

EN1714—1998焊缝超声波检验(完整中文版)
格式:pdf
大小:3.0MB
页数:12P
人气 :78
 4.3
4.3
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved. ? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved. ? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved. ? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved. ? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved. ? 1995-2005 Tsinghua




欧洲标准EN1714(超声)
-1- 欧洲标准 焊缝的无损检测 焊接接头的超声波检测 en1714:1998 en1714 1范围 本欧洲标准规定厚度8mm以上金属材料(超声衰减特别是散射衰减较小)的熔化焊缝的手工超声检验方 法。主要用于焊缝合母材均为铁素体的全焊透焊接接头。 如有规定且合适,经签约单位同意,有关技术也可用于: (1)除上述材料以外的其他材料; (2)部分焊透焊缝; (3)自动检测设备; 本标准规定的与材料有关的超声波参数,是根据纵波声速为5920±50m/s,横波声速为3255±30m/s的钢 材得出的。检测不同声速的材料时,就必须考虑到这一点。 本标准规定的四种检验等级,每种等级对应于不同的缺陷检出概率。有关选择检验等级a、b、c的导则 见附录a。适于具体应用的检验等级要求需遵循本标准的一般要求,并征得签约单位同意。 经签约单位同意后,本标准允许采用下列方法对缺陷讯号
DINEN1714-1997(2002)中文版焊接接头的超声波检测
en1714:1997+a1:2002 1 en1714:1997+a1:2002标准 焊缝无损探伤检测 《焊接接头的超声波检测(包括补充附件a1)》 此为欧洲标准en1714(1997年10月)+a1(2002年5月)。 目录 关于en1714:1997标准的前言 关于en1714:1997/a1:2002标准的前言 1范围 2参考标准 3定义和符号 4通用要求 5探伤检测前应提供的信息 5.1规定项目 5.2在试验前需提供的特殊信息 5.3书面试验工艺 6人员和设备的要求 6.1人员资格 6.2设备 6.3探头参数 6.3.1频率 6.3.2入射角 6.3.3曲扫描面探头的调整 7检测范围 8扫描面的准备 9母材的检测 10偏差范围和灵敏度的设定 10.1通用要求 10.2参考等级 10.3等级的评估 10.4传感器的校正 10
编辑推荐下载
焊缝超声波检测报告
格式:pdf
大小:71KB
页数:4P
4.7
焊缝超声波检测报告(首页) 报告编号:jqjc—2015qsut-1-001 工件 工程名称:南宁市青山大桥主塔钢锚梁 委托单位:中铁九桥工程有限公司 材质:q370qe 焊接方法:埋弧自动焊、气保焊工件厚度:32mm 坡口型式:vx工件状态:打磨 器 材 及 参 数 仪器型号:hs610e检测方法:直射法、一次反射法 探头规格:2.5p13*13k2.5 2.5p13*13k2 试块型号:csk-la、rb-1、rb-2 探测面:单面双侧耦合补偿:3db 耦合剂:工业浆糊扫查灵敏度:dac-20db 扫描调节:深度1:1 检测环境影响:无电磁、噪声及振动干 扰 检测时机:焊后24小时 技术 要求 检测标准:gb11345-15合格级别:b级ⅰ级 要求检测比例:100
焊缝超声波检测报告
格式:pdf
大小:31KB
页数:1P
4.5
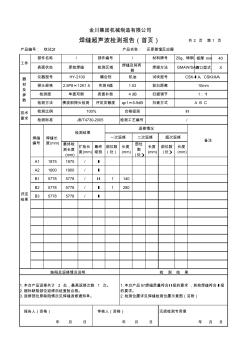
板厚mm40 坡口型式x 最终检 测长度 (mm) 扩检长 度(mm) 最终 级别 部位数 (处) 长度 (mm) 部位 数 (处) 长度 (mm) 部位数 (处) 长度 (mm) a118751875/ⅰ a219001900/ⅰ b157785778/ⅱ1140 b257785778/ⅰ1280 b357785778/ⅰ 年月日年月日年月日 1.本台产品返修共计2处,最高返修次数1次。 2.超标缺陷部位返修后经复验合格。 3.返修部位原缺陷情况见焊缝返修通知单。 1.本台产品b1焊缝质量符合ⅱ级的要求,其他焊缝符合ⅰ级 的要求。 2.检测位置详见焊缝检测位置示意图(另附) 报告人(资格)审核人(资格)无损检测专用章 焊缝 编号
EN1714—1998焊缝超声波检验热门文档
焊缝超声波检测报告 (2)
格式:pdf
大小:37KB
页数:2P
4.6
塔脚主焊缝超声波检测报告 检验单位记录编号 委托单位检测部位 工件名称(塔型)检测比例 工件编号检测时机 工件规格验收标准 材料牌号合格级别 表面状况缺陷位置及探测结果 热处理声程 耦合剂水平 仪器型号定位方式垂直 探头编号探头类型当量 探头频率探头前沿长度 折射角高度 灵敏度评定级别 检验结论 检验人员 资格 日期 审核 资格 日期
vSENSE-TGY6-2002大口径管座角焊缝超声波检验工艺规程
格式:pdf
大小:202KB
页数:11P
4.6
深圳市神视检验有限公司 标题:大口径管座角焊缝超声波检验 工艺规程 文件编号:sense/tgy6-2002版本号:第2版 编制:日期: 审核:日期: 批准:日期: 修改记录 修改位置修改内容修改人批准人生效日期 1.适用范围 1.1本规程适用于大口径管座全焊透角焊缝的超声波检验及其缺陷等级评定。 1.2本规程不适用于铸钢、奥氏体不锈钢材料制成的大口径管座角焊缝超声波检验。 1.3所谓大口径管座应满足: 1.3.1筒身内径不小于800mm,筒身壁厚不小于40mm且不大于120mm。 1.3.2管外径不小于250mm,管内径不小于200。 2.依据文件 jb4730压力容器无损检测 gb/t11345钢焊缝手工超声波探伤方法和探伤结果的分级 gb/t12604.1无损检测术语超声检测 jb3144锅炉大口径管座角焊缝超声
SENSE-TGY6-2002大口径管座角焊缝超声波检验工艺规程
格式:pdf
大小:205KB
页数:12P
4.3
深圳市神视检验有限公司 标题:大口径管座角焊缝超声波检验 工艺规程 文件编号:sense/tgy6-2002版本号:第2版 编制:日期: 审核:日期: 批准:日期: 修改记录 修改位置修改内容修改人批准人生效日期 深圳市神视检验有限公司工艺规程文件编号:sense/tgy6-2002标 题:大口径管座角焊缝超声波检验工艺规程版号:第2版,第1页共10页 1.适用范围 1.1本规程适用于大口径管座全焊透角焊缝的超声波检验及其缺陷等级评定。 1.2本规程不适用于铸钢、奥氏体不锈钢材料制成的大口径管座角焊缝超声波检验。 1.3所谓大口径管座应满足: 1.3.1筒身内径不小于800mm,筒身壁厚不小于40mm且不大于120mm。 1.3.2管外径不小于250mm,管内径不小于200。 2.依据文件 jb4730压力容器
焊缝超声波探伤(第三节焊缝超声波探伤定位)
格式:pdf
大小:243KB
页数:8P
4.8
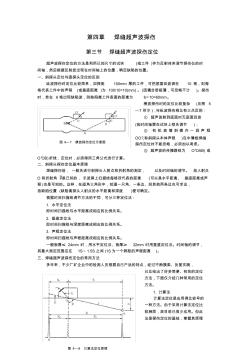
第四章焊缝超声波探伤 第三节焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块(或工件)作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测100mm厚的工件,可把底面回波调在10格,则每 格代表工件中的声程(或垂直距离)为100/10=10(mm)。(因耦合层极薄,可忽略不计)。探伤 时,若在6格出现缺陷波,则缺陷离工件表面的距离为6×10=60mm。 横波探伤时的定位比较复杂(见图5 –7所示),与纵波探伤相比有三点区别: ①超声波射到底面时无底面回波 (故时间轴需在试块上预先调节); ②有机玻璃斜楔内一段声程 oo(称斜探头本体声程)在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③超声波的传播路线为
EN1714—1998焊缝超声波检验精华文档
建筑施工:钢结构T型角焊缝的超声波检测分析
格式:pdf
大小:25KB
页数:4P
4.5
建筑施工:钢结构t型角焊缝的超声波检测分析 摘要:本文论述了火力发电厂主厂房钢结构t型熔透性角焊缝 的超声波检测工艺,超声波检验在类似角焊缝中应用的可行性,以及 通过检验实例来证明检测效果。 关键词:钢结构t型角焊缝超声波检测 引言 火力发电厂的主厂房钢结构,承受着重达万吨至几万吨的静载荷 和锅炉启停机热胀冷缩等原因形成的动载荷,有时甚至要受到地震等 自然灾害的影响,因此钢结构焊接质量的好坏,对机组能否安全可靠 的运行关系重大。而超声波探伤是够有效的检验其内部缺陷的可靠手 段,对准确评价钢结构的质量、可靠性以至于运行寿命有很重要的现 实意义。 1钢结构t型焊缝的超声波 1.1简介:t型焊缝结构:主厂房钢结构t型焊缝由翼板和腹板焊 接而成,焊缝分为非熔透型和熔透型两种。非熔透型焊缝分无坡口和 v形坡口,现场主厂房钢结构以熔透型焊缝分k形坡口为主的t

0028-超声波检测焊缝检测报告
格式:pdf
大小:29KB
页数:3P
4.4
编号: 检测报告 签发日期:年月日 第1页共3页 受委托,于年月日对某厂房对接焊缝试件内部质量进行检测。经检测人 员现场检测及对检测数据的整理、计算,得出检测结论,并编制本报告。 一、工程情况调查 1.工程概况 本工程为某厂房,位于。该工程结构形式为门式钢架结构,建筑高度7.350m, 纵向长度147.90m,横向长度24.20m,建筑面积3579.18m2。 2.参建单位 建设单位:不详; 设计单位:不详; 监理单位:不详; 施工单位:不详。 二、检测依据 1、钢结构工程检测委托协议及该工程设计文件 2、《钢结构工程施工质量验收规范》gb50205-2001 3、《钢焊缝手工超声波探伤方法和探伤结果分级》gb/t11345-89。 三、检测仪器 所使用仪器均经计量检定部门检定,在正常使用有效期内,检测环境正常,检测 前后仪器功能正常,检
超声波探伤仪的焊缝检验规范
格式:pdf
大小:70KB
页数:6P
4.6
超声波探伤仪的焊缝检验规范 发布时间:10-09-20来源:点击量:2187字段选择:大中小 超声波探伤仪主要用来探铸件、锻件、板材、管件及焊缝等工件; 超声波探伤仪探铸件 铸件有多种分类方法:按其所用金属材料的不同,分为铸钢件、铸铁件、铸 铜件、铸铝件、铸镁件、铸锌件、铸钛件等。 铸件由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。 常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对于质量与外观要求不高的 铸件缺陷可以用氩弧焊机等发热量大、速度快的焊机来修补。 但在精密铸铜件缺陷修补领域,由于氩焊热影响大,修补时会造成铸件变形、 硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边、或者是结合力不 够及内应力损伤等二次缺陷。 冷焊机正好克服了以上缺点,其优点主要表现在热影响区域小,铸件无需预 热,常温冷焊修补,因而无变形、咬边和残
 P91、P92高压管道T型角焊缝的超声波检测
P91、P92高压管道T型角焊缝的超声波检测 P91、P92高压管道T型角焊缝的超声波检测
格式:pdf
大小:93KB
页数:1P
4.5
对于火电机组高压配管的安装,其卡块承受荷载极大而且焊接时p91、p92等高合金t型角焊缝极易产生裂纹等危害性缺陷。本文针对管道角焊缝的超声波检测提出了合适的方法。利用斜探头及直探头相结合,在不同位置进行检测,提高缺陷的检出率。
EN1714—1998焊缝超声波检验最新文档

直缝埋弧焊管焊缝横向裂纹的超声波检测
格式:pdf
大小:502KB
页数:6P
4.4
摘要:针对海洋平台用厚壁直缝埋弧焊钢管生产过程中产生的焊缝横向裂纹,给出了 常用的超声波检测方法,如带余高焊缝的斜平行扫查、去掉焊缝余高后的平行扫查、 双探头横跨焊缝的交叉扫查和带余高焊缝的平行扫查。比较了几种扫查方式对焊缝横 向裂纹的检测效果,结果表明,采用9×9k1(45°)小晶片的横波斜探头,进行带余高 焊缝的平行扫查,能有效地检出焊缝的横向裂纹。最后给出了横向裂纹缺陷的返修处 理措施。 目前,直缝埋弧焊管应用已扩展到众多领域,除石油天然气长输管道外,还向海洋 平台、海上浮吊等海洋结构方面发展。埋弧焊管作为海洋结构用管具有明显的优势, 如壁厚均匀,工艺简单,性能受制管工艺影响较小,易于实现高强度、高韧性的要 求,且其规格调整灵活,可满足不同管径的要求。但是,由于海洋结构用管的服役环 境与陆路流体输送管有所不同,海洋结构用管服役在波浪、海潮、风暴及寒冷流冰等 严峻的海洋工作环境中,因
 分析小管裂纹超声波检验
分析小管裂纹超声波检验 分析小管裂纹超声波检验
格式:pdf
大小:120KB
页数:1P
4.6
本文针对超声波检验原理进行了简单分析,并且简单探讨了小管裂纹超声波检验的技术要点,与此同时,提出了小管裂纹超声波检验的相关注意事项。
检04管道焊缝超声波检测报告
格式:pdf
大小:20KB
页数:2P
4.5
检04管道焊缝超声波检测报告 单位工程名称: 工程编号: 报告编号共页第页施工单位 检测日期桩号/线位号 规格mm材质 板厚㎜坡口型式 焊接方法检测部位 表面状态检测时间 检测标准合格级别 设备型号检测面 探头型号频率mhz晶片尺寸mmk值前沿距离㎜ 试块类型扫查方式扫描比例 扫查灵敏度φ2㎜— db 表面补偿db检测方法 耦合剂□洗涤剂□浆糊□机油□甘油 检测数量道口返修数量道口 一次合格 率 % 检测部位示意图 结论: 检测人员: 级别: 年月日 审核人员: 级别: 年月日 检测单位(盖章) 年月日 监理(签字): 年月日
焊缝超声波探伤报告记录
格式:pdf
大小:91KB
页数:2P
4.5
考号: 焊缝超声波探伤报告 1.试样编号:试样厚度: 2.焊接方法:坡口型式: 3.仪器型号:pxut-350b+探头规格: 4.入射点测定:(1)(2)(3)平均: 5.k值测定:(1)(2)(3)平均: 6.时基扫描线调整方法与比例: 7.标准试块:csk-对比试块: 8.声能损失修正:db 9.工件探伤灵敏度:db 10.距离-波幅曲线绘制 距离 mm 波幅 db 距离波幅实测值距离---波幅曲线图 11.缺陷示意图 12.缺陷记录 a b a a bb 序 号 缺陷指示长度mm波最高点 s1s2长度 缺陷距焊缝中 心距离mm 缺陷距 焊缝表 面深度 mm s3 高于定 量线db 值 波高 区域 评定 等级 ab s1---缺陷起始距试板左端头的距离 s2---缺陷终点距试板左端头的距离 s3---
焊缝超声波探伤缺陷分析
格式:pdf
大小:31KB
页数:5P
4.4
焊缝超声波探伤缺陷分析 摘要:焊缝的缺陷一般是由冶金和焊接技术两种原因产生。焊接过程实际上 是一个冶炼和浇铸,过程首先利用电能或其他形式的能产生高温使金属熔化,形 成熔池,熔融金属在熔池中经过冶金反应冷却,将两个母材牢固结合在一起。此 过程产生的各种缺陷,包括裂纹,气孔,夹渣等,都必须引起足够重视,要认真 分析评估,本文重点讨论了超声波探伤过程中的缺陷分析。 关键词:超声波缺陷焊缝 anlysisofdefectsonweldingseambyultrasonictest wangjiayi (1,shanghaijiaotonguniversity2,siemensvaimetaltechnology) abstract:normally,thedefectsoccuriedintheweldingseambymeta
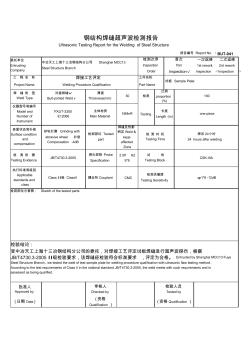
UT超声波无损探伤报告正文(英文)-钢结构焊缝超声波检测报告
格式:pdf
大小:20KB
页数:1P
4.6
but-041 一次返修二次返修 1strework2rdrework inspection○inspection○ 检测 testing 钢结构焊缝超声波检测报告 ultrasonictestingreportfortheweldingofsteelstructure 报告编号reportno.: 委托单位 entrusting company 中冶天工上海十三冶钢结构分公司shanghaimcc13 steelstructurebranch 检测次序首次 inspectionfirst orderinspection√ 工程名称焊接工艺评定工件名称 试板sampleplate projectnameweldingprocedurequalificationpartname 仪器型号和编号 modelan
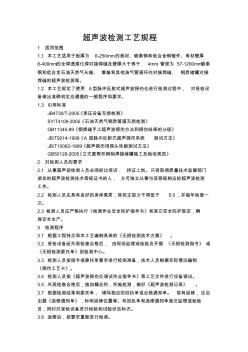
超声波检测工艺规程
格式:pdf
大小:103KB
页数:15P
4.6
超声波检测工艺规程 1适用范围 1.1本工艺适用于板厚为6-250mm的板材、碳素钢和低合金钢锻件、母材壁厚 8-400mm的全焊透熔化焊对接焊缝及壁厚大于等于4mm,管径为57-1200mm碳素 钢和低合金石油天然气长输、集输和其他油气管道环向对接焊缝、钢质储罐对接 焊缝的超声波检测等。 1.2本工艺规定了使用a型脉冲反射式超声波探伤仪进行检测过程中,对受检设 备做出准确判定应遵循的一般程序和要求。 1.3引用标准 jb4730/t-2005《承压设备无损检测》 sy/t4109-2005《石油天然气钢质管道无损检测》 gb11345-89《钢焊缝手工超声波探伤方法和探伤结果的分级》 jb/t9214-1999《a型脉冲反射式超声探伤系统测试方法》 jb/t10062-1999《超声探伤用探头性能测试方法》 gb50128-2005《立式圆筒形钢制焊接储罐施工及
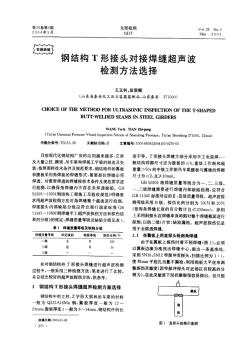
钢结构T形接头对接焊缝超声波检测方法选择
格式:pdf
大小:1.0MB
页数:4P
4.4
钢结构t形接头对接焊缝超声波检测方法选择 作者:王玉利,田质棚 作者单位:山东省泰安化工压力容器监测站,山东,泰安,271000 刊名:无损检测 英文刊名:nondestructivetesting 年,卷(期):2004,26(5) 被引用次数:2次 本文读者也读过(10条) 1.郑爱洋.徐永乐.魏东钢结构工程中钢梁对接焊缝超声波探伤[期刊论文]-无损检测2002,24(12) 2.吴新中.喻军.wuxinzhong.yujun浅谈轻钢结构超声波探伤[期刊论文]-工业建筑2007,37(z1) 3.董勇军.安勤岗.陆军.郑敏浅谈电站锅炉压力容器磁粉检测的应用问题及改进措施[会议论文]- 4.路晓玲.luxiao-ling超声波探伤在钢结构中的应用[期刊论文]-科技情报开发与经济2010,20(19) 5
EN1714—1998焊缝超声波检验相关
文辑推荐
知识推荐
百科推荐

职位:制冷与空调技术暖通工程师
擅长专业:土建 安装 装饰 市政 园林


