

C.1钢筋闪光对焊检验批质量验收记录
格式:pdf
大小:23KB
页数:2P
人气 :68
 4.4
4.4
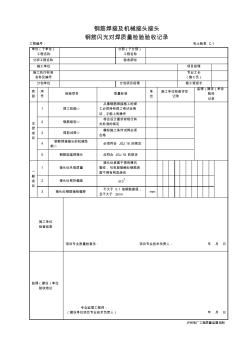
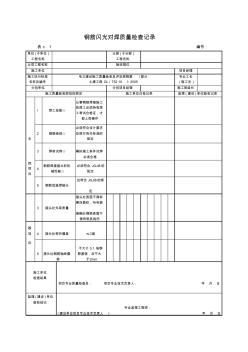
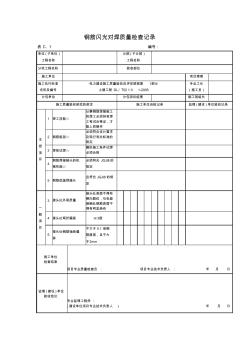
钢筋闪光对焊检验批质量验收记录 表 C.1 编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称 验收部位 施工单位 项目经理 施工执行标准 名称及编号 电力建设施工质量验收及评定规程第 1 部分土建工程 DL/T52lO.l -2005 专业工长 (施工员) 分包单位 分包项目经理 施工班组长 施工质量验收规范规定 施工单位自检记录 监理(建设)单位验收记录 类别 序号 检查项目 质量标准 主 控 项 目 1 焊工技能 从事钢筋焊接施工的焊工必须持 有焊工考试合格证,才能上岗操 作 2 钢筋级别 必须符合设计要求和现行有 关标准的规定 3 焊前试焊 模拟施工条件试焊必须合格 4 钢筋焊接接头的机 械性能 必须符合 JGJ 18 的规定




钢筋闪光对焊接头检验批质量验收记录
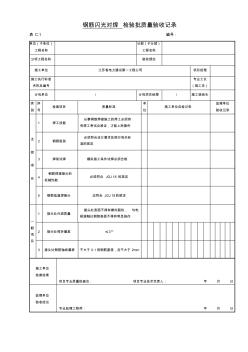
钢筋闪光对焊接头检验批质量验收记录 gb50204-2002编号: 单位(子单位)工程名称宿松县工业园区公租房西区3#楼 分部(子分部)工程名称钢筋验收部位 施工单位宿松县誉建建司项目经理黄广林 分包单位/分包项目经理/ 施工执行标准名称及编号钢筋焊接及验收规程jgj18-2003 批号及批量 钢筋牌号及直径 (㎜) 质量验收规程的规定施工单位检查评定记录 监理(建设)单位 验收记录 主 控 项 目 1接头试件拉伸试验5.1.7条 2接头试件弯曲试验5.1.8条 质量验收规程的规定 施工单位检查评定记录 监理(建设)单位 验收记录 抽检数合格数不合格 一 般 项 目 1接头处不得有横向裂纹5.3.2条 2 与电极接触处的钢筋表面 不得有明显烧伤 5.3.2条 3接头处的弯折角≯3°5.3.2条 4轴线偏移≯0.

表C.1钢筋闪光对焊质量验收记录
钢筋闪光对焊质量验收记录 表c.1工程编号: 单位工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位分包项目经理施工班组长 质量验收规范的规定施工单位自检记录监理(建设)单位验收记录 主 控 项 目 1焊工技能 从事钢筋焊接施工的焊工 必须持有焊工考试合格合 格证,才能上岗操作 2钢筋级别 必须符合设计要求 及有关现行规范的 规定 3 焊条、焊剂的 品种、性能、 牌号 必须符合设计要求 和现行有关规范的 规定 4焊前试焊模拟施工条件试焊 必须合格 5 钢筋焊接接头 的机械性能 必须符合现行钢筋 焊接规程的规定 6钢筋低温焊接头 应符合钢筋焊接规 程的
编辑推荐下载

C.1钢筋闪光对焊检验批质量验收记录(20200811141351)
格式:pdf
大小:22KB
页数:1P
4.5
表c.1钢筋闪光对焊检验批质量验收记录 编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 q/gdw1183-2012变电(换流)站土建工程施工质量验收规范 专业工长 (施工员) 分包单位分包项目经理 类 别 序 号 检查项目质量标准 单 位 施工单位自检记录 监理(建设)单位 验收记录 主 控 项 目 1 焊工技能☆从事钢筋焊接施工的焊工必须 持有焊工考试合格证,并应按 照合格证规定的范围上岗操作 2 钢筋级别☆必须符合设计要求及现行有关 标准的规定 3 焊前工艺试验☆工程焊接开工前,参与该项工 程施焊的焊工必须进行现场条 件下的焊接工艺试验,应经试 验合格,方准于焊接生产 4 钢筋焊接接头的 力学性能检验☆ 必须符合jgj18的规定 5钢筋低温焊接头应符合jgj

C.1钢筋闪光对焊质量检查记录
格式:pdf
大小:22KB
页数:1P
4.7
钢筋闪光对焊质量检查记录 表c.1编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 电力建设施工质量验收及评定规程第1部分土建工程 dl/t52lo.l-2005 专业工长 (施工员) 分包单位分包项目经理施工班组长 施工质量验收规范的规定施工单位自检记录监理(建设)单位验收记录 主 控 项 目 1焊工技能☆ 从事钢筋焊接施工的焊工必须持有焊 工考试合格证,才能上岗操作 2钢筋级别☆符合设计要求和现行有关标准规定 3焊前试焊☆模拟施工条件试焊必须合格 4 钢筋焊接接头的 机械性能☆ 必须符合jgj18的规定 5钢筋低温焊接头应符合jgj18的规定 一 般 项 目 1
C1钢筋闪光对焊检验批质量验收记录热门文档
钢筋闪光对焊质量检验验收记录(表C.1)
格式:pdf
大小:21KB
页数:1P
4.6
钢筋焊接及机械接头接头 钢筋闪光对焊质量检验验收记录 工程编号:电土验表c.1 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位分包项目经理施工班组长 类 别 序 号 检验项目质量标准 单 位 施工单位检查评定 记录 监理(建设)单位 验收 记录 主 控 项 目 1焊工技能☆ 从事钢筋焊接施工的焊 工必须持有焊工考试合格 证,才能上岗操作 2钢筋级别☆ 符合设计要求和现行有 关标准的规定 3焊前试焊☆ 模拟施工条件试焊必须 合格 4钢筋焊接接头的机械性 能☆ 必须符合jgj18的规定 5钢筋低温焊接头应符合jgj18的规定 一 般 项 目 1接头处外观质量 接头处表面不得有横向 裂纹,与电极接触处钢筋表 面不得有明显烧伤 2接头处弯折偏差≤3 0
钢筋闪光对焊
格式:pdf
大小:13KB
页数:8P
4.8
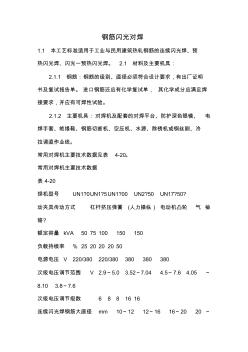
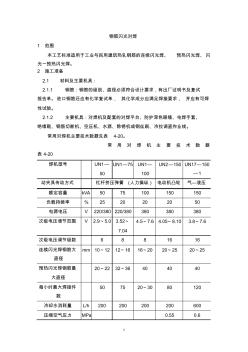
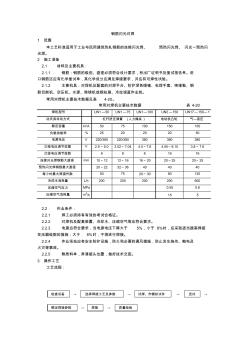
钢筋闪光对焊 1.1本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预 热闪光焊、闪光一预热闪光焊。2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电 焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷 拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧 貉? 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/
钢筋闪光对焊
格式:pdf
大小:58KB
页数:7P
4.5
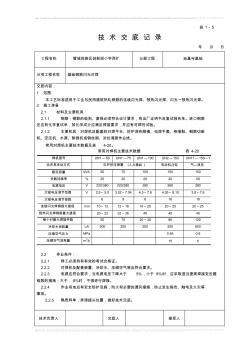
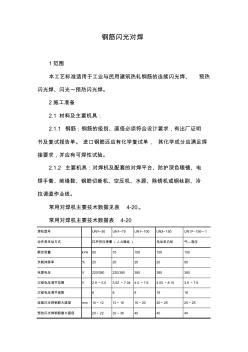
1 钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊 性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1— 50 un1—75un1— 100 un2—150un17—150 —1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva50751001
TJ5.1.2.3_1钢筋闪光对焊接头检验批质量验收记录
格式:pdf
大小:26KB
页数:1P
4.3
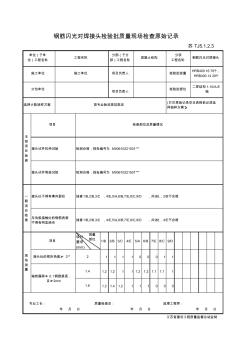
设计 要求 (mm) 测量 部位1/b2/b3/c4/e5/a6/b7/e8/c9/d 111100011 1.21.2111.21.21.11.11 1.21.41.2111000 钢筋闪光对焊接头检验批质量现场检查原始记录 苏tj5.1.2.3 单位(子单 位)工程名称 工程名称 分部(子分 部)工程名称 混凝土结构 分项 工程名称 钢筋闪光对焊接头 检验批部位 二层结构1-10/a-e 轴 施工单位施工单位项目负责人检验批容量 hrb4001670个, hrb4001420个 分包单位 项目负责人 接头处不得有横向裂纹 与电极接触处的钢筋表面 不得有明显烧伤 一 般 项 目 检 查 抽查1/b,2/b,3/c,4/e,5/a,6/b,7/e,8/c,9/d,共9处,2/b不合格 抽查1/b,
001-表A1钢筋闪光对焊接头检验批质量验收记录
格式:pdf
大小:22KB
页数:1P
4.6
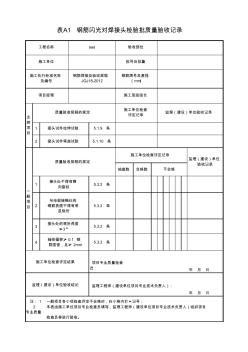
1 2 1 2 3 4 注:1一般项目各小项检查评定不合格时,在小格内打×记号; 2本表由施工单位项目专业检查员填写,监理工程师(建设单位项目专业技术负责人)组织项目 专业质量 检查员等进行验收。 监理(建设)单位验收结论监理工程师(建设单位项目专业技术负责人): 年月日 施工单位检查评定结果项目专业质量检查 员:年月日 接头处的弯折角度 ≯3° 5.3.2条 轴线偏移≯0.1钢 筋直径,且≯2mm5.3.2条 与电极接触处的 钢筋表面不得有明 显烧伤 5.3.2条 一 般 项 目 质量验收规程的规定 施工单位检查评定记录 监理(建设)单位 验收记录 抽查数合格数不合格 接头处不得有横 向裂纹 5.3.2条 接头试件弯曲试验5.1.10条 项目经理施工班组组长 主 控 项 目 质量验收规程
C1钢筋闪光对焊检验批质量验收记录精华文档
C.1钢筋闪光对焊
格式:pdf
大小:22KB
页数:1P
4.4
钢筋闪光对焊检验批质量验收记录 表c.1编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位江苏省电力建设第一工程公司项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位/分包项目经理/施工班组长 类 别 序 号 检查项目质量标准 单 位 施工单位自检记录 监理单位 验收记录 主 控 项 目 1焊工技能 从事钢筋焊接施工的焊工必须持 有焊工考试合格证,才能上岗操作 2钢筋级别 必须符合设计要求及现行有关标 准的规定 3焊前试焊模拟施工条件试焊必须合格 4 钢筋焊接接头的 机械性能 必须符合jgj18的规定 5钢筋低温焊接头应符合jgj18的规定 一 般 项 目 1接头处外观质量 接头处表面不得有横向裂纹,与电 极接触处钢筋表面不得有明显烧伤 2接头处弯折偏差≤3° 3接头处钢筋轴线偏

表C.1钢筋闪光对焊
格式:pdf
大小:65KB
页数:3P
4.7
钢筋闪光对焊质量检验记录 工程编号:检验部位: 类 别 序 号 检查项目质量标准 单 位 施工单位自检记录 监理(建设) 单位验收记录 主 控 项 目 1焊工技能☆ 从事钢筋焊接施工的焊工必 须持有焊工考试合格证,才能 上岗操作 2钢筋级别☆ 符合设计要求和现行有关标 准的规定 3焊前试焊☆模拟施工条件试焊必须合格 4 钢筋焊接接头 的机械性能☆ 必须符合jgj18的规定 5钢筋低温焊接头应符合jgj18的规定 一 般 项 目 1接头处外观质量 接头处表面不得有横向裂纹,与 电极接触处钢筋表面不得有明 显烧伤 2接头处弯折偏差≤3° 3 接头处钢筋 轴线位移 不大于0.1倍钢筋直径,且不大 于2mm 施工单位 检查结果 项目专业质量检查员:项目专业技术负责人:年月日 监理(建设)单位 验收结论 专业监理工程师: (建设单位项目专业技术负责人
控制钢筋闪光对焊质量qc成果
格式:pdf
大小:966KB
页数:11P
4.7
中铁16局集团四公司第25次 (2008年度)qc小组成果 发表会材料 开展qc活动 控制钢筋闪光对焊质量 单位:中铁十六局集团四公司 小组名称:六沾复线w3标工程指挥部一工区qc小组 发表人:王占东 发表日期:二○○八年十一月十二日 -1- 中铁十六局集团第25次(2008年度)qc小组成果发表会材料 开展qc活动 控制钢筋闪光对焊质量 一、工程概况 贵昆铁路六盘水至沾益段新建二线线路全长247.633km,设计时速160km/h,铁路等级ⅰ级。 w3标段东起天生桥双线特大桥,西止三联隧道。正线长度12828.08m。其中天生桥双线特大桥是全 线最高、跨度最大的桥梁,最高桥墩78m,主跨采用68+2×128+72现浇连续梁,施工难度大,质量 标准高。该桥主筋焊接大量采用闪光对焊技术,因此控制好闪光对焊质量尤为重要。
控制钢筋闪光对焊质量qc成果
格式:pdf
大小:1.2MB
页数:9P
4.3
1 控制钢筋闪光对焊质量 四川省****建设工程有限公司****项目部qc小组 一、工程简介 成都****工程位于成都温江区,毗临中国**博览会,为****规划设计研究院及****房地产开发公司联 合投资兴建的商品住宅楼群,建筑面积约十六万平方米,均为框剪结构,由八幢十八至二十六层住宅楼组 成,分二期开发,一期于二00七年一月三十开工,现主体已全部竣工。该工程主筋焊接大量采用闪光对 焊技术。是公司重点项目之一。 二、小组简介 小组名称 四川省****建设工程有 限公司****项目部qc小 组 成立日期2007年5月18日 注册号****qc〔2007〕002课题登记2007年6月18日 小组组长成果编制人**** qc小组类型现场型qc小组记录员**** 小 组 成 员 姓名职务姓名职务姓

y钢筋闪光对焊质量检查记录
格式:pdf
大小:165KB
页数:11P
4.4
钢筋闪光对焊质量检查记录 表c.1编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 电力建设施工质量验收及评定规程第l部分 土建工程dl/t5210.卜2005 专业工长 (施工员) 分包单位分包项目经理施工班组长 施工质量验收规范的规定施工单位白检记录监理(建设)单位验收记录 l焊工技能☆ 从事钢筋焊接施工 的焊工必须持有焊 工考试合格证,才 能上岗操作 主 2钢筋级别☆ 必须符合设计要求 及现行有关标准的 规定 控 项 目 3焊前试焊☆模拟施工条件试焊 必须合格 4 钢筋焊接接头的机 械性能☆ 必须符合jgjl8的 规定 5
C1钢筋闪光对焊检验批质量验收记录最新文档
y钢筋闪光对焊质量检查记录
格式:pdf
大小:161KB
页数:11P
4.8
钢筋闪光对焊质量检查记录 表c.1编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 电力建设施工质量验收及评定规程第l部分 土建工程dl/t5210.卜2005 专业工长 (施工员) 分包单位分包项目经理施工班组长 施工质量验收规范的规定施工单位白检记录监理(建设)单位验收记录 l焊工技能☆ 从事钢筋焊接施工 的焊工必须持有焊 工考试合格证,才 能上岗操作 主 2钢筋级别☆ 必须符合设计要求 及现行有关标准的 规定 控 项 目 3焊前试焊☆模拟施工条件试焊 必须合格 4 钢筋焊接接头的机 械性能☆ 必须符合jgjl8的 规定 5
014钢筋闪光对焊
格式:pdf
大小:42KB
页数:5P
4.5
钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪 光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进 口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢 筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva5075100150150 负载持续率%252
钢筋闪光对焊技术交底记录1
格式:pdf
大小:64KB
页数:5P
4.7
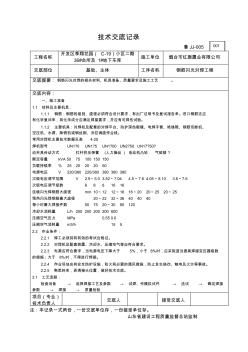
技术交底记录 鲁jj-005 工程名称 开发区季翔花园(c-19)小区二期 36#会所及1#地下车库施工单位烟台市红旗置业有限公司 交底部位基础、主体工序名称钢筋闪光对焊工程 交底提要:钢筋闪光对焊的相关材料、机具准备、质量要求及施工工艺。 交底内容: 一、施工准备 1.1材料及主要机具: 1.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 1.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧貉?
6基础钢筋闪光对焊
格式:pdf
大小:109KB
页数:6P
4.7
yuan,anincreaseof17.5%;localgovernmentgeneralbudgetrevenueof500millionyuan,...painting,modelculturecreatesnewmachurchcommunity,creatinglakescenicspotcultureeducationbase,receivedhighevaluationfromprovincialandmunicipaldisciplineinspectioncommission,thepeople'sdailyspecialreport.constantlypromoteindependentcommissionagainstcor
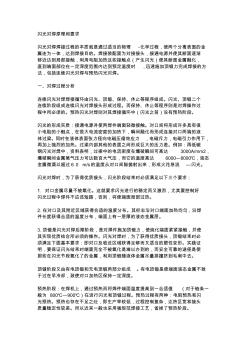
钢筋闪光对焊原理和要求
格式:pdf
大小:8KB
页数:3P
4.7
闪光对焊原理和要求 闪光对焊焊接过程的本质就是通过适当的物理-化学过程,使两个分离表面的金 属连为一体,达到焊接目的。焊接装配面为对接接头,接通电源并使其断面逐渐 移近达到局部接触,利用电阻加热这些接触点(产生闪光)使其断面金属融化, 直到端面部位在一定深度范围内达到预定温度时,迅速施加顶锻力完成焊接的方 法,包括连续闪光对焊与预热闪光对焊。 一、对焊过程分析 连续闪光对焊焊接循环由闪光、顶锻、保持、休止等程序组成。闪光、顶锻二个 连续阶段组成连续闪光对焊接头形成过程。而保持、休止等程序则是对焊操作过 程中所必须的。预热闪光对焊则对其焊接循环中(闪光之前)设有预热阶段。 闪光的形成实质:接通电源并使两焊件端面轻微接触。对口间将形成许多具有很 小电阻的小触点,在很大电流密度的加热下,瞬间融化而形成连接对口两端的液 体过梁。同时在液体表面张力径向电磁压缩效应力,电磁斥力,电磁引力作用下,
钢筋闪光对焊技术交底记录
格式:pdf
大小:96KB
页数:9P
4.3
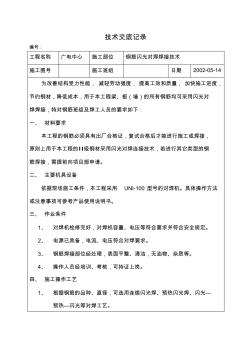
技术交底记录 编号: 工程名称广电中心施工部位钢筋闪光对焊焊接技术 施工图号施工班组日期2002-05-14 为改善结构受力性能,减轻劳动强度,提高工效和质量,加快施工进度, 节约钢材,降低成本,用于本工程梁、板(墙)的所有钢筋均可采用闪光对 焊焊接,特对钢筋班组及焊工人员的要求如下: 一、材料要求 本工程的钢筋必须具有出厂合格证,复试合格后才能进行施工或焊接, 原则上用于本工程的ⅱ级钢材采用闪光对焊连接技术,若进行其它类型的钢 筋焊接,需提前向项目部申请。 二、主要机具设备 依据现场施工条件,本工程采用uni-100型号的对焊机。具体操作方法 或注意事项可参考产品使用说明书。 三、作业条件 1、对焊机检修完好,对焊机容量、电压等符合要求并符合安全规定。 2、电源已具备,电流、电压符合对焊要求。 3、钢筋焊接部位经处理,表面平整、清洁,无油物、杂质等。

钢筋闪光对焊技术交底记录
格式:pdf
大小:20KB
页数:2P
4.5
技术交底记录 年月日第1页共2页 工地名称高淳县高级中学单位工程名称扩建工程高中楼门厅分部项名称钢筋闪光对焊 设计要求:直筋大于等于22的钢筋应采用焊接接头。 一、施工准备和作业条件: 1、钢材:各种钢材必须有合格证和复验合格报告。 2、对焊机:性能符合要求,安装稳固,水、电接通正常,棚房搭改完。 3、钢筋翻样已完并已经技术核定。 4、下料已定,表面的油污和锈已处理,端部的扭曲,变形,弯折已矫正或切除。 5、各种规格钢筋的试焊,经检验合格。 6、作业人员有上岗证。 二、施工操作: 1、焊接时应调整好焊机的电压,电压降达8%时,应停止工作。 2、将要对焊的钢筋,顺直的放在工作台上,并大致顺直,装入焊机钳口内。 3、烧化留量,预热留量及切口时刀口的压伤部分留量之和宜控制在15—20mm之间。 4、夹紧钢筋时,应使两根钢筋的端口凸出部分相接触,以利均匀加
表C.1钢筋闪光对焊质量检查记录
格式:pdf
大小:22KB
页数:1P
4.4
钢筋闪光对焊质量检查记录 表c.1编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目理理 施工执行标准 名称及编号 电力建设施工质量验收及评定规程第1部分 土建工程dl/t5210.1-2005 专业工长 (施工员) 分包单位分包项目经理施工班组长 施工质量验收规范的规定施工单位自检记录监理(建设)单位验收记录 主 控 项 目 1焊工技能☆ 从事钢筋焊接施工 的焊工必须持有焊 工考试合格证,才 能上岗操作 2钢筋级别☆ 必须符合设计要求 及现行有关标准的 规定 3焊前试焊☆ 模拟施工条件试焊 必须合格 4 钢筋焊接接头的机 械性能☆ 必须符合jgjl8的 规定 5钢筋低温焊接头 应符合jgjl8的规 定

.钢筋闪光对焊工艺标准完成
格式:pdf
大小:62KB
页数:4P
4.5
工程名称 中国人民解放军第91中心医 院综合楼二期 交底部位地下室 工程编号日期2011-10-27 交底内容: 钢筋闪光对焊工艺标准 1、材料要求 钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 2、主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/380220/380380380380 次级电压调节 范围 v2.9—5.03.52—7.0
最新编制钢筋闪光对焊
格式:pdf
大小:58KB
页数:9P
4.7
钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热 闪光焊、闪光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电 焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷 拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva5075100150150 负载持续率%2520202050 电源电压
C1钢筋闪光对焊检验批质量验收记录相关
文辑推荐
知识推荐
百科推荐

职位:城更规划师
擅长专业:土建 安装 装饰 市政 园林


