

P92钢焊接工艺在工程中的应用
格式:pdf
大小:399KB
页数:2P
人气 :62
 4.4
4.4
前言随着经济的发展和人民对环保的要求,新建设的燃煤发电厂越来越倾向于运行效率高、成本低的大容量、超临界和超超临界高参数机组,而同时,适应高参数设备运行的钢材应具有良好的综合性能和更高的蠕变断裂强度。本文以邹县电厂4×1000MW机组为依托,对超超临界锅炉用P92钢的焊接及检测施工的经验及做法进行了研究。




P92钢管的现场焊接工艺
超(超)临界锅炉用钢及焊接技术协作网第三次论坛大会论文集 p92钢管的现场焊接工艺 朱建智 (河北电建一公司,石家庄市,050021) 摘要:作为一种在超超临界机组中起着重大作用的新型钢材,p92钢的现场焊接工艺必然成为需要重点研究的课题。 mts-616焊材基本能满足选材要求,且采用钢芯过渡形式,通过对其熔敷金属试验表明,该焊材具有良好的焊接工艺 性能,便于焊工操作的掌握。作为高合金的p92钢,其现场焊接必须执行严格的施工程序。p92钢的现场焊接工艺: 采用gtaw+smaw工艺,内部充氩保护,焊前预热,预热温度为100℃~200℃,层间温度控制在200℃~250℃。采 用较小的焊接线能量,采取多层多道焊并避免过厚的焊道,努力使热影响区软化带变得窄一些,缩小其影响。焊后冷 却到80℃~100℃时进行马氏体转变,然后进行760℃±10℃恒温4
编辑推荐下载
P92钢焊接工艺在超(超)临界机组主蒸汽管中的应用
格式:pdf
大小:109KB
页数:2P
4.7
p92钢凭借其本身卓越的抗高温蠕变性能,在现代火电机组对主蒸汽管道机械性能要求极其严苛的时代中表现出了在应用中所具备的非凡品质。而针对p92钢的原材质的优良属性,我们不持怀疑态度,但是在进行焊接加工的过程后,是否真的具备这样的优越性质就显得更为重要了。通过不同的焊接工艺,所产生出来的p92钢在主蒸汽管中的表现,也就出现了不同的使用效果。
P92钢焊接工艺在工程中的应用热门文档
P92钢及其焊接技术研究
格式:pdf
大小:99KB
页数:12P
4.6
p92钢及其焊接技术研究 来源:中国电力科技网作者:闫平吕继祖卞小军吕道华2009-2-2719:34:21 p92钢及其焊接技术研究 闫平吕继祖卞小军吕道华 (中国华电工程(集团)有限公司管道分公司,北京市海淀区西三环北路91号(南门)100044) 摘要:本文通过对p92钢的焊接性分析,焊接材料的选择与试验及焊接工艺评定试验,提出了p92钢gtaw+smaw+saw 的工厂化组合焊接技术,并成功应用于华电邹县电厂2×1000mw机组和外高桥三期2×1000mw机组等工程。 0前言 超临界、超超临界机组成为火电的发展趋势,而新材料的开发和利用为电站向高参数方向发展提供了有力的保障。a335 p92钢(欧洲en牌号为x10crwmovnb9-2)是用钒、铌元素微合金化并控制硼和氮元素含量的铁素体钢(9%铬,1.75% 钨,0.5%钼),比其
METRODE电力工业T92P92钢焊接材料及焊接(P92钢焊接技术研讨会)
格式:pdf
大小:6.3MB
页数:42P
4.4
METRODE电力工业T92P92钢焊接材料及焊接(P92钢焊接技术研讨会)
 不锈钢药心焊丝MAG焊接工艺在工程中的应用
不锈钢药心焊丝MAG焊接工艺在工程中的应用 不锈钢药心焊丝MAG焊接工艺在工程中的应用
格式:pdf
大小:164KB
页数:4P
4.5
不锈钢管道焊接施工普遍采用钨极氩弧焊打底,焊条电弧焊填充盖面;但这种工艺效率低、成本高,焊接操作难度大,制约了焊接施工进度。为了满足生产需要,在某常减压装置设备、管道安装施工中,采用了不锈钢药芯焊丝mag焊接工艺,保证了焊接质量,提高了生产效率,降低了施工成本。
焊接工艺在钢结构中的应用 焊接工艺在钢结构中的应用
格式:pdf
大小:405KB
页数:3P
4.3
焊接是钢结构的主要连接方法,从焊接工艺性试验,焊接顺序,焊接准备,气象条件检测,垫板和引弧板,焊接装配定位焊,焊接质量检查,焊接缺陷及消除方法,焊接质量要求,焊缝返修工艺规程,焊接环境等方面对焊接工艺在钢结构中的应用进行了论述。
超超临界机组T92/P92钢焊接 超超临界机组T92/P92钢焊接
格式:pdf
大小:768KB
页数:5P
4.4
介绍了t92/p92钢在广东大唐潮州三百门电厂3号、4号机组(2×1000mw)的应用情况,此类钢的焊接特性是:具有焊接冷裂纹倾向;焊接接头的韧度难以控制;焊后热处理温度的控制精度范围小;热影响区软化并会产生iv型裂纹。根据上述特性,制定了t92/p92钢在焊前、焊接过程、焊后热处理及检验各个环节的工艺及控制要点,以保证机组的焊接安装质量。2台机组经水压试验和168h试运行,均未发生焊口泄漏事故,运行情况良好。
P92钢焊接工艺在工程中的应用精华文档
复合钢板的焊接工艺及在水利工程中的应用 复合钢板的焊接工艺及在水利工程中的应用
格式:pdf
大小:268KB
页数:2P
4.4
闸门门槽埋件在水中易被冲蚀,目前常规做法是对埋件的构成部分进行喷锌防护,但工序较复杂,成本偏高,效果一般。特别是在水头较高、流态较复杂的放水洞中,由于埋件长时间受到高流速的水流冲蚀,及易受到破坏。而现在市场出现一种新型材料——复合钢板,它的防腐蚀效果及性价比都很好,但在水利工程中的应用还不太广泛,因为它的焊接工艺是一个难点。结合实际,以某放水洞工程为例,从技术角度分析它的焊接工艺以及它在水利工程中的应用。

钢结构工程中焊接方法的选用及焊接工艺的应用
格式:pdf
大小:134KB
页数:3P
4.8
通过对焊条电弧焊、co2气保焊、混合气体保护焊的工艺试验及评定,证明了熔化极气保焊具有高效质优的优点,确定了在不同的生产施工条件下合理采用不同的焊接方法以及焊接工艺,对中铁二十一局集团第二工程有限公司的钢结构工程的生产有着较高的可操作性和实践指导意义。

常见的焊接工艺及钢结构焊接工艺
格式:pdf
大小:37KB
页数:14P
4.5
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
SA335P91钢的焊接工艺
格式:pdf
大小:49KB
页数:5P
4.6
sa335p91钢的焊接工艺 sa335p91钢是一种改进型的9cr-1mo钢,是由美国橡树岭国家实验室和美国燃 烧公司研究开发的,它是一类在9cr-1mo钢基础上加入了v、nb、n、ti、al 合金元素的改进型的新钢种。由于该钢种具有良好的抗高温氧化和抗蠕变性能, 同时热强性好,能有效地减轻结构自重,因而近几十年应用在美、欧、日等发达 国家的电站设备中。我国也从20世纪90年代中期引进了该钢种,并应用于十余 座火力发电厂中,但由于p91钢属马氏体钢,具有一定冷裂倾向和接头脆化倾向, 因而对焊接工艺和热处理工艺有严格的要求,操作技术上也有一些特点。 1焊接材料及方法 (1)p91钢管规格为¢325.5mm×29.5mm,焊接材料由aec提供,包括¢2.4mm 的cm-91g焊丝,¢3.2mm和¢4.0mm的cromocord9m焊条。 (2)焊接工艺为手工钨极
P92钢焊接接头蠕变本构关系 P92钢焊接接头蠕变本构关系
格式:pdf
大小:1.2MB
页数:5P
4.4
通过热处理方法模拟焊接热循环,在3.53k/s的升温速度下制备p92钢焊接热影响区各微区的模拟组织试样,通过单轴蠕变试验获得923k下p92钢熔敷金属、热影响区各微区和母材组织不同应力水平下的单轴蠕变数据,用最小二乘法拟合得到p92钢焊接接头各区域组织在稳态蠕变条件下的蠕变本构方程.结果表明,相比焊接接头其它微区组织,试验应力较低时,细晶区的蠕变应变率最大,因此在低应力下细晶区容易发生蠕变开裂;随着应力水平的增加,焊接接头和母材蠕变速率逐渐超过细晶区,蠕变断裂易发生在焊缝或母材上.
P92钢焊接工艺在工程中的应用最新文档

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
超超临界机组主蒸汽P92钢的焊接 超超临界机组主蒸汽P92钢的焊接
格式:pdf
大小:206KB
页数:5P
4.5
根据华能玉环电厂超超临界机组主蒸汽管道p92钢的现场焊接实践,详细介绍了p92类新型铁素体耐热钢的焊接技术要点以及改善焊缝金属韧性、减小haz软化及ⅳ型裂纹的具体措施。通过采用性能优良的焊材,采取\"小线能量、快速连弧、小摆幅、薄焊层、多层多道焊\"的操作方法,严格控制预热温度和层间温度,采用分区加热的热处理工艺,全过程旁站监督控制,从而得到了优良的焊缝。
P92钢及其焊接材料冷裂纹敏感性研究
格式:pdf
大小:1.1MB
页数:7P
4.4
超(超)临界锅炉用钢及焊接技术协作网第二次论坛大会论文集 195 p92钢及其焊接材料冷裂纹敏感性研究 赵建仓迟鸣声李建勇王淦刚朱平 (苏州热工研究院,苏州,215004) 摘要:针对usc机组主蒸汽管道用大径厚壁新型铁素体p92钢管,采用小铁研抗裂试验及插销试验方法,研究了国 外不同厂家p92钢焊条的抗冷裂性,获得了p92钢及其焊条的抗冷裂性定量指标,为p92钢的焊接工艺评定及焊接工 艺规程制订奠定了技术基础。 关键词:p92钢焊接材料冷裂纹敏感性 1前言 新型铁素体耐热钢p92与p91比较,以其更 优的高温强度和抗蠕变性能,更优良的耐腐蚀和 抗氧化性能,在超超临界(usc)机组的高温集 箱和蒸汽管道等部件得到越来越广泛的应用。目 前我国的华能玉环、华电邹县、上海外高桥等单 机容量1000mw以及600mw的u
超超临界机组SA335-P92钢焊接工艺评定实践 超超临界机组SA335-P92钢焊接工艺评定实践
格式:pdf
大小:158KB
页数:3P
4.6
根据国内外参考文献,分析了sa335-p92钢的焊接性能,阐述了p92钢焊接工艺评定方案的制定、实施及工艺试验情况。根据试验情况对p92钢的焊接进行了总结,找出了提高p92手工焊缝冲击韧性的方法,提出了工程焊接与工艺试验存在的差别及工程焊接需要注意的问题。
耐候钢焊接工艺
格式:pdf
大小:686KB
页数:5P
4.8
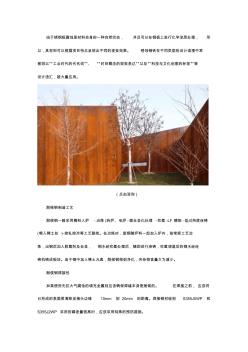
由于锈钢板腐蚀是材料自身的一种自然状态,并且可以在钢板上进行化学涂层处理,所 以,其材料可以根据项目特点呈现出不同的视觉效果。锈蚀钢铁在不同类型的设计语境中常 被冠以“工业时代的代名词”、“时间概念的视觉表达”以及“科技与文化创意的标签”等 设计语汇,被大量应用。 (点击咨询) 耐候钢制造工艺 耐候钢一般采用精料入炉-冶炼(转炉、电炉-微合金化处理-吹氩-lf精炼-低过热度连铸 (喂入稀土丝)-控轧控冷等工艺路线。在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶 炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连 铸机铸成板坯。由于钢中加入稀土元素,耐候钢得到净化,夹杂物含量大为减少。 耐侯钢焊接性 如果使用无抗大气腐蚀的填充金属则应该确保焊缝本身是耐候的。在焊接之前,应该将 已形成的表面层清除至接头边缘10mm到20mm的
P92钢厚壁大管径焊接工艺优化 P92钢厚壁大管径焊接工艺优化
格式:pdf
大小:197KB
页数:3P
4.4
随着我国超超临界火力发电机组工程的大量兴建,p92高合金钢耐热钢的应用越来越普及。为确保其厚壁大管径焊口的焊接质量,提高其焊接效率,本文以国电汉川三期6~#机组焊接为基础,从坡口的设计、焊接及热处理等工艺方面的优化来改善焊接质量,提高焊接效率。
 脉冲MIG焊接工艺在不锈钢机车制造中的应用
脉冲MIG焊接工艺在不锈钢机车制造中的应用 脉冲MIG焊接工艺在不锈钢机车制造中的应用
格式:pdf
大小:228KB
页数:3P
4.4
介绍了脉冲电流熔化极气体保护焊(migp)的工艺特点及逆变脉冲熔化极气体保护焊机350/500ag2的电源性能,以及该工艺在tcs铁素体不锈钢机车焊接制造中的应用。

焊接工艺报告
格式:pdf
大小:60KB
页数:6P
4.4
12东南-pd-2005-949 序号报告名称报告编号页数 1 建筑钢结构焊接工艺评定报告 (钢板横对接/气保焊 q235bδ=20mm) 东南-pd-2009-3710 2建筑钢结构焊接工艺评定报告 (角接接头对接/q235bδ=20mm) 东南-pd-2009-389 3建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235bδ=20mm) 东南-pd-2009-3910 4 建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235b+q345b δ=25mm) 东南-pd-2009-4010 5 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊q235b δ=20mm) 东南-pd-2009-4110 6 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊/气保焊 q235b δ=20mm+q345bδ=50mm) 东南-pd-
![p91焊接工艺导则[1][整理版]](https://files.zjtcn.com/group1/M00/2E/2E/CgoBZ2AcmjGABg2OAAAykZPuIRQ189.jpg)
p91焊接工艺导则[1][整理版]
格式:pdf
大小:130KB
页数:9P
4.8
t9l/p9l钢焊接工艺导则 关于颁发《t9l/p91钢焊接工艺导则》的通知 电源质[2002]100号 各省(市、区)电力公司: 近几年来引进机组主蒸汽管道及再热热段管道普遍采用了p91钢,国内 300mw及以上机组也普遍开始采用了这种钢材。为了指导施工,保证火力发电 设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的t91 /p91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为 《t91/p91钢焊接工艺导则》。现予以颁发,请各单位遵照执行。 附件:t91/p91钢焊接工艺导则 国家电力公司电源建设部 二oo二年十月三十日 1、制订依据 本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家 电力公司火电建设部制订的“t91/p91钢管焊接工艺暂行规定”为版本,结合 近年来积累的实践经验进行修订。 2、适
P92钢焊接工艺在工程中的应用相关
文辑推荐
知识推荐
百科推荐


职位:装修专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


