

CSP流程薄板坯及热轧板卷氧化皮组织演变
格式:pdf
大小:956KB
页数:4P
人气 :61
 4.5
4.5
采用SEM和XRD方法对CSP冷轧冲压用钢薄板坯和热轧板氧化皮进行了研究。结果表明,覆盖在板坯表面的氧化皮对高温腐蚀有明显保护作用,均热前后Fe2O3∶Fe3O4∶FeO质量分数比值为5∶35∶60,新鲜基体腐蚀严重些,Fe2O3和Fe3O4质量分数分别增加到28%和64%。卷取后快冷钢的氧化皮以2层结构为主,Fe2O3∶Fe3O4∶FeO质量分数比值为6∶31∶63,缓冷钢的氧化皮中析出了弥散或薄片状的Fe相,Fe2O3∶Fe3O4∶FeO∶Fe质量分数比值为8∶73∶15∶4,二者厚度相差不大。卷取温度升高,缓冷钢中残余FeO明显减少,不利于酸洗。



 CSP热轧板卷氧化皮结构
CSP热轧板卷氧化皮结构 CSP热轧板卷氧化皮结构
用sem和xrd对csp热轧板的单张板和冷卷的氧化皮进行了研究。结果表明,轧后冷却过程对氧化皮的组成有显著影响,单张板的氧化皮组成为:fe2o3∶fe3o4∶feo为6.8∶33.4∶59.8;冷却后板卷的表面氧化皮是外层氧化铁层和内层fe3o4层组成的双层结构,以fe3o4为主,没有观察到feo相,fe2o3∶fe3o4的比例为3.6∶96.4;该冷卷的结果显著区别于以往实验室研究的结果。计算得出单张板氧化皮密度为:5.49g/cm3,冷卷的氧化皮密度为5.19g/cm3,在整个板宽上,单张板氧化皮的组成基本一致,冷卷边部的fe2o3稍多于1/4宽和中心位置。
CSP热轧板卷边部裂纹成因 CSP热轧板卷边部裂纹成因
用光学显微镜、扫描电镜、透射电镜和能谱分析等方法研究了涟钢csp热轧板卷边部裂纹的成因.结果表明:连铸坯表面的深振痕是热轧板卷边部裂纹的起源,连铸坯角部过冷导致奥氏体晶界aln的细小析出,加剧了连铸坯对裂纹的敏感性.连铸坯经过精轧机组的轧制后,连铸坯表面的横裂纹扩展成为热轧板卷的锯齿状裂纹,严重时会造成烂边或掉块.
编辑推荐下载
薄板坯工艺生产SS400热轧板卷的质量缺陷研究 薄板坯工艺生产SS400热轧板卷的质量缺陷研究
格式:pdf
大小:526KB
页数:未知
4.3
针对唐钢ftsc薄板坯工艺生产ss400热轧板卷存在的纵裂纹、烂边、翘皮缺陷,对其形成机理进行了系统研究,并提出相应的改善措施。研究结果表明,板坯存在的宽面纵裂纹、窄面或角部横裂纹和划痕缺陷,将分别导致热轧板卷纵裂纹、烂边和翘皮缺陷的形成。通过提高保护渣碱度,控制结晶器镀层厚度,降低二次冷却强度等措施,ss400热轧板卷的三种缺陷发生率之和从1.0%左右降至0.4%以下。
CSP热轧板卷边部裂纹成因及控制 CSP热轧板卷边部裂纹成因及控制
格式:pdf
大小:808KB
页数:5P
4.7
为了抑制csp热轧板卷边部裂纹,对csp热轧板卷边部裂纹的成因进行了研究。csp热轧板卷边部裂纹缺陷主要有3类:边部横裂纹、边部纵裂纹、边部烂边或掉块等。板卷产生边部裂纹的主要原因是:连铸坯表面边部横裂纹(包括深的振痕)和边部的细小纵裂纹,在加热和轧制过程中不断扩展;钢液在凝固以及铸坯在冷却、均热、轧制、层流冷却和卷取等过程中的热应力、机械应力以及相变应力等作用力超过钢的塑性变形抗力。抑制csp热轧板卷产生边部裂纹的主要措施是:控制好合适的钢水成分;制定有效的工艺参数,如结晶器热流密度、结晶器振动参数、二冷冷却强度等。工业试验结果表明,csp热轧板卷边部裂纹率由7.93%降低到1.81%。
CSP流程薄板坯及热轧板卷氧化皮组织演变热门文档
CSP薄板坯连铸连轧
格式:pdf
大小:118KB
页数:4P
4.7
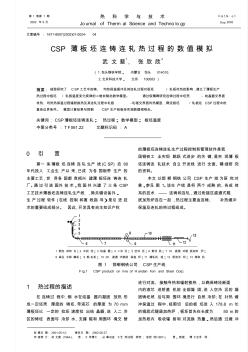
第1卷第1期 2002年9月 热科学与技术 journalofthermalscienceandtechnology vol.1,no.1 sep.2002 文章编号:1671-8097(2002)01-0024-04 收稿日期:2001-05-12;修回日期:2002-06-27. 作者简介:武文斐(1964-),男,工学博士,从事冶金工艺热过程研究;张欣欣(1957-),男,教授,博士生导师. csp薄板坯连铸连轧热过程的数值模拟 武文斐 1,张欣欣2 (1.包头钢铁学院,内蒙古包头014010; 2.北京科技大学,北京100083) 摘要:细致研究了csp工艺中连铸、均热保温缓冲及其连轧过程对板坯
CSP工艺生产热轧板卷边裂的分析和控制 CSP工艺生产热轧板卷边裂的分析和控制
格式:pdf
大小:668KB
页数:3P
4.7
经分析得出涟钢采用csp工艺生产ss400钢板卷时,因不合理的二冷水量使70mm薄板坯横向冷却不均匀和角部过冷,导致奥氏体中aln析出造成晶界脆性,带钢在弯曲和矫直时产生边裂。通过控制钢中als含量为0.02%~0.03%及减少连铸过程吸氮和降低板坯边缘二冷水量等工艺措施,使ss400钢板卷的优等品率从92.27%提高到98.09%。
热轧板卷红色氧化铁皮的成因及对策 热轧板卷红色氧化铁皮的成因及对策
格式:pdf
大小:4.5MB
页数:6P
4.7
红色氧化铁皮是热轧板卷比较常见的问题,对于含硅钢尤为突出。其根源就是fe充分氧化成fe2o3的结果。在高温状态下,热轧板卷表面应该形成feo或者feo与fe3o4的混合体。若除鳞不尽,会导致feo的压入,并在后续过程中,进一步氧化成fe2o3,最终形成红色氧化铁皮。轧辊的剥落也是形成弥散状氧化铁皮的原因。对于含硅钢,在与普通钢种采取减少在炉时间,增加粗除鳞机压力,定期检查水嘴,增加粗轧间除鳞道次,开启轧辊防剥落水,控制轧制温度等消除氧化铁皮措施的前提下,提高出炉温度,使粗除鳞时表面温度不低于fesio4的熔点温度(1173℃),是减少红色氧化铁皮的最佳途径。内容导读
板坯质量和工艺对热轧板卷冷弯性能的影响 板坯质量和工艺对热轧板卷冷弯性能的影响
格式:pdf
大小:193KB
页数:未知
4.5
导致热轧板卷冷弯开裂的原因很多。针对梅山热轧板厂轧机的现状和特点,对采用的不同钢厂的板坯进行了对比试验。得出严格控制化学成分及优化轧制和冷却工艺,可提高热轧板卷的冷弯性能。
热轧板卷中心带状组织分析 热轧板卷中心带状组织分析
格式:pdf
大小:810KB
页数:5P
4.6
采用光学显微镜及透射电镜对热轧板卷的微观组织进行了观察,并利用电子探针对微观化学成分分布进行了分析,结果表明:中心带状组织是由铁索体及珠光体组成的,珠光体层片平均间距约为0.06-0.1μm,而且指出,热轧碳钢的带状微观组织和锰及硅在该组织中的偏析有关.基于相变动力学理论的模拟结果表明:奥氏体热力学稳定性随着mn的增加而增加,同时铁素体的生长速率降低.由于mn在铁素体和珠光体边界处的富集、析出,使溶质扩散越发困难,导致奥氏体的分解.由于在钢中加入mn降低了奥氏体的活性,有利于非平衡相的形成,如珠光体的退化.讨论了热轧板卷中带状组织的成因.
CSP流程薄板坯及热轧板卷氧化皮组织演变精华文档
热轧生产线生产热轧板卷的板型改善研究 热轧生产线生产热轧板卷的板型改善研究
格式:pdf
大小:74KB
页数:未知
4.4
文章全面分析当前热轧生产线生产热轧板卷的板型构造,深入研究轧后板形和横向厚差、板形控制等技术上的精准参数,从而更好地实现板形控制技术。
日本热轧板卷冷轧薄板今年出口亚洲价格锁定 日本热轧板卷冷轧薄板今年出口亚洲价格锁定
格式:pdf
大小:45KB
页数:1P
4.6
据海外媒体报道,日本联合钢厂把今年一季度出口到亚洲其他国家的热轧板卷的价格锁定为600美元/吨(fob),谈判已于去年12月份最后一周开始,谈判细节目前还未做最后决定。
薄板坯连铸连轧(7)—马钢CSP
格式:pdf
大小:329KB
页数:7P
4.8
薄板坯连铸连轧(7)—马钢csp http://www.***.***2006-12-19 马钢的薄板坯连铸连轧生产线采用了德国sms-demag集团的csp薄板坯连铸连轧技 术,年设计生产热轧板卷200万吨。 马钢csp产品品种 马钢csp设计的产品大纲:产品规格为:厚度0.8~12.7mm(其中≤2.omm的 占总产量的25%以上);宽度900~1600mm。生产的主要品种有:碳素结构钢、优质 碳素结构钢、地合金高强度结构钢、汽车结构钢、高耐候结构钢、管线钢和超低 碳钢。其中热轧产品的70~80%作为冷轧原料。产品中碳素结构钢(代表钢号 q195~q235)占总量的约50%以上,优质碳素结构钢(代表钢号08、08al、10~35 号钢)约占20%,低合金高强度结构钢(代表钢号q345~q460)约占10%,汽车结 构
薄板坯连铸连轧(2)—珠钢CSP
格式:pdf
大小:17KB
页数:6P
4.4
薄板坯连铸连轧(2)—珠钢csp http://www.***.***2006-12-19 珠钢是国内拥有第1条采用短流程工艺生产热轧薄板生产线的企业。总的生产规 模为160~180万t/a热带材。分两期建设,第一期设计能力约为80万t/a。该 生产线于1999年8月下旬正式投产,一期配备了公称容量为150t的电弧炉和lf 炉;一台薄板坯连铸机;一条直通式辊底炉;一条热连轧线。该厂的电炉csp流 程生产线具有显著特点,其工艺技术能特别经济地生产热轧带钢,经济效益高,投 资费用比采用普通工艺的设备低得多。eaf-lf-csp生产线的生产周期短,从投料 冶炼开始到最终成品,整个周期时间只需2.5h,这是传统生产工艺无法比拟的。珠 钢csp生产线自动化水平高,6机架精轧机组具有高精度的自动化控制系统,板形好 、厚差小、适宜
CSP流程薄板坯及热轧板卷氧化皮组织演变最新文档
热轧板卷不良卷形的控制 热轧板卷不良卷形的控制
格式:pdf
大小:125KB
页数:4P
4.6
针对梅山热轧板卷的各种不良卷形,从设备和操作两方面分析了原因及对策,通过对设备参数、控制系统、工艺的一系列改进,使得卷形质量得到了很好控制。
CSP热轧钢板氧化皮与表面粗糙度的研究 CSP热轧钢板氧化皮与表面粗糙度的研究
格式:pdf
大小:1.2MB
页数:4P
4.6
在实验室对不同工艺不同厚度的csp热轧钢板进行了酸洗速度、表面粗糙度、氧化皮厚度与组成等一系列实验,与传统热轧钢板进行了对比。研究发现,csp生产的钢板的氧化皮组成与传统热轧板接近,但氧化皮厚度、酸洗后钢板表面粗糙度均大于传统热轧钢板,酸洗速度快于传统钢板。
2003年的热轧板卷市场 2003年的热轧板卷市场
格式:pdf
大小:236KB
页数:1P
4.3
有关人士对2003年热轧板卷市场发展的有利和不利因素做了预测:1.有利因素:(1)世界经济继续趋好,我国的宏观经济形势也将继续稳定发展。联合国发布的全球经济预测报告认为,2003年全球经济增长率将为2.9%,比2002年高1.2个百分点,美国、日本、欧盟的经济发展将趋于好转。我国有关部门也预测,2003年我国的gdp将增长8%以上;(2)“西气东输”、“南水北调”、“西电东送”、奥运工程等大型工程的建设,将继续支撑
热轧板卷薄规格生产技术研究与应用 热轧板卷薄规格生产技术研究与应用
格式:pdf
大小:106KB
页数:未知
4.8
本文主要从制约唐钢连铸连轧超薄热带生产线生产薄规格板材的因素出发,着重介绍了超薄热带生产线近年来稳定薄规格带钢生产,提高薄规格产品产量所采取的主要措施及取得的效果。
热轧板卷表面缺陷分析 热轧板卷表面缺陷分析
格式:pdf
大小:2.4MB
页数:6P
4.8
某热轧板卷公司生产的q345b钢板卷在开卷时,发现整卷在其轧制表面上都存在很严重的轧制缺陷,缺陷主要以唇裂、皱褶和孔洞为主。通过对带有缺陷的薄板进行化学成分、夹杂物、扫描电镜断口及显微组织分析,并结合轧钢生产现场工艺情况,对热轧板卷表面缺陷的形成原因进行了分析。结果表明:轧辊辊面氧化膜剥落是热轧板卷表面缺陷产生的主要原因;氧化膜剥落使得辊面变得相当粗糙,导致了皱褶缺陷的形成,而孔洞是由皱褶发展而成的,唇裂则主要是由于氧化铁皮的压入而形成的折叠缺陷。
热轧板卷价格盘整上探 热轧板卷价格盘整上探
格式:pdf
大小:56KB
页数:1P
4.3
一、国内主要市场热轧卷行情走势国内热轧板卷市场继7月止跌回升后,8月总体处在震荡调整阶段,以30热轧卷为例,上海、广州、武汉、北京、成都五大城市7月末价格分别为3850元/吨、4000元/吨、3750元/吨、3800元/吨、3660元/吨。至8月21日五地价格分别为3920元/吨、3950元/吨、3880元/吨、3900元/吨、3730元。各市场走势不一,除广州小幅下跌,上海、武汉、北京、成都均盘整上探。
热轧生产线生产热轧板卷的版型改善研究 热轧生产线生产热轧板卷的版型改善研究
格式:pdf
大小:172KB
页数:1P
4.4
近年来,我国已成为热轧板卷生产量最大的国家,也是热轧板卷最大的消费国以及出口国。截止到2013年,我国热轧板卷的实际产量已突破1.91吨,这也为钢铁行业的快速发展提供重要的原料支撑。但由于我国热轧板卷的版型一直难以得到改善,这在一定程度上影响着热轧生产线的加工效率。因此,本文对热轧板卷板型的改善策略进行深入探讨,旨在为热轧板卷加工厂提供参考。
CSP流程薄板坯及热轧板卷氧化皮组织演变相关
文辑推荐
知识推荐
百科推荐


职位:副总监理工程师
擅长专业:土建 安装 装饰 市政 园林


