

316L不锈钢薄板脉冲激光焊工艺参数及接头组织特征
格式:pdf
大小:552KB
页数:4P
人气 :77
 4.5
4.5
研究了 0 .1mm 31 6L不锈钢薄板脉冲激光焊工艺参数特征 ,分析了接头的组织和力学性能。结果表明 :0 .1mm31 6L不锈钢薄板脉冲激光焊时适宜用小电流、大脉宽、高速度、高频率 ;焊缝中心为细小的等轴晶 ,边缘是细小的柱状晶 ;焊接接头的抗拉强度可达到母材的 95 % ,伸长率可达到母材的 85 %。



 316L不锈钢薄板埋弧焊工艺
316L不锈钢薄板埋弧焊工艺 316L不锈钢薄板埋弧焊工艺
论述了316l不锈钢的焊接性。选用er316l焊丝配用sj601焊剂,进行了316l薄板埋弧焊的焊接工艺评定试验。用经过评定合格的saw工艺,对厚度分别为6mm和5mm的316lma水解塔的纵焊缝和环焊缝进行施焊。焊后依据jb/t4730.2—2005标准进行了rt检验,其一次合格率为100%。
不锈钢薄板激光焊接工艺研究 不锈钢薄板激光焊接工艺研究
针对不锈钢薄板的激光焊接进行了研究,分析了激光工艺参数对超薄不锈钢板焊接质量的影响。结果表明,对于不锈钢薄板激光焊接,脉冲工作电流和脉冲宽度对焊缝成形影响很大。在合适的工艺参数下,超薄不锈钢薄板焊缝成形良好,焊接接头基本与母材等强。
编辑推荐下载
304不锈钢薄板脉冲激光焊焊接热过程数值分析 304不锈钢薄板脉冲激光焊焊接热过程数值分析
格式:pdf
大小:264KB
页数:3P
4.5
针对不锈钢薄板脉冲激光焊接的特点,基于有限元分析软件ansys,对0.5mm厚的304不锈钢薄板脉冲激光焊接的热过程进行三维数值动态模拟。建模时采用实体单元和表面单元结合,并采用焊缝处细密、远离焊缝处粗略的不均匀网格,除了施加整体与外界的对流散热条件外,还考虑了工件与夹具之间的传导换热,分析了焊接温度场在工件上的分布规律及工艺参数对焊缝成形的影响,并据此提出了提高不锈钢薄板激光焊焊接接头质量的方案。计算结果表明,熔池的尺寸随输入能量的变化较为明显,在激光加热0.05s后材料开始熔化,熔池呈现大幅度增长趋势;焊接速度对熔深和熔宽的影响较为显著,熔宽随焊接速度的增加而逐渐减小,熔深几乎与焊接速度成反比,当焊接速度约为0.4m/min时,熔深为0.5mm以上,工件熔透,且深宽比可达到2∶1。计算所得熔池大小与试验结果基本吻合。
316L不锈钢药芯焊工艺开发 316L不锈钢药芯焊工艺开发
格式:pdf
大小:193KB
页数:4P
4.7
介绍了一种316l不锈钢co_2气保护药芯焊工艺,该工艺具有焊接速度快,效率高的特点。在焊接过程中,应严格控制预热温度、层间温度,控制较小的热输入量,以便获得质量优良的焊接接头。
316L不锈钢薄板脉冲激光焊工艺参数及接头组织特征热门文档
不锈钢薄板光纤激光焊接的组织与性能觹 不锈钢薄板光纤激光焊接的组织与性能觹
格式:pdf
大小:984KB
页数:4P
4.3
采用gsi的jk-200fl型连续光纤激光器实现了0.2mm厚304不锈钢片的对接焊。在氩气保护下,优化后工艺参数为激光功率90w,光斑直径0.2mm,焊接速度1200mm/min,获得成形良好、无缺陷的焊缝。采用金相显微镜可见焊缝组织由边缘细小的柱状晶和中心部位细小的等轴晶组成。经硬度测试和弯折测试,表明焊缝处的硬度和强度均达到甚至超过母材。
YAG激光焊接不锈钢薄板焊接工艺参数优化 YAG激光焊接不锈钢薄板焊接工艺参数优化
格式:pdf
大小:450KB
页数:未知
4.8
激光焊接是目前应用较广的激光焊接技术,对于薄板焊接时激光深熔焊接的焊接深熔比可以达到2:1,其焊接强度和稳定都优于传统焊接。本文采用yag激光器对2mm厚的0gr18ni9进行焊接试验,测量焊接的熔深和熔宽,并采用正交试验法进行参数优化,分析激光参数对焊缝的影响,通过显微硬度测试分析焊接接头的硬度,为激光焊接工艺参数选择提供可靠的依据。
321不锈钢薄板激光微焊接接头组织性能研究 321不锈钢薄板激光微焊接接头组织性能研究
格式:pdf
大小:1.0MB
页数:未知
4.4
本文采用微型脉冲激光实现了0.3mm厚321不锈钢片的对接焊,通过正交优化设计对工艺参数进行了优化,利用光学显微镜,电子精密拉伸机等分析测试手段,研究了工艺参数对焊接接头微观形貌及组织的影响。结果表明,焊接接头获得最大抗拉强度的最优工艺参数是脉;中功率百分比为18、脉冲宽度为4ms、脉冲频率为2hz,此时焊接接头的承载能力达到母材的98%。分析了功率密度对焊缝成形和力学性能的影响。承载能力较高的焊接接头其显微组织是由焊缝中心区的等轴晶和焊缝边缘粗大的柱状晶组成,并且焊接接头的显微硬度高于母材。
304不锈钢薄板激光焊接技术研究
格式:pdf
大小:16.7MB
页数:67P
4.5
듳솬샭릤듳톧쮶쪿톧캻싛컄304늻탢룖놡냥벤맢몸뷓벼쫵퇐뺿탕쏻ꎺ헅캬헜짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ믺킵훆퓬벰웤ퟔ뚯뮯횸떼뷌쪦ꎺ컢뚫붭20091216 304늻탢룖놡냥벤맢몸뷓벼쫵퇐뺿ퟷ헟ꎺ헅캬헜톧캻쫚폨떥캻ꎺ듳솬샭릤듳톧놻틽폃듎쫽ꎺ3듎놾컄뛁헟튲뛁맽(1쳵ì1.뫺쇁6mm늻탢룖(304)맢쿋벤맢몸뷓릤틕뗄퇐뺿[톧캻싛컄]2010틽횤컄쿗(3쳵ì1.풬캡.샮탂뮪놡냥몸뷓컂뛈뎡폐쿞풪럖컶[웚뾯싛컄æ-뫾쓏얩믺2010(9)2.슬ퟖ럥벤맢몸뷓풲ힶ쳥죈풴쒣탍벰닎쫽퇐뺿[웚뾯싛컄æ-몸뷓2012(1)3.붪헗뮪.엋펿.췵붡뎬.돂뾡.싦릫탲.헅캰맢쿋벤맢뷰쫴놡냥운몸쾵춳뫍ힰ볐뻟뷡릹짨볆[웚뾯싛컄æ-펦폃벤맢2010(5)놾컄솴뷓ꎺhttp
不锈钢薄板激光切孔工艺研究 不锈钢薄板激光切孔工艺研究
格式:pdf
大小:479KB
页数:2P
4.5
利用连续光纤激光器,通过对0.3mm不锈钢薄板进行激光打孔试验,分析了激光功率、切割速度、加速度/减速度和调制频率对孔质量的影响。实验结果表明,要得到较好的孔效果,不能单一只考虑一个参数,需要进行综合分析,选择合适的参数,提高孔的质量和生产效率。
316L不锈钢薄板脉冲激光焊工艺参数及接头组织特征精华文档

316L不锈钢的焊接工艺
格式:pdf
大小:36KB
页数:3P
4.4
316l不锈钢的焊接工艺 1.奥氏体不锈钢的性能和焊接性分析 316l奥氏体不锈钢热导率低、线膨胀系数大,无磁性;抗拉 强度≥550n/mm2,屈服强度≥480n/mm2 1.焊接裂纹 (1)316l奥氏体不锈钢的导热系数大约只有低碳钢的一半, 而线膨胀系数却大得多,所以焊后在接头中会产生较大的焊 接内应力。 (2)316l奥氏体不锈钢的液、固相线的区间较大,结晶时间 较长,且奥氏体结晶的枝晶方向性强,所以杂质偏析现象比 较严重。 综上所述,316l奥氏体不锈钢焊接时比较容易产生焊接热 裂纹,包括焊缝的纵向和横向裂纹、火口裂纹、打底焊的根 部裂纹和多层焊的层间裂纹等。 2.316l奥氏体不锈钢焊接工艺 2.1焊接方法 316l不锈钢的焊接,根据不锈钢的特点,尽可能减少热输入量, 故采用手工电弧焊,氩弧焊两种方法。 2.2焊材选择 316l奥氏体不锈钢

316L不锈钢焊接工艺 (2)
格式:pdf
大小:130KB
页数:4P
4.7
以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧焊 两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm的管 道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专用 氩弧焊机。 焊材:焊丝采用φpp-tig316l,焊条采用:φ,使用前焊丝表面去除氧化层和油污使用丙酮或酒 精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,线膨胀系数比碳钢约 大50%,密度大于碳钢,因此焊接
316L不锈钢焊接工艺
格式:pdf
大小:147KB
页数:5P
4.4
以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 1.1焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧 焊两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm 的管道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 1.2电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专 用氩弧焊机。 1.3焊材:焊丝采用φ2.5/pp-tig316l,焊条采用:φ2.5-3.2/a022,使用前焊丝表面去除氧化层和油 污使用丙酮或酒精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 1.4焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,
316L不锈钢焊条电弧焊焊接接头组织分析 316L不锈钢焊条电弧焊焊接接头组织分析
格式:pdf
大小:484KB
页数:3P
4.6
采用双面焊条电弧焊方法焊接了6mm厚的316l不锈钢,分析了焊接接头焊缝区、熔合区及热影响区的组织并进行了显微硬度测试。组织分析表明,接头焊缝区为等轴晶,组织为奥氏体基体与数量较多的δ铁素体,且先焊焊缝较后焊焊缝的晶粒更为细小;熔合区与热影响区为树枝状晶且有联生结晶的特点,组织为奥氏体基体+少量δ铁素体。显微硬度分布表明,接头焊缝硬度高于母材硬度,低于熔合线附近的树枝状晶硬度。
不同焊接方法下316L不锈钢焊接接头组织性能研究 不同焊接方法下316L不锈钢焊接接头组织性能研究
格式:pdf
大小:863KB
页数:4P
4.6
采用20%co2+80%ar气体保护mag焊和焊条电弧焊对316l不锈钢进行焊接,通过对焊接接头进行拉伸、弯曲、硬度试验和显微组织观察,研究了焊接接头组织性能。结果表明,焊条电弧焊接头的抗拉强度和显微硬度比mag焊接头的抗拉强度和显微硬度高;焊条电弧焊焊缝金属中δ铁素体含量比mag焊焊缝金属中δ铁素体含量高;mag焊焊缝金属含有少量的mc型碳化物;拉伸时,焊条电弧焊接头断裂在热影响区,而mag焊接头断裂在焊缝中心位置;焊接接头的弯曲试验均合格。
316L不锈钢薄板脉冲激光焊工艺参数及接头组织特征最新文档
 316L不锈钢焊接头耐蚀性能研究(英文)
316L不锈钢焊接头耐蚀性能研究(英文) 316L不锈钢焊接头耐蚀性能研究(英文)
格式:pdf
大小:743KB
页数:4P
4.7
分别采用扫描电镜(sem)、x射线衍射(xrd)、动电位极化技术及零内阻安培表方法研究爆炸焊接316l不锈钢接头的显微组织形貌、物相、点蚀及电偶腐蚀行为。结果表明,316l不锈钢侧焊缝金属存在严重的组织形变和金属间化合物相,且相对于基体试样,316l不锈钢侧焊缝和熔合区产生了更多的δ铁素体相,这些因素导致焊接后的316l不锈钢耐点蚀和电偶腐蚀性能降低。

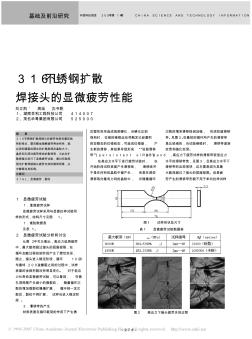
316L不锈钢扩散焊接头的显微疲劳性能 (2)
格式:pdf
大小:351KB
页数:2P
4.3
-278- 中国科技信息2007年第14期 china science and technology information jul.2007基础及前沿研究 区塑性变形造成局部硬化,当硬化达到 饱和时,位错的继续运动将触发已经塞积 的亚稳态的位错组态,可造成位错崩,产 生新的滑移,其结果导致形成“驻留滑移 带”(persistent slip band ,psb)[4]。 在高应力水平下进行疲劳试验时,在 开始阶段试样表面产生滑移线,滑移线并 不是在所有的晶粒中都产生,而是在那些 滑移取向最有力利的晶粒中,并随着循环 316l不锈钢扩散 焊接头的显微疲劳性能 刘立凯1 周灿1 沈书乾2 1、湖南百利工程科技公司 414007 2、茂名华粤集团有限公司 525000 摘 要 316l不锈钢扩散焊接头的疲劳性能有着其独 特的特点,要完整地理解疲劳寿命特性,就
316L不锈钢扩散焊接头的显微疲劳性能
格式:pdf
大小:351KB
页数:2P
4.8
-278- 中国科技信息2007年第14期 china science and technology information jul.2007基础及前沿研究 区塑性变形造成局部硬化,当硬化达到 饱和时,位错的继续运动将触发已经塞积 的亚稳态的位错组态,可造成位错崩,产 生新的滑移,其结果导致形成“驻留滑移 带”(persistent slip band ,psb)[4]。 在高应力水平下进行疲劳试验时,在 开始阶段试样表面产生滑移线,滑移线并 不是在所有的晶粒中都产生,而是在那些 滑移取向最有力利的晶粒中,并随着循环 316l不锈钢扩散 焊接头的显微疲劳性能 刘立凯1 周灿1 沈书乾2 1、湖南百利工程科技公司 414007 2、茂名华粤集团有限公司 525000 摘 要 316l不锈钢扩散焊接头的疲劳性能有着其独 特的特点,要完整地理解疲劳寿命特性,就
镍基钎料真空钎焊316L不锈钢钎焊接头组织转变的研究(英文) 镍基钎料真空钎焊316L不锈钢钎焊接头组织转变的研究(英文)
格式:pdf
大小:1.8MB
页数:5P
4.4
使用质量比为6:4的混合镍基钎料bni-2与bni-5对316l不锈钢进行真空钎焊。由于钎缝间隙对钎焊接头组织性能有重要影响,所以在钎焊温度1140℃,保温时间10min的钎焊参数下,分别对钎缝间隙为30,60和100μm进行了钎焊实验。主要通过光学显微镜、扫描电子显微镜、能谱分析仪、电子探针显微分析仪以及显微硬度计等对钎焊接头界面组织特征进行分析。结果表明,分布于钎焊接头中心连续共晶组织是导致裂纹扩展的主要通道。另外,研究发现当进行完整的等温凝固过程时,只有γ-ni固溶体相存在于钎焊接头中,但在钎缝与母材边界的沿晶界区域仍存在第二相的金属间化合物。
小尺寸不锈钢片脉冲激光焊接的参数分析 小尺寸不锈钢片脉冲激光焊接的参数分析
格式:pdf
大小:290KB
页数:3P
4.4
研究小尺寸不锈钢片脉冲激光焊接的特点,着重分析焊接参数对焊缝熔透状况和焊缝宽度的影响。实验表明,随着脉宽增大,激光功率密度的熔透阈值减小,平均功率的熔透阈值线性增加;但是功率密度不能无限减小,为了保证熔透它必须在某一极限值以上。影响焊缝宽度的主要是激光功率密度、脉冲宽度和脉冲频率这三个参数。本文为散热条件受限的小尺寸工件精密激光焊接提供了有益的经验,同时也为加工过程的数值模拟分析提供了实验基础。
316L不锈钢/铜浸渗复合接头的组织性能 316L不锈钢/铜浸渗复合接头的组织性能
格式:pdf
大小:528KB
页数:3P
4.5
通过真空高温浸渗工艺制备了316l不锈钢/铜异种金属复合接头,对其坯料进行了组织、室温和低温力学性能、冷热疲劳性能等试验。结果表明,采用该工艺制备的316l不锈钢/铜异种金属复合接头具有良好的室温、低温性能及优异的抗冷热疲劳性能。

不锈钢316和316L不锈钢的区别
格式:pdf
大小:1.8MB
页数:62P
4.7
不锈钢316和316l不锈钢的区别 316和316l不锈钢(316l不锈钢的性能见后)是含钼不锈钢种。316l不锈钢中的钼含量略高于316不锈钢.由于钢中钼,该钢种总的性能优于310和304 不锈钢,高温条件下,当硫酸的浓度低于15%和高于85%时,316不锈钢具有广泛的用途。316不锈钢还具有良好的而氯化物侵蚀的性能,所以通常用于海洋环 境。 316l不锈钢的最大碳含量0.03,可用于焊接后不能进行退火和需要最大耐腐蚀性的用途中 耐腐蚀性: 耐腐蚀性能优于304不锈钢,在浆和造纸的生产过程中具有良好的耐腐蚀的性能。而且316不锈钢还耐海洋和侵蚀性工业大气的侵蚀。 耐热性: 在1600度以下的间断使用和在1700度以下的连续使用中,316不锈钢具有好的耐氧化性能。在800-1575度的范围内,最好不要连续作用316不锈钢
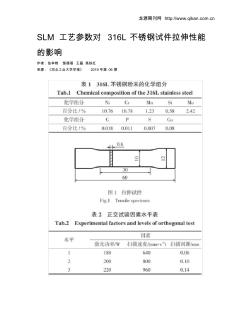
SLM工艺参数对316L不锈钢试件拉伸性能的影响
格式:pdf
大小:223KB
页数:1P
4.7
龙源期刊网http://www.***.*** slm工艺参数对316l不锈钢试件拉伸性能 的影响 作者:张争艳楚蓓蓓王磊高铁红 来源:《河北工业大学学报》2019年第06期
316L不锈钢薄板脉冲激光焊工艺参数及接头组织特征相关
文辑推荐
知识推荐
百科推荐


职位:信息化咨询工程师
擅长专业:土建 安装 装饰 市政 园林


