

2mm厚不锈钢板对接焊接接头射线检测及底片评定
格式:pdf
大小:357KB
页数:1P
人气 :81
 4.4
4.4
通过对2mm厚不锈钢板对接焊接接头射线检测时使用金属增感屏的试验,验证了标准的正确性,论述了对圆形缺陷和焊缝外观控制的重要性。



编辑推荐下载
 6mm不锈钢对接焊接接头超声检测探讨
6mm不锈钢对接焊接接头超声检测探讨 6mm不锈钢对接焊接接头超声检测探讨
格式:pdf
大小:192KB
页数:未知
4.8
不锈钢对接焊接接头的超声检测,在jb/t4730.3-2005《承压设备无损检测(第3部分)超声检测》附录n中规定其检测范围为10~50mm,对于6mm不锈钢对接焊接接头超声检测,目前尚无检测执行标准,本文参照dl/t820-2002《管道焊接接头超声波检验技术规程》及jb/t4730.3-2005附录n的相关要求,对6mm不锈钢对接焊接接头超声检测方法进行了探讨。

对接焊接接头超声波检测工艺规程
格式:pdf
大小:524KB
页数:16P
4.3
对接焊接接头超声波检测工艺规程 1.0目的及适用范围 1.1目的 为保证钢接接头的超声波检测工作质量,提供准确可靠的检测数 据,特制定本规程。 1.2适用范围 1.2.1本规程规定了承压设备焊接接头的超声波检测和缺陷等级评 定; 1.2.2本规程适用于: a)母材厚度为6mm~400mm全熔化焊对接焊接接着的超声波检测; b)管座角焊缝的超声波检测; 1.2.3本规程不适用于: a)铸钢等粗晶材料对接接头的超声波检测; b)外径<φ159mm的焊接接头、内径≤φ200mm的管座角焊缝的 超声波检测; c)外径<φ250mm或内外径之比小于80%的纵向对接焊接接头的 超声波检测。 2.0编制依据 2.1本程序依据jb/t4730-2005.3《承压设备无损检测》编制; 2.2本程序参照gb11345-1989《钢焊缝手工超声波探伤方法和结果 分级》编制; 3.0检测设备和
2mm厚不锈钢板对接焊接接头射线检测及底片评定热门文档
小径管焊接接头射线检测 小径管焊接接头射线检测
格式:pdf
大小:80KB
页数:未知
4.6
小径管的射线检测经过多年的发展已经成为一个非常成熟的无损检测工艺,在特种设备检验行业中广泛使用。各检测机构都有自身的检测工艺,现就本公司的工艺作探讨。
厚不锈钢板焊接
格式:pdf
大小:56KB
页数:2P
4.4
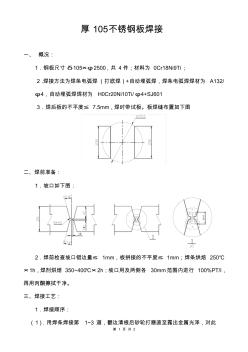
第1页共2 厚105不锈钢板焊接 一、概况: 1.钢板尺寸δ105×φ2500,共4件;材料为0cr18ni9ti; 2.焊接方法为焊条电弧焊(打底焊)+自动埋弧焊,焊条电弧焊焊材为a132/ φ4,自动埋弧焊焊材为h0cr20ni10ti/φ4+sj601 3.焊后板的不平度≤7.5mm,焊时带试板。板焊缝布置如下图 二、焊前准备: 1.坡口如下图: 2.焊前检查坡口错边量≤1mm,板拼接的不平度≤1mm;焊条烘焙250℃ ×1h,焊剂烘焙350~400℃×2h;坡口用及两侧各30mm范围内进行100%pt/i, 再用丙酮擦拭干净。 三、焊接工艺: 1.焊接顺序: (1).用焊条焊接第1~3道,翻边清根后砂轮打磨直至露出金属光泽,对此 第2页共2 坡口进行100%pt/i,合格后再用焊条焊接第4~8道; (2).翻边后用自动埋弧焊
用~(75)Seγ射线透照小管径对接焊接接头 用~(75)Seγ射线透照小管径对接焊接接头
格式:pdf
大小:480KB
页数:3P
4.6
对小管径管道的射线探伤采用了75seγ射线,75se放射源能量较低符合射线探伤的工艺要求而且75se射线在小径管射线透照中具有较高的灵敏度和较好的宽容度,使小管径管道的透照时间缩短,提高了工作效率;而且降低了散射线的影响,降低了射线底片的灰雾度,提高了底片的成像质量,使底片的对比度、灵敏度和清晰度符合标准要求,可获得理想的射线底片质量,有效地检出焊缝内部缺陷。
0Cr18Ni12Mo2Ti不锈钢板对接接头焊接工艺的研究 0Cr18Ni12Mo2Ti不锈钢板对接接头焊接工艺的研究
格式:pdf
大小:85KB
页数:2P
4.4
通过对0cr18ni12mo2ti不锈钢的焊接性能分析,选择适宜的焊接方法和焊接材料,确定合理的焊接工艺。并将此工艺应用于0cr18ni12mo2ti不锈钢压力容器的制造过程中,取得了满意的效果。
奥氏体不锈钢对接焊接接头超声波检测对比试块的制作 奥氏体不锈钢对接焊接接头超声波检测对比试块的制作
格式:pdf
大小:872KB
页数:4P
4.3
奥氏体不锈钢对接焊接接头的超声检测中,带焊缝的对比试块的制作对检测评价结果非常重要,也能为超声波仪器探头系统的灵敏度调整提供较为客观有效的参考。为使对比试块更贴近实际检测的需要,采用将试块竖立焊接方式设计制作了超声检测对比试块。并与平躺x型坡口对比试块进行了细致对比,结果显示采用竖立焊接试块调试的检测灵敏度更为恰当。实际检测工作也验证了竖立焊接对比试块能更好地满足检测要求。
2mm厚不锈钢板对接焊接接头射线检测及底片评定精华文档
304不锈钢板对接焊缝的X射线底片上线型伪缺陷的研究 304不锈钢板对接焊缝的X射线底片上线型伪缺陷的研究
格式:pdf
大小:365KB
页数:未知
4.7
本文以金相、扫描电镜试验作为试验研究的基础,对304不锈钢板对接焊缝的x射线底片上的“线型缺陷”开展研究探讨,通过试验和分析,否定了原来把x射线底片上的“线型缺陷”当成真焊接缺陷来处理的错误判断。并提出了导致线型伪缺陷的主要因素,为对x射线底片上真假缺陷的评判提供指导性的理论依据。
承插焊接接头射线检测技术 承插焊接接头射线检测技术
格式:pdf
大小:154KB
页数:未知
4.7
对核安全部件的射线检测类别有多种,比如管件和铸造阀门等铸件的壳体内部的射线检测.焊缝射线检测主要是角接焊缝、插套间隙等多种类型,这些不同类型的射线检测其特征都不一样.论本文主要探讨的是承插焊接接头的射线检测技术方法.
承插焊接接头射线检测技术 承插焊接接头射线检测技术
格式:pdf
大小:98KB
页数:未知
4.5
对核安全部件的射线检测类别有多种,比如管件和铸造阀门等铸件的壳体内部的射线检测。焊缝射线检测主要是角接焊缝、插套间隙等多种类型,这些不同类型的射线检测其特征都不一样。论本文主要探讨的是承插焊接接头的射线检测技术方法。
奥氏体不锈钢对接焊接头对比试块的制作及应用 奥氏体不锈钢对接焊接头对比试块的制作及应用
格式:pdf
大小:377KB
页数:3P
4.5
介绍了奥氏体不锈钢对接焊接头对比试块的制作过程、加工要求及使用方法,对试块上对接焊缝焊接质量的控制及试块的使用作了详细说明,供无损检测人员对奥氏体不锈钢对接焊缝进行超声检测时参考。

2mm厚不锈钢板对接焊接接头射线检测及底片评定最新文档
铝合金平板对接焊接接头变形及损伤行为研究 铝合金平板对接焊接接头变形及损伤行为研究
格式:pdf
大小:458KB
页数:5P
4.5
应用tig焊获得焊缝质量良好的6061铝合金对接焊接接头,进行静态拉伸试验;试验结果表明,试样大多断裂在距焊缝熔合线边缘7~9mm处的软化区;应用双孔微剪切试验与有限元结合获得焊接接头各微区的力学性能及损失参数,提供给有限元计算,建立静态拉伸试验的有限元模型,并与实际试验结果对比验证模型的正确性,在此基础上研究高匹配和低匹配焊接接头及试样相对宽度对焊接接头失效行为的影响,结果表明,对于低匹配焊接接头,接头越窄越容易失效,所以应尽量选择较宽的焊接接头;对于高匹配焊接接头,接头越窄,越不容易失效,所以建议应尽量选择较窄的焊接接头.
不锈钢管对接焊接工艺评定报告 (2)
格式:pdf
大小:202KB
页数:11P
4.8
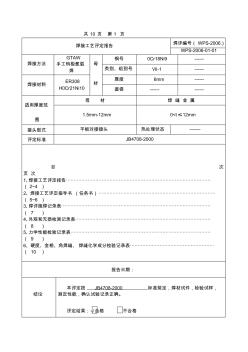
共10页第1页 焊接工艺评定报告焊评编号(wps-2006.) wps-2006-01-01 焊接方法 gtaw 手工钨极氩弧 焊 母 材 钢号0cr18ni9------ 类别、组别号ⅶ-1------ 焊接材料 er308 h0cr21ni10 厚度6mm------ 直径------------ 适用厚度范 围 母材焊缝金属 1.5mm-12mm0<t≤12mm 接头型式平板对接接头热处理状态------- 评定标准jb4708-2000 目次 页次 1、焊接工艺评定报告⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (2~4) 2、焊接工艺评定指导书(任务书)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (5~6) 3、焊评施焊记录表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
小径管对接焊接接头相控阵超声检测技术 小径管对接焊接接头相控阵超声检测技术
格式:pdf
大小:1.1MB
页数:4P
4.5
对小径管对接接头中存在的裂纹、未熔合和未焊透等自然缺陷分别进行相控阵超声检测和射线检测,比较分析了两种检测方法的检测结果,评述了相控阵检测的优势及其在小径管检测中的应用前景。
 承压设备对接焊接接头超声检测和质量分级
承压设备对接焊接接头超声检测和质量分级 承压设备对接焊接接头超声检测和质量分级
格式:ppt
大小:5.8MB
页数:未知
3
承压设备对接焊接接头超声检测和质量分级——5.1钢制承压设备对接焊接接头超声检测和质量分级 5.1.1适用范围 本条规定了钢制承压设备对接焊接接头的超声检测和质量分级。 1、全熔化焊对接焊接接头 1)母材厚度t=8mm~400mm 2)t=6mm~8mm...
不锈钢同种焊接接头组织及性能 不锈钢同种焊接接头组织及性能
格式:pdf
大小:2.9MB
页数:3P
4.7
采用填加或不填加1cr18ni9ti焊丝,对1cr18ni9ti奥氏体不锈钢和1cr13马氏体不锈钢进行直流钨极氩弧焊试验。采用金相显微镜、万能拉伸试验机和显微硬度仪、扫描电子显微镜等分析测试手段研究了焊接接头各区域的显微组织、接头的力学性能、断口形貌特征等。并通过对两种材料所形成的同种组织焊接接头组织和性能的对比,确定了不锈钢板的焊接工艺。
 350mm厚管板对接接头拼缝的射线检测
350mm厚管板对接接头拼缝的射线检测 350mm厚管板对接接头拼缝的射线检测
格式:pdf
大小:2.7MB
页数:5P
4.5
介绍了使用现有dz-6/1000型6mev直线加速器对350mm厚管板对接接头拼缝进行射线检测,在检测过程中通过改变射线检测时机、加大散射线的防护和控制边蚀效应等三种方法来优化射线检测工艺,从而保证检测灵敏度,最终获得符合jb/t4730—2005标准要求的合格底片。
浅谈厚径管焊接接头射线检测缺陷返修控制 浅谈厚径管焊接接头射线检测缺陷返修控制
格式:pdf
大小:171KB
页数:1P
4.7
在厚径管焊接过程中,由于人(焊工技术水平)、机(焊接设备)、物(管材和焊材)、环境(温度、湿度和风速)、作业条件(高空、位置狭窄、夜间作业)、以及施工进度等的影响,即使严格执行焊接工艺,难免也会出现焊接缺陷,而对于厚径管的返修控制不当将导致二次返修或多次返修,不仅使施工成本增加,而且还会导致管道的使用性能降低。因此,在射线检测的基础,综合应用各种检测方法对缺陷精确定位,确保一次返修合格尤为重要。

不锈钢板焊接工艺
格式:pdf
大小:220KB
页数:8P
4.4
1 不锈钢板焊接工艺 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总 厚度大于或等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按下表选取。 表—1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条 牌号 焊条型号焊条 牌号 焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31

不锈钢板焊接工艺
格式:pdf
大小:145KB
页数:5P
4.5
百度文库 1 s0907007a51 sh07hll-122-gy-02 -1- 1.概述 “中化7”轮的货舱3舱和5舱左旁纵壁底部分别开有一个工艺孔,现需要恢复。本工 艺主要针对该处板材的焊接而制定。 2.焊接材料与焊前准备 焊接材料 该纵壁板厚为13.5mm,材质为316l+a级钢板的复合不锈钢板,新加的补板材质为 316l。根据板材材质,选用e309-16和e316l焊条。 焊前准备 (1)由于工艺孔的边缘是气割而来的,熔渣较多,所以焊前必须先将板边缘的熔渣 打磨干净,并开出坡口。坡口应采用机加工或磨削的方法,从复层(不锈钢)往基层方向, 坡口表面要求平整光洁无溅渣,打磨基层用的打磨片不得使用于复层。 (2)焊前需用机械方法或有机溶剂清除焊丝表面和焊接坡口两侧至少各30mm范围内 的油污、金属屑、氧化膜及其它污物。多层多道焊时,必须清除前道焊缝表面
2mm厚不锈钢板对接焊接接头射线检测及底片评定相关
文辑推荐
知识推荐
百科推荐


职位:港口工程师
擅长专业:土建 安装 装饰 市政 园林


