




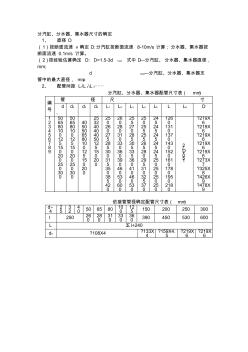
分汽缸、分水器、集水器尺寸的确定
分汽缸、分水器、集水器尺寸的确定 1、直径d (1)按断面流速v确定d:分汽缸按断面流速8-10m/s计算;分水器、集水器按 断面流速0.1m/s计算。 (2)按经验估算确定d:d=1.5-3dmax式中d—分汽缸、分水器、集水器直径, mm; dmax—分汽缸、分水器、集水器支 管中的最大直径,mm。 2、配管间距l1\l2\l3⋯⋯ 分汽缸、分水器、集水器配管尺寸表(mm) 编 号 管径尺寸 d 1 d2d3d4l1l2l3l4l5ll6d 1 2 3 4 5 6 7 8 9 50 65 80 10 0 12 5 15 0 20 0 25 0 30 0 50 65 80 10 0 12
编辑推荐下载
分气缸分汽缸的设计与安装
格式:pdf
大小:1.4MB
页数:5P
 4.5
4.5
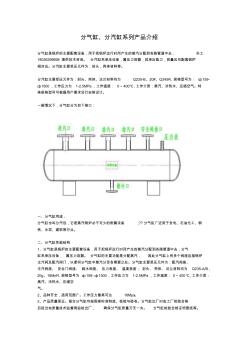
分气缸、分汽缸系列产品介绍 分气缸是锅炉的主要配套设备,用于把锅炉运行时所产生的蒸汽分配到各路管道中去,孙工 18036299698提供技术咨询。分汽缸系承压设备,属压力容器,其承压能力,容量应与配套锅炉 相对应。分汽缸主要受压元件为:封头,壳体材料等。 分汽缸主要受压元件为:封头、壳体、法兰材料均为q235-b、20#、q345r,规格型号为:ф159- ф1500,工作压力为1-2.5mpa,工作温度:0~400℃,工作介质:蒸汽、冷热水、压缩空气。特 殊规格型号可根据用户要求另行安排设计。 一般情况下,分气缸分为如下接口: 一、分气缸用途: 分气缸也叫分汽包,它是蒸汽锅炉必不可少的附属设备,??分气缸广泛用于发电、石油化工、钢 铁、水泥、建筑等行业。 二、分气缸性能结构 1、分气缸是锅炉的主要配套设备,用于把锅炉运行时所产生的蒸汽分配到各路管道中去,分气 缸系承压
05K232分(集)水器分汽缸热门文档
 工业锅炉蒸汽分汽缸优化设计
工业锅炉蒸汽分汽缸优化设计 工业锅炉蒸汽分汽缸优化设计
格式:pdf
大小:84KB
页数:2P
4.7
分汽缸是工业锅炉的主要配套设备,其作用是把锅炉运行时所产生的蒸汽分配到各路管道中去,并起到储蓄、分配用汽,缓冲、调整汽压,节省能源,向用汽点供汽,还起到汽水分离及多台锅炉蒸汽并用的作用。
多汽源高温差分汽缸和对流式热交换器的设计 多汽源高温差分汽缸和对流式热交换器的设计
格式:pdf
大小:116KB
页数:4P
4.7
鉴于多汽源高温差大型分汽缸容易出现热疲劳现象,根据传热学和流体力学原理,对现有的分汽缸结构进行改进,让高低温蒸汽在筒体内的空间通过对流的方式完成热交换,避免了热疲劳的出现。该型号设备已经在工程上使用,并且运转正常。通过分析这种分汽缸的工作原理,发现它已经实现分汽和换热两个作用,根据这个启示,进一步设计出对流式换热器,对流式换热器和传统的换热器比较有非常多的优点,应用范围很广,本文给出三种结构供参考。

分汽缸安装施工方案1讲义 (2)
格式:pdf
大小:84KB
页数:11P
4.4
φ426×10型分汽缸 安装施工方案 编制: 审核: 河南名牌著名商标 河南省四通锅炉有限公司 河南省四通锅炉有限公司 分汽缸安装施工方案 一、总则: 1、为了加强锅炉安装的施工管理,规范锅炉安装施工,保证锅炉运行的安全性能, 特制定本方案. 2、本方案适用于的型蒸汽锅炉的安装施工。 二、依据: 1、tsgr004-2009《固定式压力容器安全技术监察规程》 hg/t20584-2011《钢制化工容器制造技术要求》gb150-2011《压力 容器》; 2、《机械设备安装工程施工及验收通用规范》 3、其他相关安全技术规范、国家标准和行业标准。 三、压力容器的概况: 建设单位: 安装单位:河南省四通锅炉有限公司 产品型号:φ426×10 产品编号: 制造单位:河南省四通锅炉有限公司 制造日期: 安装单位许可证号、级别:ts2110150-2015d1、d2级 四、施工

分汽缸安装施工方案1讲义
格式:pdf
大小:84KB
页数:11P
4.6
φ426×10型分汽缸 安装施工方案 编制: 审核: 河南名牌著名商标 河南省四通锅炉有限公司 河南省四通锅炉有限公司 分汽缸安装施工方案 一、总则: 1、为了加强锅炉安装的施工管理,规范锅炉安装施工,保证锅炉运行的安全性能, 特制定本方案. 2、本方案适用于的型蒸汽锅炉的安装施工。 二、依据: 1、tsgr004-2009《固定式压力容器安全技术监察规程》 hg/t20584-2011《钢制化工容器制造技术要求》gb150-2011《压力 容器》; 2、《机械设备安装工程施工及验收通用规范》 3、其他相关安全技术规范、国家标准和行业标准。 三、压力容器的概况: 建设单位: 安装单位:河南省四通锅炉有限公司 产品型号:φ426×10 产品编号: 制造单位:河南省四通锅炉有限公司 制造日期: 安装单位许可证号、级别:ts2110150-2015d1、d2级 四、施工
05K232分(集)水器分汽缸精华文档

汽缸加工工序卡
格式:pdf
大小:1.0MB
页数:12P
4.4
机械加工工序卡 产品型号零件名称零件号 汽缸 工序名称粗,精铣上平面工序号01 技检要求 按照图示要求保证粗糙度要求并保证尺213,要求已加工平面无明 显刀痕 基准面下平面与侧面 材料 同时加工零件数 设备 牌号硬度名称型号 ht200200hbs1立式铣床x52k 夹具定额 代号名称单件时间(分)每班次数每台件数工人等级 工 步 号 工步内容 走刀长度 (毫米) 走刀 次数 切削深度 (毫米) 切削速度 (米/秒) 主轴转速 (转/分) 进给量(毫 米/转) 机动时 间(分) 辅助时 间(分) 刀具辅具量具 名称规格数量名称规格数量名称规格 1粗铣平面,控制尺寸到104mm315121.573004.81.131.04高速钢三面刃 圆盘铣刀 11专用量具 2精铣平面,控制尺寸到1
K23+345-K23+420段清淤回填施工方案
格式:pdf
大小:437KB
页数:29P
4.6
s340杨楼孜至阜阳段改建工程 s340杨楼孜至阜阳段改建工程 k23+345-k23+420段右侧 清淤回填施工方案 s340杨楼孜至阜阳段改建工程 安徽开源路桥有限责任公司 二〇一四年七月三日 施工安全技术方案申报批复单监-15 合同号:s340fy-sg02承(分)包人:安徽开源路桥有限责任公司编号: 致(监理工程师): 现报上k23+345-k23+420段右侧清淤回填安全施工方案,方案详细说明和图 表(见附件),请予审查和批准。 附件:施工技术、工艺方案说明及图表。 承包人:年月日 专业监理工程师意见: 签名:年月日 总监理工程师意见: 签名:年月日 s340杨楼孜至阜阳段改建工程 业主意见: 签名:年月日 s340杨楼孜至阜阳段改建工程02标 k23+345-k23+420段右侧 清淤回填安全施工方案 s340
K23+345-K23+420段清淤回填施工方案 (2)
格式:pdf
大小:437KB
页数:29P
4.8
s340杨楼孜至阜阳段改建工程 s340杨楼孜至阜阳段改建工程 k23+345-k23+420段右侧 清淤回填施工方案 s340杨楼孜至阜阳段改建工程 安徽开源路桥有限责任公司 二〇一四年七月三日 施工安全技术方案申报批复单监-15 合同号:s340fy-sg02承(分)包人:安徽开源路桥有限责任公司编号: 致(监理工程师): 现报上k23+345-k23+420段右侧清淤回填安全施工方案,方案详细说明和图 表(见附件),请予审查和批准。 附件:施工技术、工艺方案说明及图表。 承包人:年月日 专业监理工程师意见: 签名:年月日 总监理工程师意见: 签名:年月日 s340杨楼孜至阜阳段改建工程 业主意见: 签名:年月日 s340杨楼孜至阜阳段改建工程02标 k23+345-k23+420段右侧 清淤回填安全施工方案 s340

软基换填施工方案(K24+980~K25+230)
格式:pdf
大小:353KB
页数:22P
4.4
西部中大建设集团有限公司软基换填首件工程开工报告 西部中大建设集团有限公司软基换填首件工程开工报告 柳州至武宣公路工程no.1合同段 k24+980~k25+230 软基换填 首 件 工 程 开 工 报 告 编制: 复核: 审核: 西部中大建设集团有限公司 柳武公路工程no.1合同段项目经理部 2012年月日 西部中大建设集团有限公司软基换填首件工程开工报告 软基换填首件工程施工方案 一、编制依据 1、《公路软土地基路堤设计与施工技术规范》 (jtj017-96/jtj033-95); 2、《公路路基施工技术规范》(jtgf10-2006); 3、《公路工程质量检验评定标准》(jtgf80/1-2004); 4、《高速公路标准化管理实施细则》路基施工分册; 5、本标段施工现状及相关水文地质资料; 6、柳州至武宣高速公路第一合同段设计图纸。 二、工程概况 本标段软土
使用Z308焊条补焊汽缸本体裂纹的探讨
格式:pdf
大小:222KB
页数:3P
3
使用z308焊条补焊汽缸本体裂纹的探讨——通过z3o8焊条在汽缸(材料:m300)裂纹补焊中的应用,利用简单的试验方法制定了安全可靠的工艺措施,并在实际工作中应用,取得了成功。该工艺方法及试验过程对电力企业中应用广泛的灰口铸铁的补焊具有较大的推广价值。
05K232分(集)水器分汽缸最新文档
K2327+905盖板明涵
格式:pdf
大小:28KB
页数:3P
4.3
国道206线揭东县曲溪至小坑段大修改善工程 (k2308+277.60~k2332+150.40) 分项工程开工报告 开工项目:k2327+905盖板明涵 起讫桩号:k2327+905 申报单位:西安萌兴高等级公路工程股份有限公司 国道206线揭东县曲溪至小坑段路面大修工程 项目经理部 申报日期:2009年2月11日 进表-05分项工程开工令 第1合同段合同编号: 承包单位:西安萌兴高等级公路工程股份有限公司编号: 承包人:国道206线揭东县曲溪至小坑段路面大修工程项目经理部 1.批准开工之分项工程: 工程名称:k2327+905盖板明涵 里程桩号:k2327+905 主要工程内容: k2327+905盖板明涵盖板涵基坑开挖、地基处理、基础、涵身及盖板 的施工、台背回填。 2、开工时间:2009年2月11日 3、完工时间:
汽轮机汽缸中分面法兰漏汽的处理 汽轮机汽缸中分面法兰漏汽的处理
格式:pdf
大小:10KB
页数:1P
4.5
1漏汽经过及检查结果拜城发电厂7号汽轮机为南京汽轮电机厂生产的n25-35-1型中温、中压、回热、凝汽式汽轮机,于1996-06-30投入运行。自投运以来,分别于

八位换挡汽缸、换挡阀工作原理与维护技术
格式:pdf
大小:1.2MB
页数:23P
4.5
八位换挡气缸、换挡阀 工作原理与维护技术研究 编写雷永明 1/23 摘要:本文以8poscyl/p55557-3型八位换挡气缸和8p-is/p555556-3型八位换挡阀为例, 分析其结构和工作原理,以及换挡系统的工作的原理,提出维护和故障排除的方法。 主题词:八位换挡汽缸八位换挡阀结构工作原理故障排除维护 前言: 八位换挡气缸(以下简称换挡气缸)是大型修井机或其他重型装备作业与行走的主要换挡 驱动部件,通过气缸套上不同的进气孔向气缸内输入压缩空气,控制气缸内一组止动环和活塞的 逻辑组合运动,实现活塞推杆的逐级外伸和回缩,带动液力变速箱的阶梯阀阀芯逐级动作,进而 控制液力变速箱各个档位液压离合器的进油和排油,控制各档位离合器的离合状态,最终实现 液力变速箱的换挡。 换挡气缸的活塞和各级止动环产生动作的压缩空气来源是通过八位换挡阀(以下简称换挡 阀)的操作
康明斯柴油机汽缸早期磨损的原因 康明斯柴油机汽缸早期磨损的原因
格式:pdf
大小:92KB
页数:1P
4.5
康明斯柴油机容易出现汽缸早期磨损现象,常见原因一般来自以下4个方面。(1)冷却液温度过高或过低柴油机运转时,汽缸内的温度达到1800~2000℃,瞬时温度高达3000℃,如果不对柴油机进行及时、合理的冷却,就会导致汽缸早期磨损。正常情况下,柴油机的最佳温度为80~90℃,高于此值为过热,低于
灰铸铁汽缸座冷加工开裂原因分析 灰铸铁汽缸座冷加工开裂原因分析
格式:pdf
大小:691KB
页数:2P
4.8
某公司生产的压缩泵用汽缸座铸件在冷加工时发生开裂,通过对铸件材料的成分、硬度和金相组织分析,认为组织中珠光体含量偏低以及薄壁处快速冷却产生的少量渗碳体弱化了铸件的冷加工性能,降低了铸件强度,从而导致铸件冷加工开裂。同时对铸件生产提出了合理化建议。
05K232分(集)水器分汽缸相关
文辑推荐
知识推荐
百科推荐


职位:化工管道工程师
擅长专业:土建 安装 装饰 市政 园林


