




 钢结构焊接工艺评定报告(全英文版表格)
钢结构焊接工艺评定报告(全英文版表格) 钢结构焊接工艺评定报告(全英文版表格)
钢结构焊接工艺评定报告(全英文版表格)——本稿是一篇钢结构焊接工艺评定报告,全英文版,共提供了7种类型的焊接评报,列出了焊材规格、连接类型、焊接形式以及各种焊接工艺参数,检测结果等。内容比较详细。全文共65页。


编辑推荐下载
监理细则(钢结构焊接)
格式:pdf
大小:68KB
页数:9P
 4.6
4.6
c13 吴江市铜罗同盛世家商住楼工程 监理细则 (钢结构焊接) 内容提要: 监理目标 关键控制点 监理措施 其它 项目监理部(章): 专业监理工程师: 总监理工程师: 日期: 江苏省建设厅建设监理处监制 吴江市铜罗同盛世家商住楼工程 钢结构焊接工程监理实施细则 一、工程概况 详见监理规划 二、监理依据 (一)有关设计文件、施工图纸; (二)工程施工合同和委托监理合同; (三)与专业相关的标准和技术资料: 1、《建筑工程施工质量验收统一标准》gb50300-2001 2、《钢结构工程施工质量验收规范》gb50205-2001 (四)审核批准的施工组织设计或施工方案。 三、钢结构焊接工程监理目标 监理目标:质量合格,安全无事故。 四、钢结构焊接工程监理质量控制措施及关键控制点 (一)钢结构焊接工程质量保证资料的核查 1、钢材质量证明书及复试试验报告; 2、焊接材料、焊
钢结构焊接自检记录
格式:pdf
大小:124KB
页数:6P
4.8
. 部分内容来源于网络,有侵权请联系删除! 河北纵横集团丰南钢铁有限公司烧结机及配套项目 工程质量报验单 编号: 工程名称 河北纵横集团丰南钢铁有限 公司烧结机及配套项目 合同编号 单位工程名称头尾骨架制作 致:项目监理部: 钢结构自检记录按工程检验划分规定和有关标准、规范要求进行了自检,质量等 级为(合格或优良),现报请查验。 附:1、头尾骨架制作钢结构自检互检验收记录 2、头尾骨架制作钢结构自检互检验收记录 3、头尾骨架制作钢结构自检互检验收记录 4、头尾骨架制作钢结构自检互检验收记录 5、头尾骨架制作钢结构平台自检互检验收记录 6、头尾骨架制作钢结构平台自检互检验收记录 7、头尾骨架制作钢结构平台自检互检验收记录 施工单位(章):总包单位(章): 技术负责人:技术负责人: 年月日年月日 项目监理部查验意见: 项目监理部(章): 监理工程师:年月
EN910钢结构焊接欧洲标准英文热门文档
钢结构焊接规定
格式:pdf
大小:30KB
页数:5P
4.5
钢结构焊接工程 7.1适用范围 7.1.1本章适用于工业与民用建筑工程中单层(含门式刚架轻型房屋)、多 层、高层以及网架等钢结构的焊接施工质量验收指南。 7.1.2本章适用于钢材厚度3mm及以上的碳素结构钢和低合金结构钢的焊接 施工质量验收指南。 7.1.3本章适用于手电弧焊、埋弧焊、气体保护焊、电渣焊、栓焊等焊接方 法。 7.2一般规定 7.2.1探伤时间的规定是为了防止延迟性的冷裂纹事故的发生,《规范》规定: 碳素结构钢应在焊缝冷却到环境温度,低合金结构钢应在完成焊接24h以后,进行 焊缝探伤检验,这是最低要求。产生延迟裂纹的因素很多,如焊缝中氢的扩散、聚 集,焊接残余应力,钢材的淬硬倾向又是产生延迟裂纹的主要因素,淬硬倾向又与 钢材的碳当量有关,现推荐国际焊接学会“iiw”对低合金结构钢的碳当量(ceq) 计算公式: ceq=c+mn/6+(cr
钢结构焊接方案
格式:pdf
大小:36KB
页数:9P
4.3
1 目录 1.工程概况 2.适用范围 3.执行规范与标准215326199 4.施工准备 5.施工工艺与技术标准 6、焊缝的形式 7、焊缝要求 8、焊接的操作要求 9.质量控制标准 2 1.工程概况 工程名称:安徽皖电金属加工配送有限公司生产综合楼及铆焊车间工程; 工程地点:安徽长丰县双凤经济技术开发区内; 建筑面积:房建的面积为3640㎡、钢构的面积为3089㎡建筑层数;结构类型:框架结 构、钢结构; 建设单位:安徽皖电金属加工配送有限公司; 设计单位:中美合资安徽华胜国际工程设计咨询有限公司; 监理单位:安徽凯奇建设项目管理有限公司; 施工单位:鸿纬翔宇工程建设有限公司; 2.适用范围 适用于安徽皖电金属配送有限公司铆焊车间钢结构工程。 3.执行规范与标准 《建筑工程施工质量验收统一标准》(gb50300-2001) 《钢结构工程施工质量验收规范》(gb50205-2001)
钢结构焊接施工
格式:pdf
大小:39KB
页数:6P
4.6
61钢结构焊接施工工艺标准 61.1总则 61.1.1适用范围 本工艺适用于桥梁工程中钢结构焊接施工,包括钢板表面处理、焊接等。 61.1.2编制依据 《铁路钢桥制造规范》(tb10212-2009) 《栓钉焊接技术规程》(cecs226:2007) 《钢结构工程施工质量验收规范》(gb50205-2001) 《铁路钢桥保护涂装及涂料供货技术条件》ctb/t1527-2011) 《铁路桥涵工程质量验收标准》(tb10415-2003) 《高速铁路桥涵工程施工质量验收标准》(tb10752-2010) 61.2术语 (1)构件element 由零件或由零件和部件组成的钢结构基本单元,如梁、柱、支撑等。 (2)预拼装testassembling 为检验构件是否满足安装质量要求而进行的拼装。 (3)焊钉(栓钉)焊接studwelding 将
钢结构焊接规范
格式:pdf
大小:125KB
页数:12P
4.4
文档 钢结构焊接规范 钢结构从下料、组对、焊接、检验等工艺 钢结构手工电弧焊焊接施工工艺标准 依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《钢结构工程施工质量验收规范》gb50205-2001 《钢焊缝手工超声波探伤方法和探伤结果分级法》gb11345 《钢熔化焊对接接头射线照相和质量分级》gb3323 《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》 jbj/t3034.1 《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》 jbj/t3034.2 《建筑钢结构焊接技术规程》jgj81 1、范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手 工电弧焊焊接工程。 2、施工准备 2.1材料及主要机具 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求 施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规

钢结构焊接评定
格式:pdf
大小:196KB
页数:10P
4.4
建筑钢结构焊接工艺评定报告 编号: 编制: 焊接责任(技术)人员: 批准: 单位: 日期:年月日 焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告 2焊接工艺指导书 3焊接工艺评定记录表 4焊接工艺评定检验结果 5q345b钢板原材质保书 6j506焊条质保书 7 8 9 10 11 12 13 14 15 16 17 18 焊接工艺评定报告 共2页第1页 工程(产品)名称 台州市体育中心顶棚钢结构网架 钢板角接焊接 评定报告编号东南-pd1098 委托单位 浙江东南网架集团有限公 司 工艺指导书编号东南-zd1098 项目负责人徐春祥依据标准 《建筑钢结构焊接技术规程》 jgj81-2002 试样焊接单位 浙江东南网架集团有限公 司 施焊日期2002.12.10 焊工彭胜林
EN910钢结构焊接欧洲标准英文精华文档
钢结构焊接验收标准
格式:pdf
大小:9KB
页数:3P
4.4
1、适用范围 本标准适用于×××公司所承建建筑工程中钢结构钢构件的焊接工程。 2、施工准备 2.1材料和主要机具 2.1.1所需施焊的钢材、钢铸件必须符合国家现行标准和设计要求。 2.1.2根据设计要求选用适宜的焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料,并应符合现行国家行业标准。 2.1.3施工机具:交流电焊机、直流弧焊机、半自动co2弧焊机、埋弧焊焊机、熔化嘴电渣焊机、焊条 烘箱、焊条保温筒、焊接检验尺等。 2.2作业条件 2.2.1施工前焊工应复查组装质量和焊接区域的清理情况,如不符合技术要求,应修整合格后方可施焊。 2.2.2气温、天气及其它要求: (1)气温低于0℃时,原则上应停止焊接工作。 (2)强风天,应在焊接区周围设置挡风屏,雨天或湿度大的场合应保证母材的焊接区不残留水分。 (3)当采用气体保护焊时,若环境风速大于2m/s,原则上应停止焊接。 2.3焊工必须经
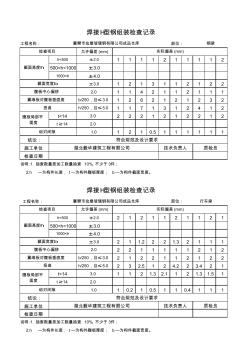
钢结构焊接H型钢检验记录表(1)
格式:pdf
大小:28KB
页数:1P
4.6
工程名称:部位: 允许偏差(mm) h<500±2.01111211112 500<h<1000±3.0 1000<h±4.0 ±3.01213112122 2.01142112111 b/250,且≤3.01262121232 h/250,且≤5.01171312412 t<143.02221212212 t≥142.0 1.01210.5111111 结论: 施工单位 检查日期 2.h—为构件长度,t—为构件腹板厚度;b—为构件截面宽度。 工程名称: 允许偏差(mm) h<500±2.02121121121 500<h<1000±3.0 1000<h±4.

钢结构焊接(钢构件焊接)工程检验批
格式:pdf
大小:16KB
页数:1P
4.6
1 2 3 4 5 6 检查数量:每批同类构件抽查10%,且不应少于3件。 检验方法:观察检查。 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽 查处不应少于5处。 检验方法:观察检查。 b<20:0-3.0 b≥20:0-4.0 b<20:0-4.0 b≥20:0-5.0 2对接焊缝错边d d<0.15t, 且≤2.0 d<0.15t, 且≤3.0 序号项目图例允许偏差 1对接焊缝余高c 一、二级三级 注:表内t为连接处较薄的板厚。 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不 应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:用焊缝量规检查。 表a.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm) 表面
钢结构焊接规范1
格式:pdf
大小:208KB
页数:36P
4.4
版本号日期发行目的编制审查批准委托方 文档名称: 总体建造技术规格书 项目编号:受控号: 文档编号:附件页数:1页数:35 目录 1总则⋯.........................................................................................................................4 1.1综述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯. 错误!未定义书签。 1.2安全⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯. 错误!未定义书签。 1.3建造程序.............................................................
EN910钢结构焊接欧洲标准英文最新文档

Ⅵ-1钢结构焊接施工记录
格式:pdf
大小:20KB
页数:1P
4.6
1 钢结构焊接施工记录 编号:sgjlⅵ-1 工程名称结构部位施工日期 自年月日 至 焊缝部位及要求质量等级示意图(必须标注对接焊缝的射线、超声探伤检查点的位置): 接头 代号 钢号、规格接头种类焊接方法 焊条(焊剂) 牌号 焊工姓名 焊工合格 证编号 施焊最低 温度(℃) 接头 代号 焊缝外观质量 项目专业技术负责人:班组长:记录人:

无碱速凝剂欧洲标准EN196-1
格式:pdf
大小:6KB
页数:2P
4.5
关于无碱速凝剂 室内凝结时间和砂浆强度测试的标准(欧洲标准en196-1)和说明 及其它相关的建议 1.无碱速凝剂的测试标准、(en196-1) 一、水泥净浆测试标准 初凝<2分钟<4分钟>4分钟 终凝<5分钟<8分钟>8分钟 评价良好合格不合格 测试方式: 设备:搅拌罐和圆形刮勺、手动维卡针、秒表、锥型环。 1.用水量26-35克; 2.1克高效减水剂或类式的超高效塑化剂; 3.100克水泥(+20℃±1℃); 4.充分搅拌直到出现均匀浆体为止; 5.掺入3-10g速凝剂并拌和5秒; 6.拌和好后立即:装进锥型环,置入维卡试针下测定贯入值; 7.记录初凝时间(维卡针在距离水泥低部1-2mm处停止); 8.记录终凝时间(针不能贯入水泥体中)。 二、砂浆实验标准 初凝<2分钟

常见的焊接工艺及钢结构焊接工艺
格式:pdf
大小:37KB
页数:14P
4.5
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用

钢结构焊接论文金属焊接论文
格式:pdf
大小:10KB
页数:3P
4.4
大型钢结构屋架焊接应力释放研究 摘要:在大型钢结构屋架平台施工中,焊接是重要工序.如何消除焊接应力,控制焊接 变形,是保证工程质量的关键.针对大型钢结构屋架平台焊接变形问题,施工前应分析出影响 变形的主要因素并预见变形的方向,制定预防、矫正变形、释放焊接应力的措施.本文通过对 大型钢结构屋架平台施工经验的总结,提出可操作性防变形措施,在文中主要针对的是大型 钢结构屋架的焊接应力进行探讨,提出了相应的解决方案。 关键词:大型:钢结构;组装;焊接;变形;应力;控制;措施 1、焊接应力与释放概述 1.1焊接应力概述 焊接应力:是焊接过程中焊件内产生的应力。它是导致结构变形,形成裂纹的主要原因。 焊接应力可分为瞬态热应力和焊接残余应力。焊接应力的危害可从两方面考虑: (1)对结构完整性的影响 焊接热应力可促使焊缝产生热裂纹,残余应力导致焊后延迟裂纹的
国家标准《钢结构焊接标准》征求意见稿
格式:pdf
大小:4.2MB
页数:189P
4.6
中华人民共和国国家标准 pgb50661-201× 钢结构焊接标准 standardforweldingofsteelstructures (征求意见稿) ××××-××-××发布××××-××-××实施 中华人民共和国住房和城乡建设部 联合发布 中华人民共和国国家市场监督管理总局 udc i 目次 1总则............................................................1 2术语和符号......................................................2 2.1术语...............................................


钢结构英文翻译对照
格式:pdf
大小:13KB
页数:3P
4.6
steelstructure 面积:area 结构形式:framework 坡度:slope 跨度:span 柱距:bayspacing 檐高:eaveheight 屋面板:roofsystem 墙面板:wallsystem 梁底净高:cleanheight 屋面系统:roofcladding 招标文件:tenderdoc 建筑结构结构可靠度设计统一标准:unifiedstandardfordesigningofarchitectureconstruction reliablity 建筑结构荷载设计规范:loaddesignstandardforarchitectureconstruction 建筑抗震设计规范:anti-seismicdesignstandardforarc

钢结构英文缩写及含义
格式:pdf
大小:41KB
页数:7P
4.4
构件篇 column柱子 post从梁上升起的柱子 baseplate底板 capplate顶板 coverplate盖板 endplate封板,短板 sealplate封板 shearplate剪切板 connectionplate连接板 beam梁/次梁 secondarybeam次梁 joistgirder主桁架 girder主梁 joist次桁架 brace支撑 lintel过梁 misc杂件 embedpalte预埋板件 anchorbolt地脚螺栓 frame钢架 railing扶手 stair楼梯 rcwall混凝土墙 bracket马仔 part/typpart零件 assy组合件 canopy雨棚 catwalk猫道 ladder爬梯 purlin檩条 fishplate结合板 h

欧洲标准EN1714(超声)
格式:pdf
大小:508KB
页数:15P
4.5
-1- 欧洲标准 焊缝的无损检测 焊接接头的超声波检测 en1714:1998 en1714 1范围 本欧洲标准规定厚度8mm以上金属材料(超声衰减特别是散射衰减较小)的熔化焊缝的手工超声检验方 法。主要用于焊缝合母材均为铁素体的全焊透焊接接头。 如有规定且合适,经签约单位同意,有关技术也可用于: (1)除上述材料以外的其他材料; (2)部分焊透焊缝; (3)自动检测设备; 本标准规定的与材料有关的超声波参数,是根据纵波声速为5920±50m/s,横波声速为3255±30m/s的钢 材得出的。检测不同声速的材料时,就必须考虑到这一点。 本标准规定的四种检验等级,每种等级对应于不同的缺陷检出概率。有关选择检验等级a、b、c的导则 见附录a。适于具体应用的检验等级要求需遵循本标准的一般要求,并征得签约单位同意。 经签约单位同意后,本标准允许采用下列方法对缺陷讯号
不锈钢欧洲标准EN中文版含SUS
格式:pdf
大小:753KB
页数:38P
4.7
欧洲标准en10088-1:2005 ics77.140.22代替en10088-1:1995 英文版 不锈钢 第一部分:不锈钢系列 此欧洲标准由cen于2005年4月14日批准。 cen成员应遵守cen/cenelec内部规章,该内部规章规定, 此欧洲标准应视同各成员国的、不可随意更改的国家级标准。 中心秘书处或cen成员国均有这些国家级标准的最新明细表和 参考标准。 此欧洲标准有三种正式版本(英文、法文、德文),cen成员可 以将它的任何一种语言版本翻译成自己的语言,并通知中心秘书处视 同正式的版本。 cen成员由各国的国家标准机构组成,包括奥地利、比利时、 丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、 荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。 en10088
EN910钢结构焊接欧洲标准英文相关
文辑推荐
知识推荐
百科推荐


职位:园林绿化安全员
擅长专业:土建 安装 装饰 市政 园林


