

5[1][1].GBT13793—2008直缝电焊钢管
格式:pdf
大小:28KB
页数:1P
人气 :82
![5[1][1].GBT13793—2008直缝电焊钢管](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAARCAMAAADjcdz2AAAAclBMVEUAAAD/qgC/gAD/fyr/jhz/lRXuiCL/iCL0lSDzkiT0jiL0kCH6jyTyjyP2kCL0kCP0jiP0jyP0jyT1jyT1kCP1kSP0kCP1kCP1kCT2kCT0jyT1kCP1jyP1kCT2kCT2kCT1kCT1kCT0jyT1kCP1kCT1kCSATLmhAAAAJXRSTlMAAwQGCQwPDxgqLS4yOzxeX2CGhq20tbW3v8DKy8zM2uHq8v7+RHgu6QAAAHNJREFUGBl1wYsSQkAABdDLIgq1JWk91uv+/y+22Kk1pnPwh9e1Hlw38gqHr0nt40fSkNjEuXwMNIa7zGOg4U4DxR2FUNHxDoGg4lcVwBA1rVpg9aL1xKan1WN1mmnNERYZORXnSzGRGRbJWKYw0nJMcPQBuncStYmV7KcAAAAASUVORK5CYII=) 4.7
4.7
钢管——直缝电焊钢管 序 号 材料名称 牌 号 材料标准编号 品种规格( mm) 品种规格标准编号 有关规定 标记示例 5 直缝电焊钢 管 08、15、20、 Q215A GB/T 13793—2008 (GB/T 13793— 1992) 外径×壁厚: 10.2×1.2 18×2.0 20×2.4 20×2.6 22×1.6 GB/T 13793—2008 GB/T 21835—2008 1、材料状态 软状态钢管 R; 低硬状态钢管 DY。 2、制造精度 外径普通精度 PD·A; 外径较高精度 PD·B; 外径高精度 PD·C; 壁厚普通精度 PT·A; 壁厚较高精度 PT·B; 壁厚高精度 PT·C。 3、说明事项 a)制造精度中的普通精度可不作标记,如 选择较高精度和高精度, 应在图纸技术要求中说 明。 b)选用其他外径和壁厚的尺寸详见 GB/T 21835—2
![5[1][1].GBT13793—2008直缝电焊钢管](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAYAAAAmL5yKAAABIklEQVQ4T63TzSqFURQG4GdfgSIMyA0YUAZ+bsEpF2CuZCKJKCMlJJlImbsAxcAN+BkoBm5ADPwc5Qq2tvbX2efDQJ01+b611rvWflfrXSHG+I4eLYt4wRk2c3gDDfQjFNhmiDGmghVc5kQCDGEBIzl2j0M8IuGTTWG3atAIIZwXncUYU6OTHJsNIVSF36EY43Ri+WeDDNpP3xDCUtn81waZ2kwGptcWsZX9dRwU85/m/xYDvGGieOkIO9lfxXyRu0Zvx0e4xUAxwh32sr+M0WKEZ4y1MShWVzEdr+ngphihWmkHt1DXwX/XeIyHguIHrrIaUzhRnkR3gRnGXBLSRe0WEqYPg/jMBV14wmtNUM3yMNpyMcZ0B9tZYGshhHQPP+wLpwmRgmVQIVIAAAAASUVORK5CYII=)
![5[1][1].GBT13793—2008直缝电焊钢管](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAMAAAAR8Wy4AAAARVBMVEUAAAD/gADvjyD2kSP3jyL0kCP0kCP2kCP1jyP2kSP1jyP1kCT0jyP0kCT1jyT2kST1kCT1kCP1jyP0kCP0jyP1kCP1kCR2n9jyAAAAFnRSTlMABBBRYnORkZKSmZ6fpaurrMrL2Nn8BQ/zAwAAAFdJREFUCNeVjDkWgCAQxTKi4jqKy7//US14PKU0XVIEMutKTUo/QhPeEBqg1VjCqBYw15DDoN3IJZISUZvli7n644hyK19z3ffHwVyVgy1z8W6q6LhUcT6v3QVRwpKfOwAAAABJRU5ErkJggg==)


GBT13793-2008直缝电焊钢管
ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m

GBT13793-2008 直缝电焊钢管
ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m
编辑推荐下载

直缝电焊钢管(GBT13793-1992)
格式:pdf
大小:196KB
页数:6P
4.7
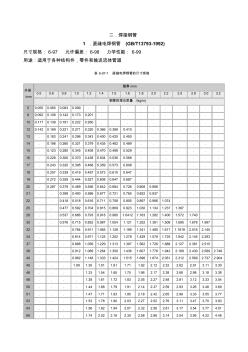
二.焊接钢管 1.直缝电焊钢管(gb/t13793-1992) 尺寸规格:6-97允许偏差:6-98力学性能:6-99 用途:适用于各种结构件,零件和输送流体管道 表6-97-1直缝电焊钢管的尺寸规格 外径 /mm 壁厚/mm 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.2 钢管的理论质量/(kg/m) 50.0550.0650.0830.099........... 80.0920.1090.1420.1730.201.......... 100.1170.1390.1810.2220.260.......... 120.1420.1690.2210.2710.3200.3660.
GBT13793—2008直缝电焊钢管热门文档
直缝电焊钢管参数表
格式:pdf
大小:91KB
页数:2P
4.7
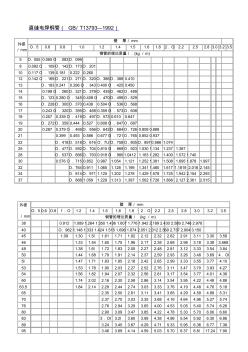
直缝电焊钢管(gb/t13793—1992) 外径 /mm 壁厚/mm o.50.60.81.01.21.41.51.61.82.o2.22.52.83.03.23.5 钢管的理论质量/(kg/m) 5o.0550.065o.083o.099 80.092o.109o.142o.173o.201 100.117o.1390.1810.2220.260 120.142o.169o.221o.271o.320o.366o.3880.410 13o.1830.2410.296o.3430.400o.4250.450 140.198o.260o.321o.379o.435o.462o.489 15o.1230.280o.3450.408o
直缝电焊钢管
格式:pdf
大小:86KB
页数:9P
4.4
中华人民共和国国家标准 gb/t13793―92 直缝电焊钢管 外形、重量、技术要求、检验方法、验收规则、包装、标志及质量证明书 其他用途的电焊钢管。 许偏差 求,经供需双方协议,可以供应其他尺寸的钢管。 径精度级别、厚度精度级别应在合同中注明,未注明者扫普通精度执行,普通精度代号可以省略。 ,短尺长度不小于1m。 按每倍尺留5mm切口余量。定尺长度、倍尺总长度允许偏差应符合以下规定。 16mm的钢管,弯曲度不大于1.5mm。 5% 钢的密度为7.85kg/dm3。按公式计算 管(hgc): 61.82.02.22.52.83.03.23.53.84.04.24.54.85.05.45.6 410 450 489 529 568 608 647 687 726 765 805 923 042 121 199 278

GBT13793—2008直缝电焊钢管精华文档
直缝焊管GBT13793
格式:pdf
大小:207KB
页数:16P
4.7
直缝电焊钢管gb/t13793—92 1主题内容与适用范围 本标准规定了直缝电阻焊按钢管的产品分类、尺寸、外形、重量、技术要求、检验方法、验收规则、 包装、标志及质量证明书 本标准适用于各种结构件、零件和输送流体管道以及其他用途的电焊钢管。 2引用标准 gb222钢的化学分析用试样取样法及成品化学成分允许偏差 gb223钢铁及合金化学分析方法 gb228金属拉伸试验法 gb241金属管液压试验方法 gb242金属管扩口试验方法 gb244金属管弯曲试验方法 gb246金属管压扁试验方法 gb699优质碳素结构钢技术条件 gb700碳素结构钢 gb2102钢管的验收、包装、标志和质量证明书 gb2975钢材力学及工艺性能试验取样规定 gb6397金属拉伸试验试样 gb7735钢管涡流探伤方法 3分类、代号 3.1按制造精度分为

大口径直缝电焊钢管规定 (2)
格式:pdf
大小:117KB
页数:11P
4.4
第1页共10页 大口径直缝电焊钢管 规定 项目名称 山东信发25万吨/年烧碱20 万吨/聚氯乙烯工程 分项名称所有装置 文件号01-00-0000-46-003 项目代号e06005设计阶段工程设计页数:1/11 大口径直缝电焊钢管规定 版次说明设计校核审核日期 本 文 件 产 权 属 ccecc 所 有 , 未 经 ccecc 书 面 许 可 不 准 复 制 或 转 让 第 三 方 。 山东信发25万吨/年烧碱20万吨/聚氯乙烯工程 大口径直缝电焊钢管规定 01-00-0000-46-003 第2页共11页 1概述 1.1本文件为山东信发25
大口径直缝电焊钢管规定
格式:pdf
大小:95KB
页数:11P
4.5
大口径直缝电焊钢管 规定 项目名称 山东信发25万吨/年烧碱20 万吨/聚氯乙烯工程 分项名称所有装置 文件号01-00-0000-46-003 项目代号e06005设计阶段工程设计页数:1/11 大口径直缝电焊钢管规定 版次说明设计校核审核日期 本 文 件 产 权 属 ccecc 所 有 , 未 经 ccecc 书 面 许 可 不 准 复 制 或 转 让 第 三 方 。 1概述 1.1本文件为山东信发25万吨/年烧碱20万吨/聚氯乙烯工程中乙炔、氯乙烯、烧碱、 vcm、公用工程装置管道材料,规定大口径直缝电焊钢管(碳钢和低合金钢, 500≤dn≤1600)的结构尺寸、材料以及制造、检验、包装、标志等技术要求。 1.2
直缝电焊钢管力学性能检测报告
格式:pdf
大小:20KB
页数:1P
4.5
建设工程检测有限公司 直缝电焊钢管力学性能检测报告 委托编号:检验编号:档案号: 建设单位房地产开发有限公司 委托单位建筑工程安装有限公司 工程名称1#、2#栋检验类别委托 使用部位主体试样见证人 生产厂名代表批量----- 制造精度pd.apt.a需方要求普通 样品来源委托送样收样日期2015-08-30 出厂炉号-----检验日期2015-09-01 级别牌号q235b签发日期2015-09-05 产品规格外径48mm壁厚3.25mm检测环境26℃72%rh 检验依据gb/t13793-2008,jgj130-2011 试件编号 拉伸试验弯曲试验 外径 (mm) 壁厚 (mm) 屈服强度 (mpa) 抗拉强度 (mpa) 伸长率 (%) 弯曲半径: r=6d 弯曲角度:900标准要求
直缝电焊钢管各岗位生产工艺规范(范例)
格式:pdf
大小:220KB
页数:16P
4.7
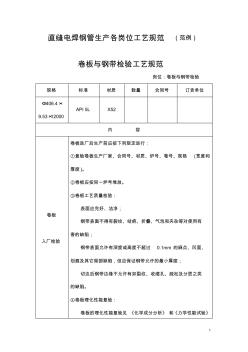
1 直缝电焊钢管生产各岗位工艺规范(范例) 卷板与钢带检验工艺规范 岗位:卷板与钢带检验 规格标准材质数量合同号订货单位 ф406.4× 9.53×12000 api5lx52 内容 卷板 入厂检验 卷板进厂后生产前应按下列规定进行: ①复验卷板生产厂家、合同号、材质、炉号、卷号、规格(宽度 和厚度)。 ②卷板应按同一炉号堆放。 ③卷板工艺质量检验: 表面应完好、洁净; 钢带表面不得有裂纹、结疤、折叠、气泡和夹杂等对使用有 害的缺陷; 钢带表面允许有深度或高度不超过0.1mm的麻点、凹面、划 痕及其它局部缺陷,但应保证钢带允许的最小厚度; 切边后钢带边缘不允许有如裂纹、收缩孔、疏松及分层之类 的缺陷。 ④卷板理化性能复验: 卷板的理化性能复验见《化学成分分析》和《力学性能试验》 部分。 ⑤上述各项检验合格后,方可投入生产;不合格卷板做好标识, 另行堆放。
GBT13793—2008直缝电焊钢管最新文档

直缝电焊钢管各岗位生产工艺规范(范例)新
格式:pdf
大小:335KB
页数:23P
4.3
1 直缝电焊钢管生产各岗位工艺规范(范例) 卷板与钢带检验工艺规范 岗位:卷板与钢带检验 规格标准材质数量合同号订货单位 ф406.4× 9.53×12000 api5lx52 内容 卷板 入厂检验 卷板进厂后生产前应按下列规定进行: ①复验卷板生产厂家、合同号、材质、炉号、卷号、规格(宽度和 厚度)。 ②卷板应按同一炉号堆放。 ③卷板工艺质量检验: 表面应完好、洁净; 钢带表面不得有裂纹、结疤、折叠、气泡和夹杂等对使用有 害的缺陷; 钢带表面允许有深度或高度不超过0.1mm的麻点、凹面、 划痕及其它局部缺陷,但应保证钢带允许的最小厚度; 切边后钢带边缘不允许有如裂纹、收缩孔、疏松及分层之类 的缺陷。 ④卷板理化性能复验: 卷板的理化性能复验见《化学成分分析》和《力学性能试验》 2 部分。 ⑤上述各项检验合格后,方可投入生产;不合格卷板做好标识, 另行
GBT14980低压流体输送用大直径电焊钢管
格式:pdf
大小:26KB
页数:2P
4.7
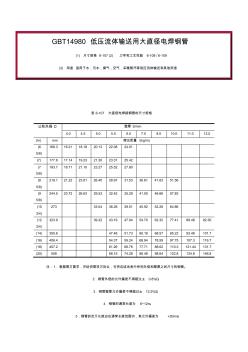
gbt14980低压流体输送用大直径电焊钢管 (1)尺寸规格6-107(2)力学和工艺性能6-108/6-109 (3)用途适用于水,污水,煤气,空气,采暖蒸汽等低压流体输送和其他用途 表6-107大直径电焊接钢管的尺寸规格 公称外径d壁厚s/mm 4.04.55.05.56.07.08.010.011.012.0 (in)mm理论质量/(kg/m) (6 5/8) 168.316.2118.1820.1322.0824.01 (7)177.817.1419.2321.3023.3725.42 (7 5/8) 193.718.7121.1023.2725.5227.80 (8 5/8) 219.121.2223.8126.4028.9731.5336.614

直缝电焊钢管料宽及单重计算公式
格式:pdf
大小:11KB
页数:1P
4.8
圆管 管径壁厚料宽 理论单重 kg/米 301.592.041.05 矩形管 边长a边长br角壁厚 等效圆管外 径 料宽 理论单重 kg/米 2315.52.51.523.1468.000.801
直缝电焊钢管规格参数表
格式:pdf
大小:111KB
页数:6P
4.4
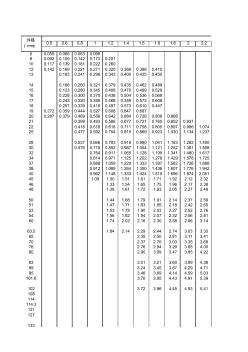
0.50.60.811.21.41.51.61.822.2 50.0550.0650.0830.099 80.0920.1090.1420.1730.201 100.1170.1390.1810.2220.260 120.1420.1690.2210.2710.3200.3660.3880.410 130.1830.2410.2960.3430.4000.4250.450 140.1980.2600.3210.3790.4350.4620.489 150.1230.2800.3450.4080.4700.4990.529 160.2280.3000.3700.4380.5040.5360.568 170.2430.3200.3950.4680.3590.573

(整理)大口径直缝电焊钢管规定
格式:pdf
大小:106KB
页数:11P
4.7
................. ................. 大口径直缝电焊钢管 规定 项目名称 山东信发25万吨/年烧碱20 万吨/聚氯乙烯工程 分项名称所有装置 文件号01-00-0000-46-003 项目代号e06005设计阶段工程设计页数:1/11 大口径直缝电焊钢管规定 版次说明设计校核审核日期 本 文 件 产 权 属 ccecc 所 有 , 未 经 ccecc 书 面 许 可 不 准 复 制 或 转 让 第 三 方 。 ................. ................. 1概述 1.1本文件为山东信发25万吨/年烧碱20万吨/聚氯乙烯工程中乙炔、氯乙烯、烧碱、 vcm、公用工程装置管道材料,规定大口径
 全自动直缝电焊钢管钻孔机
全自动直缝电焊钢管钻孔机 全自动直缝电焊钢管钻孔机
格式:pdf
大小:220KB
页数:2P
4.4
介绍采用plc作为控制核心的直缝电焊钢管自动钻孔设备,着重介绍各部分的设计构成。该钻孔设备可以自动对不同规格直缝电焊钢管完成不同孔径和孔距的钻孔要求。加工品质可靠,加工效率高,具有一定的应用价值。


电焊钢管规格重量表
格式:pdf
大小:117KB
页数:2P
4.5
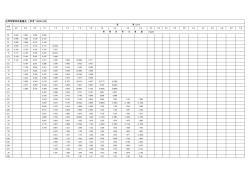
电焊钢管规格重量表[参考yb242-68] 外径 (mm) 壁厚(mm) 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.23.53.84.04.24.54.85.05.5 钢管的理论重量(kg/m) (5)0.0550.0650.0830.099 (6)0.0680.0800.1080.123 (7)0.0800.0950.1220.148 (8)0.0920.1100.1420.173(0.202) (9)0.1050.1250.1620.1970.231 100.1170.1390.1820.222(0.261) (11)0.1290.1540.2010.2470.290 120.142
GBT13793—2008直缝电焊钢管相关
文辑推荐
知识推荐
百科推荐


职位:道桥工程师与岩土工程师
擅长专业:土建 安装 装饰 市政 园林


