常轧制 成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量 用用建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、 锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。c、d级钢还可作 某些专业用钢使用。 等级 q235a,q235b,q235c,q235d。这是等级的区分,所代表的,主要是冲击的温度 有所不同而已! a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别为:q235a级, 是不做冲击;q235b级,是20度常温冲击;q

Q195带钢冷轧开裂的原因及对策
格式:pdf
大小:26KB
页数:5P
4.5
螺纹钢筋性能偏低原因及对策 技术中心 2018/8/10 q195带钢冷轧开裂的原因及对策 技术中心 一、问题的提出 长期以来,公司q195带钢一直存在硬度偏高、冷轧开裂的现象, 用户反映较大,特别是冷轧卷管的用户反映更强烈,进入2001年,部 分用户已开始少订或不订公司的q195带钢,严重影响了公司普带市场 的稳定和扩大。今年6月20至23日,孙总带队走访用户后,6月28 日主持会议,组织成立攻关组,对冷轧开裂原因进行了调查,提出了解 决办法。 二、缺陷特征 1、冷轧成薄带边部开裂 2.5mm、2.3mm厚热轧带钢直接冷轧成1.1~1.3mm薄带边部开裂。 表现为带钢边部有裂口,呈不规则状或锯齿状,导致冷带切边量加大, 切边不尽时,影响焊管的焊接质量。 2、冷轧成方管、圆管开裂 1.1~1.3mm冷带直接冷轧成方管、圆管开裂。表现为角部出现不 规
Q195炼钢作业指导书热门文档

Q195钢材介绍
格式:pdf
大小:296KB
页数:5P
4.5
q235 普通碳素结构钢-普板 是一种钢材的材质。q代表的是这种材质的屈服度,后面的235,就是指这种材 质的屈服值,在235左右。并会随着材质的厚度的增加而使其屈服值减小。由于含碳 适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。常轧制 成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量 用用建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、 锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。c、d级钢还可作 某些专业用钢使用。 等级 q235a,q235b,q235c,q235d。这是等级的区分,所代表的,主要是冲击 的温度有所不同而已! a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别为:q235a 级,是不做冲击;q235b级,是20度
Q195钢种操作要点
格式:pdf
大小:29KB
页数:2P
4.5
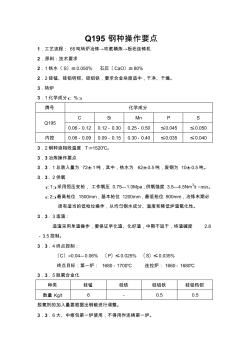
q195钢种操作要点 1.工艺流程:65吨转炉冶炼→吹氩精炼→板坯连铸机 2.原料:技术要求 2.1铁水〔s〕≤0.050%石灰〔cao〕≥80% 2.2硅锰、硅铝钙钡、硅铝铁,要求合金块度适中,干净、干燥。 3.转炉 3.1化学成分﹝%﹞ 牌号化学成分 q195 csimnps 0.06-0.120.12-0.300.25-0.50≤0.045≤0.050 内控0.06-0.090.09-0.150.30-0.40≤0.035≤0.040 3.2钢种液相线温度t1=1520℃。 3.3冶炼操作要点 3.3.1总装入量为72±1吨,其中,铁水为62±0.5吨,废钢为10±0.5吨。 3.3.2供氧 ﹝1﹞采用恒压变枪,工作氧压0.75—1.0mpa,供氧强度3.5—4.5nm3/t·min。 ﹝2﹞最高枪位1500mm,基本枪位
维修钢筒作业指导书
格式:pdf
大小:136KB
页数:10P
4.4
维修钢筒作业指导书 任务:维修钢筒 编制部门:坑采车间充填工段 编制人员:曹凯崔鹏 日期:2010年07月25日 核准:童友林 日期:2010年07月30日 适用的职业:支柱工、钢筒工 第一部分:资源配置 1.1人员需求:现场工作负责人1人:生产副工长 作业成员4人:支柱工2人,钢筒工2人 1.2工时:8小时 1.3安全用具:纯棉工作服5套;胶鞋5双;安全帽5顶; 布手套5双;手电5把。 1.4劳动保护用品要求:所有现场人员必须穿 1.5工器具:电焊机一台;焊条1包;氧气、乙炔一套;焊 枪一把;割枪一把;活动扳手一把;撬棍一支;手锤1把; 梅花扳手2把;面罩1个;眼镜1副。 1.6工作票选用:上级指令和生产需要 1.7技术文件:《支柱工安全操作规程》《维修焊工安全操
钢筋检验作业指导书
格式:pdf
大小:149KB
页数:10P
4.7
钢筋检验作业指导书 1术语、定义 1.1热轧光圆钢筋: 经热轧成型,横截面通常为圆形,表面光滑的成品钢筋。 1.1.1牌号构成 由hpb+屈服强度特征构成。 1.2热轧带肋钢筋: 带肋钢筋:横截面通常为圆形,且表面带肋的混凝土结构用钢材。 纵肋:平行与钢筋轴线的均匀连续肋。 横肋:与钢筋轴线不平行的其它肋。 月牙肋钢筋:横肋的纵截面呈月牙形,且与纵肋不相交的钢筋。 1.2.1牌号构成 普通热轧钢筋:由hrb+屈服强度特征构成。 细晶粒热轧钢筋:由hrbf+屈服强度特征构成。 1.3冷轧带肋钢筋: 热轧圆盘条经冷轧后,在其表面带有沿长度方向均匀分布的三面或二面横肋 的钢筋。 1.3.1牌号构成 由crb+钢筋的抗拉强度最小值构成。 1.4冷轧扭钢筋: 低碳钢热轧圆盘条经专用钢筋冷轧扭机调直、冷轧并冷扭(或冷滚)一次成 型具有规定截面形式和相应节距的连续螺旋状钢筋。
Q195炼钢作业指导书精华文档
钢丝生产作业指导书
格式:pdf
大小:14KB
页数:6P
4.5
钢丝生产作业指导书 1目的 为了让生产操作人中清楚、明确、了解和掌握各工序及岗位的生产工艺和技术要求,确保生 产计划的按时完成。 2适用范围 适用与本厂生产过程中所有的工艺、技术、质量的控制。 3职责 3.1技术部提供有生产中适用的工艺文件、技术标准、工装模具等相关文件,负责对工艺流 程方案的制定。 3.2生产部提供相关的《生产作业指导书》及《生产命令单》。 3.3质管部提供生产过程中的过程检验标准,与成品验收标准。 3.4各岗位人员按工艺流程,《生产指导书》严格执行。 4工作程序 4.1组批投料操作过程 4.1.1组批投料的原则是根据《原料的材质书》,并经质管部检验确认无误的合格原料后,按同 一批号或炉号钢号、规格投料生产。 4.1.2班组长有责任检验原料的表面质量,批号或炉号堆放等情况,如有异常,应及时通知生产 部负责人。具体参照《生产命令单》与《生产投

钢支撑作业指导书
格式:pdf
大小:8KB
页数:3P
4.7
钢支撑作业指导书 1、编制目的与使用范围 本作业指导书适用于成都地铁4号线一期工程土建2标。 本作业指导书规定了地铁车站维护结构钢支撑施工中的加工、运输、安装及质量检查、验收标 准。 2.引用标准: 《建筑钢结构焊接规范》(jgj81-91) 《钢结构设计规范》(gbj17-88) 《建筑基坑工程技术规范》(yb9258-97) 成都地铁4号线公文区间、文家站、文中风井关于钢支撑设计图纸 3.钢筋施工工艺工艺 3.1钢支撑施工流程及施工工艺 施做维护桩等维护结构→桩顶凿除达到设计标高既冠梁底标高后开始施做冠梁,在施做冠梁时, 应按要求埋入后期支撑安装所需要的预埋铁件→冠梁施做→机械、设备、材料进场→第一层土方开 挖→架设第一道钢支撑并施加预应力→第二层土方开挖→架设第二道钢支撑并施加预应力→循环施 做至基底标高→浇筑底板和底板处水平施工缝以下侧墙→待砼强度达到设计要求好

6钢架作业指导书
格式:pdf
大小:476KB
页数:11P
4.6
目录 1.编制目的及适用范围...............................................1 2.作业准备.........................................................1 3.技术要求.........................................................1 4.施工程序与工艺流程...............................................2 5.施工要求.........................................................3 6.劳力组织.........................................................7 7.材料
钢结构作业指导书
格式:pdf
大小:33KB
页数:2P
4.3
作业指导书 编号: 施工单位工程名称 分项(部) 工程名称 钢结构安装过程名称焊接 施工班组铆工队实施时间 控制项目及应达到的质量标准 1、钢结构拼接按图纸给定的施工标准确定,坡口形式及尺寸按下图: t=1.5~12mm c=0~2mm p=0~2mm α=70+5o 2、施焊前,焊工应复查焊件接头质量和焊区的处理情况。当不符合要求时,应经修整 合格后方可施焊。 3、焊接钢结构时角焊缝焊脚高度应按设计图纸执行,设计无要求时与较薄件厚度相同。 (对接接头,t形接头,角接接头,十字接头等对接焊缝及对接和角接组合焊缝,焊角 尺寸应保证焊接质量达到设计和施工规范要求。) 4、焊接时,焊工应遵守焊接作业指导书,不得自由施焊及在焊道旁边引弧。 5、角焊缝转角处宜连续绕角施焊,起落弧点距焊缝端部宜大于10.0mm,角焊缝端部不 设置引弧和引出板的连续焊缝,起

H型钢工序作业指导书
格式:pdf
大小:326KB
页数:14P
4.7
1 浙江普天集成房屋有限公司 文件编号:pt/qb/ggj-001 版本号/修改次数:a/0 h型钢生产线工序作业指导书 受控状态:受控 发放序号: 实施日期: 品质部编写 编写 审核 批准 2 h型钢生产线工序作业指导书 1.目的 本指导书对h型钢生产线各工序的作业规范及要求做出规定。 2.范围 本指导书适用于h型钢生产线各工序岗位的作业。 3.职责 3.1操作人员按本指导书进行操作,并对本工序的制作质量负责。 3.2总师办负责对h型钢生产线各工序作业的规范性进行监督。 3.3质控部负责对h型钢生产线工序作业流程中产品质量各监控点实施检验监控工作。 4.相关文件 gb50205-2001《钢结构工程施工质量验收规范》 jgj81-2002《建筑钢结构焊接技术规程》 dbj08-216-95《钢结构制作工艺规程》 jg144-2002
Q195炼钢作业指导书最新文档
钢网检查作业指导书
格式:pdf
大小:25KB
页数:1P
4.3
o作业指导书檢查指导书☆每天作業以前一定要确认作业指导书!如果不明白請問工程部. 工工機器m數量6使用治工具变更履历日付担当 程檢查i0011711 名程品管q2822 3933 41044 51155 1.目的 为保证钢网使用完后网孔及周边彻底清洁,使用孔内无残 留锡膏及杂物,确保再次使用时的印锡品质. 2.钢网的检查2.3检查好的钢网交给全能工测试张力,在钢网两面贴 2.1检查工具:钢网检查台、放大镜上保护膜,保证钢网清洁,并及时记录《钢网清洗检 2.2钢网的检查查记录表》 2.2.1将清洗好的钢网对照日光灯检查钢网周边是否清洗3.注意事项 干净,钢网有无变形及划痕.3.1钢网清洗完成后必须及时交给领班检查,不可

隧道钢架作业指导书
格式:pdf
大小:80KB
页数:11P
4.3
新建线土建工程 隧道 作业指导书 隧道工程第六分册(钢架作业) 项目总工程师:工程部长: 发布时间:实施时间: 1 钢架作业指导书 1.适应范围 适应于新建隧道。 2.作业准备 2.1内业技术准备 作业指导书编制后,应在开工前组织技术人员认真学习实施性施 工组织设计,阅读、审核施工图纸,澄清有关技术问题,熟悉规范和 技术标准。制定施工安全保证措施,提出应急预案。对施工人员进行 技术交底,对参加施工人员进行上岗前技术培训,考核合格后持证上 岗。 2.2外业技术准备 施工作业层所涉及的各种外部技术资料的搜集。修建生活房屋。 配齐生活、办公设施,满足主要管理、技术人员进场生活、办公需要。 3.技术要求 3.1为保证钢架的加工质量,应在隧道洞口场地上严格作业,规 范施工,要按1:1放样,严格控制轴线、尺寸。 3.2钢架加工后进行试拼,观察有无扭曲翘曲现象,
钢化工序作业指导书
格式:pdf
大小:24KB
页数:3P
4.4
福建*************玻璃有限公司—公司制度 内容:“钢化工序”作业指导书部门:生产部生效日:201年1月2日 董事办:董事长: 第1页/共3页 1、工序作业前准备: 1.1班前会 工序全体员工必须参加,由工序负责人主持。 班前会内容:讲安全、讲质量、讲任务、讲精神。 1.2准备工作 检查及保养设备、工具;开机并试机。 认真阅审当日工艺流程单并归类做到心中有数。 准备各种作业物料。 穿戴劳保用品。 2、工序要求: 钢化炉操作室应专人负责,各类厚度玻璃的程序设定应按生产部规定的 数据执行,程序设定好后,应认真核对,确保无误。 玻璃上片时,应做到: a、核对流程跟踪单数量与玻璃实物是否相符。 b、应审阅流程跟踪单加工内容,入炉玻璃应核对尺寸、孔位、孔径等。 c、依工艺标准确认玻璃外观质量是否符合要求。 d、上片时应撕去玻璃上的标签,并妥善保管,全数移送下片台备

作业指导书-钢支撑
格式:pdf
大小:115KB
页数:14P
4.6
目录 1.适用范围....................................................................................................................................2 2.作业准备....................................................................................................................................2 2.1.技术准备.....................................................................................................

钢支架作业指导书
格式:pdf
大小:341KB
页数:19P
4.8
内蒙古君正化工动力分厂1×200mw烟气脱硫除尘工程 1 目录 一、工程概况............................................................................................................................................................2 二、施工机具一览表................................................................................................................................................3 三、基础验收检查................................
 Q195带钢边裂缺陷的分析与控制
Q195带钢边裂缺陷的分析与控制 Q195带钢边裂缺陷的分析与控制
格式:pdf
大小:446KB
页数:未知
4.4
针对通化钢铁股份有限公司生产热轧q195带钢过程中存在边部裂纹缺陷的难点问题,通过对边裂的统计分析、原料坯的成分检验,对其形成原因及机理进行了研究。结果表明:原料坯中c、mn、si等元素的含量对热轧带钢边裂缺陷的影响明显,采用了钢水成分调整工艺措施后,有效地控制了带钢边裂质量问题。
Q195带钢边裂缺陷的起因及对策 Q195带钢边裂缺陷的起因及对策
格式:pdf
大小:84KB
页数:1P
4.6
q195带钢生产中容易出现边裂缺陷,外观特征里带钢卷边部参差不齐,在一侧或两侧的边部呈连续或间断的树皮状或严重的锯齿状。这种缺陷产生的原因是:a.连铸坯边缘存在角裂纹、皮下气泡等缺陷;b.连铸坯坯边缘有夹杂;c.轧件边部温度过低,或轧制张力设定过大;d.连铸坯的硫、铜含量较高;e.轧制时的钢报脆性大。五大原因中连铸坯原因占了三个,可见连铸坯的控制非常重要。
Q195带钢边裂缺陷的起因及对策 Q195带钢边裂缺陷的起因及对策
格式:pdf
大小:84KB
页数:1P
4.3
q195带钢生产中容易出现边裂缺陷,外观特征里带钢卷边部参差不齐,在一侧或两侧的边部呈连续或间断的树皮状或严重的锯齿状。这种缺陷产生的原因是:a.连铸坯边缘存在角裂纹、皮下气泡等缺陷;b.连铸坯坯边缘有夹杂;c.轧件边部温度过低,或轧制张力设定过大;d.连铸坯的硫、铜含量较高;e.轧制时的钢报脆性大。五大原因中连铸坯原因占了三个,可见连铸坯的控制非常重要。
标准件Q195用钢的开发 标准件Q195用钢的开发
格式:pdf
大小:219KB
页数:未知
4.5
文章介绍了q195标准件的应用及特点,根据钢种各化学元素的作用,确定生产工艺路线,确定炼钢工艺要点,介绍q195标准件的优良力学性能,指出q195标准件实验的注意事项。
钢结构作业指导书
格式:pdf
大小:63KB
页数:8P
4.4
钢结构安装作业指导书 1办理进场施工的有关手续,包括公司资质、施工组织设计及方案、人员、机具 设备等资料报验;现场项目部对施工队进行安全“三级教育”,记录并建立安全 档案;实施施工前的安全技术交底制度并作好书面记录工作; 2基础复核:对土建单位提出的安装定位轴线、基准标高、柱基础位置线、预埋 地脚螺栓位置线、基础面标高、混凝土强度等级等各项数据进行必要的复查,或 向土建单位所要合格证明文件; 3基础复核后与土建单位办理基础中交手续; 4将安装轴线、标高控制点的有关放线记录向监理报验,监理同意后才可进行下 一步施工; 5构件进场: 5.1构件供运应该有顺序; 5.2现场质检员应清点来料是否与清单上数量一致;材料及构件质保书是否随货 到; 5.3构件上是否有合格证及构件编号,外观是否满足要求等; 5.4对梁、柱、支撑等主要构件进行必要的尺寸复查,以及对主要控制
Q195炼钢作业指导书相关
文辑推荐
知识推荐
百科推荐


职位:一级建筑工程师
擅长专业:土建 安装 装饰 市政 园林


