装螺栓用的铸孔尺寸
《装螺栓用的铸孔尺寸(FZ/T 90068-1995)》规定了装螺栓用的铸孔尺寸。本标准由中国纺织总会正式发布。本标准由原纺织工业部提出。本标准由中国纺织总会纺织机电研究所归口。本标准由天津纺织机械厂起草。本标准由1995—01—24正式发布。本标准由2995—01—24正式实施。

装螺栓用的铸孔尺寸基本信息
| 书 名 | 装螺栓用的铸孔尺寸 | 出版社 | 中国标准出版社 |
|---|---|---|---|
| 页 数 | 3页 | 开 本 | 16 |
| 品 牌 | 北京劲松建达科技图书有限公司 | 作 者 | 中国纺织总会 |
| 出版日期 | 1995年10月1日 | 语 种 | 简体中文 |
| ISBN | 155066210057 | ||
装螺栓用的铸孔尺寸造价信息
装螺栓用的铸孔尺寸常见问题
-
选转头一般要比螺母尺寸大2mm.比如一个10MM的膨胀螺栓,就要用12MM的转头
-
膨胀螺栓的规格是说螺纹的直径的。如果螺纹直径是13.8,那么膨胀螺栓就是M14的,膨胀螺栓的最大头外径应该是18mm略减。打孔应该打18mm略加。如果13.8mm是测量自膨胀螺栓最大头外径,那么该膨胀...
-
(按 外六角螺栓尺寸规格 ( 如图) 钢结构连接用螺栓性能等级分 3.6
装螺栓用的铸孔尺寸文献

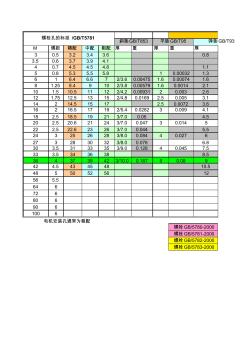 螺栓孔尺寸
螺栓孔尺寸
M 螺距 精配 中配 粗配 厚 重 厚 重 厚 3 0.5 3.2 3.4 3.6 0.8 3.5 0.6 3.7 3.9 4.1 4 0.7 4.5 4.5 4.8 1.1 5 0.8 5.3 5.5 5.8 1 0.00032 1.3 6 1 6.4 6.6 7 2/3.6 0.00475 1.6 0.00074 1.6 8 1.25 8.4 9 10 2/3.8 0.00579 1.6 0.0014 2.1 10 1.5 10.5 11 12 2/4.2 0.00931 2 0.003 2.6 12 1.75 12.5 13 15 2/4.8 0.0169 2.5 0.005 3.1 14 2 14.5 15 17 2.5 0.0072 3.6 16 2 16.5 17 19 2/5.4 0.0282 3 0.009 4.1 18 2.5 18.5 19 21 3/7.0 0.05
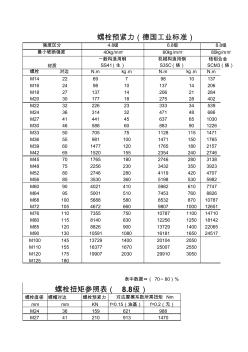 螺栓尺寸
螺栓尺寸
螺栓 对边 N.m ㎏ .m N.m ㎏ .m N.m M14 22 69 7 98 10 137 M16 24 98 10 137 14 206 M18 27 137 14 206 21 284 M20 30 177 18 275 28 402 M22 32 226 23 333 34 539 M24 36 314 32 471 48 686 M27 41 441 45 637 65 1030 M30 46 588 60 883 90 1226 M33 50 705 75 1128 115 1471 M36 55 981 100 1471 150 1765 M39 60 1477 120 1765 180 2157 M42 65 1520 155 2354 240 2746 M45 70 1765 180 2746 280 3138 M48 75 2256 230 3432 350 39
铰制孔螺栓联接,螺杆部分直径与其孔之间的基本尺寸一样,是过渡配合(不是间隙配合)。当被联接件间有相对滑动时,依靠螺栓本身的抗剪作用,防止其运动,因此只需要较小的预紧力。
德语: die Passschraube 密配螺栓,铰孔螺栓
die Schraube 螺栓
铰制孔螺栓应用范例:用于在振动载荷条件下,利用摩擦传力的结构,宜用铰制孔螺栓(靠零件形状传力)。
钻孔用的夹具主要包括钻头夹具和工件夹具两种。
⒈钻头夹具:常用的是钻夹头和钻套。
⑴钻夹头:适用于装夹直柄钻头。钻夹头柄部是圆锥面,可与钻床主轴内孔配合安装;头部三个爪可通过 ;紧固扳手转动使其同时张开或合拢。
⑵钻套:又称过渡套筒,用于装夹锥柄钻头。钻套一端孔安装钻头,另一端外锥面接钻床主轴内锥孔。
⒉工件夹具:常用的夹具有台虎钳、平口钳、V形铁和压板等。装夹工件要牢固可靠,但又不准将工件夹得过紧而损伤过紧,或使工件变形影响钻孔质量(特别是薄壁工件和小工件)。
如果对A、B、C级螺栓孔加工方法不加区别,对A、B级螺栓孔采用C级螺栓孔的方法加工,使孔的精度、孔壁表面粗糙度、孔径允许偏差均达不到规范规定,从而影响螺栓的安装质量和受力性能。
因此,螺栓孔加工前应搞清A、B、C级螺栓孔的区别。按规范规定:A、B级螺栓孔(Ⅰ类孔)应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm,其孔径的允许偏差应符合下表1的规定,其加工工艺方法是先钻小孔,组装后铰孔或铣孔才能达到质量标准。而C级螺栓孔(Ⅱ类孔)孔壁表面粗糙度Ra不应大于25μm,允许偏差应符合下表2的规定,加工时可直接钻出孔。制孔时应严格认真检查,检查数量为按钢构件数量抽查10%,且不应小于3件,检验方法为用游标卡尺或孔径量规检查 。
| 序号 |
螺栓公称直径、螺栓孔直径(mm) |
螺栓公称直径允许偏差(mm) |
螺栓孔直径允许偏差(mm) |
检验方法 |
| 1 |
10~18 |
0.00;——0.18 |
0.18;0.00 |
用游标卡尺或孔径量规检查 |
| 2 |
18~30 |
0.00;——0.21 |
0.21;0.00 |
|
| 3 |
30~50 |
0.00;——0.25 |
0.25;0.00 |
| 项目 |
允许偏差(mm) |
检验方法 |
| 直径 |
1.0;0.0 |
用游标卡尺或孔径量规检查 |
| 圆度 |
2.0 |
|
| 垂直度 |
0.03t,且不应大于2.0 (t指板件厚度,mm) |
(1)选择合理恰当的制孔方式。钻孔有两种方式:人工钻孔和机床钻孔。前者由人工直接用手枪式或手提式电钻钻孔,多用于钻直径较小、板料较薄的孔,亦可采用压杆钻孔,如下图所示。由两人操作,可钻一般性钢结构的孔,不受工件位置和大小的限制。后者用台式或立式摇臂式钻床钻孔,施钻方便,工效和精度高。
冲孔是用冲孔机将板料冲出孔来,效率高,但质量较钻孔差,仅用于非圆孔和薄板制孔。
扩孔是将已有孔眼扩大到需要的直径,主要用于构件的拼装和安装,如叠层连接板孔。
锪孔是将已钻好的孔上表面加工成一定形状的孔,常用的有锥形埋头孔、圆柱形埋头孔等。
(2)构件钻孔前应进行试钻,经检查认可后方可正式钻孔。钻制精度要求高的精制螺栓孔或板叠层数多、长排连接、多排连接的群孔,可借助钻模卡在工件上制孔,使用钻模厚度一般为15mm左右,钻套内孔直径比设计孔径大0.3mm。为提高工效,亦可将同种规格的板件叠合在一起钻孔,但必须卡牢或定位焊固定,成对或成副的构件,宜成对或成副钻孔,以便构件组装。
(3)冲孔注意事项:
①冲孔的直径应大于板厚,否则易损坏冲头。冲孔下模上平面的孔应比上模的冲头直径大0.8~1.5mm。
②构件冲孔时,应装好冲模,检查冲模之间间隙是否均匀一致,并用与构件相同的材料试冲,经检查质量符合要求后,再正式冲孔。
③大批量冲孔时,应按批抽查孔的尺寸及孔的中心距,以便及时发现问题,及时纠正。
④扩孔时,常先把零件孔钻成比设计值小3mm的孔,待整体组装后再行扩孔,以保证孔眼一致,孔壁光滑。用于钻直径30mm以上的孔,先钻成小孔、后扩成大孔,以减小钻端阻力.提高工效。
扩孔工具一般采用扩孔钻或麻花钻,用麻花钻扩孔时,需将后角修小,使切屑少而易于排除,可提高孔的表面粗糙度。
⑤锥形埋头孔应以专用锥形锪钻制孔或用麻花钻改制.将顶角磨成所需要的大小角度,圆柱形埋头孔应用柱形锪钻,用其端面刀刃切削,锪钻前端设导柱导向,以确保位置正确。
装螺栓用的铸孔尺寸相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 标准插板式隔绝门
- 锻造用钢
- 联合冲剪机刀片
- 长春市国东卷帘门维修处
- 长春市凤学卷帘门维修处
- 修理门槽
- XCL-Ⅵ气流上升式密集烤房
- 紧急开门装置
- 拱极门
- 独立门
- 闱门
- 天籁车系电路分析与维修案例集锦
- 谯楼
- 自动变速器原理与维修
- 修株肿足蕨
- 屏襄门
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 医院弱电系统线缆敷设及柜箱安装施工方案与技术措施
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 宜宾金沙江公铁两用桥混凝土系杆拱现浇支架施工设计
- 应急柴油发电机组安装00D272机组冷却方式
- 永兴县某镇国土资源所综合楼人工挖孔桩施工组织设计
- 支架、吊架安装检验批模板
- 云计算、大数据在水利档案管理系统建设中应用的构想
- 新型的避免调节阀发生气蚀的方法孔板节流法
- 云南省造价工程师安装计量:除锈、刷油和衬里考试题
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司