

20MnMo锻件管板带极堆焊304L的焊接试验
格式:pdf
大小:549KB
页数:4P
人气 :86
 4.3
4.3
通过对20MnMo锻件管板带极堆焊304L的焊接试验及生产应用的研究,得出带极堆焊时合理选择过渡层焊接材料及堆焊各层的工艺规范参数是减小堆焊层合金元素稀释率、控制铁素体含量及保证堆焊质量的关键。



 20MnMo钢表面堆焊304不锈钢
20MnMo钢表面堆焊304不锈钢 20MnMo钢表面堆焊304不锈钢
压力容器焊接过程中,异种钢焊接是不容易的,缺陷往往出现在异种材料焊接上,本文从实际工作出发,阐明了低合金高强度钢与奥氏体不锈钢的焊接需注意的一些问题,为日后其他的异种材料焊接打下基础。
304L管板式换热器换热管与管板接头的焊接 304L管板式换热器换热管与管板接头的焊接
进行了304l换热管和304l管板接头不同焊接工艺方法(smaw,tig,mag)以及在采用smaw工艺方法时不同坡口深度的对比试验;指出了采用填丝tig焊工艺焊接换热管和管板接头的质量稳定性好;阐述了mag焊工艺焊接换热管和管板的应用前景;强调了管板坡口深度对于smaw工艺焊接换热管和管板接头质量的重要性。
编辑推荐下载
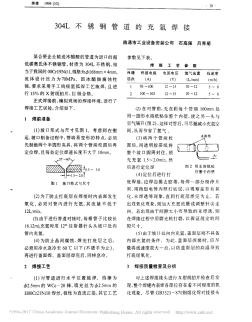
 304L薄壁不锈钢管的焊接
304L薄壁不锈钢管的焊接 304L薄壁不锈钢管的焊接
格式:pdf
大小:217KB
页数:2P
4.7
通过分析304l的焊接性及薄壁管的具体特点,提出了相应的焊接工艺和施工方案;防止了焊接过程中咬边、变形、焊缝氧化等缺陷的发生,保证了304l薄壁不锈钢管的焊接质量。
20MnMo锻件管板带极堆焊304L的焊接试验热门文档

 Q235B与304L异种钢焊接工艺评定
Q235B与304L异种钢焊接工艺评定 Q235B与304L异种钢焊接工艺评定
格式:pdf
大小:520KB
页数:4P
4.7
对氨回收塔用q235b与304l的异种钢焊接进行了工艺评定;对弯曲试件产生裂纹的原因进行了分析;确定了符合jb4708—2000《钢制压力容器焊接工艺评定》要求的焊接材料和焊接工艺参数。
20钢管板的耐腐蚀堆焊 20钢管板的耐腐蚀堆焊
格式:pdf
大小:353KB
页数:未知
4.4
我厂为辽阳化学纤维公司生产的辽化二期工程设备“中变气冷却器”,其设计压力:壳程为0.68mpa,管程为3.03mpa。设计温度:壳程65℃,管程90℃。介质:壳程为循环水,管程为中变气。
20MnMo锻件管板带极堆焊304L的焊接试验精华文档
304L不锈钢闪蒸罐现场焊接工艺 304L不锈钢闪蒸罐现场焊接工艺
格式:pdf
大小:180KB
页数:未知
4.5
分析了304l不锈钢闪蒸罐焊接工艺性能,合理设计了施焊操作工艺,选用较小焊接热输入,采用低碳焊材,成功完成了现场焊接操作。
304L超低碳不锈钢焊接标准与工艺
格式:pdf
大小:40KB
页数:8P
4.6
1/8 304l超低碳不锈钢焊接标准及工艺 焊接标准: 1材料要求: 304l是由日本进口的含c〈0.035%超低碳不锈钢(相当于国内 00cr18ni10)管材存放应按规定摆置. 所用焊丝,焊条必须有质量证明或材质合格证。 2机具要求: 焊接设备使用直流手弧焊机 焊工所用焊丝筒,焊条保温桶,不锈钢刨锤,不锈钢丝刷. 检测设备:超声波焊缝检测仪 焊条直径选用3.2和4.0两种,焊接电流80-110a,110-150a 3作业条件 焊工必须持有项目材质合格证能满足施焊要求. 2/8 针对超低碳不锈钢管焊接过程中的焊缝根部氧化,表面缺陷的产生以 及焊接变形等问题,为保证工程焊接质量制定了严格的焊接工艺要 求; 4环境条件 施焊前应确认环境符合下列条件 在现场预制,现场安装 温度在0摄氏度以上方可进行 焊接工艺 1工序 焊接施工
不锈钢带极堆焊层补焊试验研究 不锈钢带极堆焊层补焊试验研究
格式:pdf
大小:146KB
页数:2P
4.8
介绍针对压力容器内壁大面积的不锈钢带极堆焊过程中易产生气孔、夹渣、咬边等焊接缺陷的手工补焊方法。通过制备实验试板,采用手工电弧焊对缺陷部位进行补焊,并对试板进行弯曲、金相等各项性能检验证明手工电弧补焊后试验件的各项性能指标均满足要求,可以用于实际产品的补焊。
16MnR低合金钢管板带极堆焊工艺研究及应用 16MnR低合金钢管板带极堆焊工艺研究及应用
格式:pdf
大小:477KB
页数:7P
4.8
某裂解反应器设计压力0.94mpa,设计温度340℃,工作介质为甲醇、氢、一氧化碳等,换热器管板基体材料为16mnr低合金钢。为提高设备抗高温氢、一氧化碳等介质的腐蚀性能,要求在其表面堆焊耐蚀不锈钢堆焊层。因此,管板不锈钢堆焊质量是整个换热器制造的关键。本文通过对焊接方法、材料及工艺的选择等方面的研究确定出最佳的焊接工艺规范参数。试验证明此工艺方法合理、可行,施焊效果良好,各项试验结果均符合设计技术要求。
20MnMo锻件管板带极堆焊304L的焊接试验最新文档
20渗铝钢管的管板焊接 20渗铝钢管的管板焊接
格式:pdf
大小:108KB
页数:未知
4.7
20渗铝钢管的管板焊接陈信康(云南省第二安装工程公司昆明650033)0前言渗铝钢管具有良好的耐热性和抗硫化物腐蚀性,可以在低于680c氧化及腐蚀的工作环境中使用,近年来越来越多地被应用于制作有腐蚀介质的钢制管壳式换热器的换热管。在渗铝管与管板的连接...
20g中厚板埋弧自动焊焊接接头冷弯开裂的试验研究 20g中厚板埋弧自动焊焊接接头冷弯开裂的试验研究
格式:pdf
大小:2.9MB
页数:7P
4.6
我厂长期采用埋弧自动焊工艺焊接20g中厚板,制造锅炉、压力容器的筒体等受压元件。代表筒体焊接质量的焊接试板均能通过《蒸汽锅炉安全监察规程》及《压力容器安全监察规程》所规定的各项性能。产品焊接接头质量一直很稳定。但是,今年以来,在焊接工艺
304+20R复合钢管焊接及焊缝裂纹修复 304+20R复合钢管焊接及焊缝裂纹修复
格式:pdf
大小:221KB
页数:3P
4.6
通过对咸阳500万t/年常减压装置减压转油线复合钢管304+20r(规格为φ2042×(18+3))焊缝裂纹的分析,确定其裂纹产生的主要原因。根据不同的管径和缺陷所在位置制定相应的修复工艺,并对复合钢焊缝裂纹进行全面修复,论述了复合钢管的焊接材料选用、焊接顺序以及焊缝缺陷的返修等焊接工艺。
A333GR.6低温钢与304L不锈钢异种钢管道的焊接 A333GR.6低温钢与304L不锈钢异种钢管道的焊接
格式:pdf
大小:147KB
页数:2P
4.7
文章通过对低温钢与奥氏体不锈钢异种钢焊接性分析,介绍了a333gr.6与304l异种钢管道焊接接头的焊材选用、焊接工艺及焊接过程中的注意事项。实践证明,合理控制焊接工艺,能够获得满意的异种钢接头,保证工程的安全运行。
复合钢板Q235B/SUS304L的焊接 复合钢板Q235B/SUS304L的焊接
格式:pdf
大小:711KB
页数:2P
4.8
在目前的水电设备制造领域中,复合钢板的应用日益广泛。复合钢是由较薄的不锈钢与较厚的低合金钢通过爆炸焊、轧制或堆焊等工艺方法制成的双金属板材。使用复合钢板建造压力容器既可以节约贵重耐腐蚀金属材料,
复合钢板Q235B/SUS304L的焊接 复合钢板Q235B/SUS304L的焊接
格式:pdf
大小:1.2MB
页数:2P
4.7
在目前的水电设备制造领域中,复合钢板的应用日益广泛。复合钢是由较薄的不锈钢与较厚的低合金钢通过爆炸焊、轧制或堆焊等工艺方法制成的双金属板材。使用复合钢板建造压力容器既可以节约贵重耐腐蚀金属材料,利用普通碳素结构钢或低合金高强度钢作为基层,又可以提高设备承压能力,从而实现使用性能和经济效果优化组合的目的。在我公司承接的水电项目焊接过程中,涉及到
SA213-TP304H不锈钢焊接工艺优化试验研究
格式:pdf
大小:1.9MB
页数:4P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
堆焊管板平面度的控制 堆焊管板平面度的控制
格式:pdf
大小:125KB
页数:未知
4.7
影响管板堆焊变形的因素包括管板材料、几何形状、焊接材料和焊接工艺。管板堆焊的模式分为两大类。按照不同类别的堆焊模式采用工程计算的方法计算管板的变形量,是控制堆焊管板平面度的有效措施。管板与壳体组焊后的平面度是需要确保的堆焊管板的最终平面度。
GH3039板焊接工艺试验 GH3039板焊接工艺试验
格式:pdf
大小:331KB
页数:2P
4.8
gh3039为单相奥氏体型固溶强化合金,在800℃以下具有中等的热强性和良好的热疲劳性能,1000℃以下抗氧化性能良好,长期使用组织稳定,还具有良好的冷成形性和焊接性能,适宜于850℃以下长期使用的零部件。但其焊接接头的质量须要通过严格的工艺措施和较少的热输入量来保障,才能满足其使用要求。通过焊接工艺试验,得出了gh3039的焊接工艺特点、焊接接头的力学性能以及在焊接过程中热输入量对其焊缝及其热影响区金相组织的影响等。
20+304不锈钢复合管的焊接 20+304不锈钢复合管的焊接
格式:pdf
大小:117KB
页数:3P
4.3
不锈钢复合管的焊接属于典型的异种钢接头,施焊过程中和焊后易产生各种缺陷.结合工程实例.从焊材选用、焊接工艺参数确定等方面介绍了适用于20+304材质不锈钢复合管的焊接工艺,并通过试件的力学性能试验进行了工艺评定,同时,对20+304不锈钢复合管焊接中易产生的缺陷进行了原因分析并提出了相应的控制措施。
20MnMo锻件管板带极堆焊304L的焊接试验相关
文辑推荐
知识推荐
百科推荐

职位:热能与动力工程
擅长专业:土建 安装 装饰 市政 园林


