心轴
心轴是用来支承转动零件只承受弯矩而不传递扭矩的轴,分为转动心轴和固定心轴。
心轴基本信息
| 中文名 | 心轴 | 外文名 | arbor |
|---|---|---|---|
| 承受力矩 | 弯矩 | 种 类 | 转动心轴和固定心轴 |
由于零件结构简单,尺寸较小,且有台阶轴,力学性能要求较高,精度较高且要进行大量生产所以选用模锻件,其加工余量小,表面质量好,机械强度高,生存率高,工件材料选用45钢,毛坯的尺寸精度要求为IT11——12级。
1、备料下料:45钢,φ35mm,125mm 。
2、钳工:校直,全长弯曲度小于0.2mm 。
3、热处理:正火调质处理。
4、车:车端面,钻中心控制总长为200mm。
5、粗车:双顶尖装夹,粗车6个台阶,长度达到尺寸要求,台阶直径上留2mm,倒2个圆角。
6、精车:精车6个台阶,台阶直径上留0.3mm.。
7、钳:画键槽。
8、铣:铣2个键槽,键槽深度比图纸大0.2mm作为外圆磨削余量。
9、钳:校直,外圆跳动度小于或等于0.15mm 。
10、磨:磨外圆各部分到图纸要求尺寸。
11、检:检验。
心轴造价信息
心轴结构分析
如图《零件结构》所示,包括有有圆柱、圆锥、椭圆球头、内孔及内螺纹。在数据车削加工中,零件车削加工成形的结构形状并不复杂,但零件的尺寸精度尤其是零件的几何精度要求很高,其多个直径尺寸有较严的尺寸公差和表面粗糙度值等要求。
心轴加工精度
在数控车削加工中,零件重要的径向加工部位有:Φ44的圆柱段,零件中间有Φ28的圆柱段的精度要求和表面粗糙度要求,零件的左端有Φ38的圆柱段以及深度为29.5mm的内孔和M22×1.5mm的内螺纹,零件右端有椭圆球头。由上述尺寸可以确定,零件的轴向加工尺寸该以左端面为基准。
心轴定位基准选择
(1)基准重合原则;
(2)基准统一原则;
(3)便于装夹原则;
(4)便于对刀原则。
根据定位基准选择原则,避免不重合误差,便于编程,以工序的设计基准作为定位基准。该零件左端为Φ44的圆柱,右端为椭圆球头。加工该零件时,先以右端毛坏外圆柱为定位基准加工出零件的左端的,再以Φ44的圆柱为定位基准加工零件的右端。采用三爪自动定心卡盘的装夹方式进行零件的装夹定位。零件轴向的定位基准选择在Φ44圆柱段的左端面。
心轴加工刀具
在该零件的数控车削加工中采用硬质合金Kr=90外圆车刀,副偏角取为60,断屑性较好。零件中间锥台处使用硬质合金外圆精车车刀,刀尖圆弧半径取为0.2mm。零件中间圆柱槽部分使用宽度为8mm的切槽刀。零件内孔部位使用刀柄宽度为15mm的内螺纹车刀,刀柄宽度为15mm主切削刃宽度为5mm的内切槽车刀,镗孔车刀,就可以满足加工所需。
心轴,用来支承转动零件只承受弯矩而不传递扭矩,有些心轴转动,如铁路车辆的轴等,有些心轴则不转动,如支承滑轮的轴等。根据轴工作时是否转动,心轴又可分为转动心轴和固定心轴:
转动心轴:工作时轴承受弯矩,且轴转动;
固定心轴:工作时轴承受弯矩,且轴固定。
根据轴所起的作用与所承受的载荷,可分为心轴、转轴及传动轴:其中心轴:只承受弯矩而不传递扭矩;转轴既承受弯矩又传递扭矩;传动轴只传递扭矩而不承受弯矩,或弯矩很小。
心轴常见问题
常用的心轴有:
1、小锥度心轴,小锥度心轴定位精度较高。但小锥度心轴装卸工件不太方便,轴向无法定位,因此只适用于批量较小、精度较高、轴向无定位要求的工件;
2、螺母压紧的台阶式心轴,适用于装夹多个工件以及工件精度要求不太高场合;
3、涨力心轴,因装卸工件方便,精度较高,适用于孔径公差较大的套类零件。
1、心轴与孔保持较大接触面,定位精度较高;
2、利用弹簧套的弹性变形定心夹紧工件,定位精度较高;
3、定位面的配合间隙影响定位精度;
4、利用帕斯卡原理使薄壁套弹性变形定心夹紧工件,定位精度高,同轴度可达到5μm;
5、可减小薄壁套工件的夹紧变形,提高加工精度;
6、有0.002mm的定位过盈量,达到极高的定位精度。
工艺卡如下表所示:
| 机械厂 |
数控加工工序卡 |
产品名称或代号 |
零件名称 |
零件呼号 |
||||||||
| 内螺纹深槽椭圆球头心轴 |
||||||||||||
| 工艺序号 |
编程编号 |
夹具名称 |
夹具编号 |
使用设备 |
车间 |
|||||||
| P0130/P0140 |
三爪自动定心卡盘 |
数控车床 |
||||||||||
| 工步号 |
工步内容 |
加工面 |
刀具号 |
刀具规格 |
主轴转速 r/min |
进给速度 mm/min |
背吃刀量 mm |
备注 |
||||
| 1 |
零件左端打B型中心孔 |
左端面 |
T0 |
B=2.5 |
475 |
120 |
||||||
| 2 |
零件左端钻孔 |
左端面 |
T1 |
Φ20 |
475 |
120 |
||||||
| 3 |
粗加工零件左端外形轨迹 |
外圆柱面 |
T2 |
Kr=90 |
475 |
120 |
aP=2.0 |
粗车 |
||||
| 4 |
粗加工零件右端外形轨迹 |
外圆柱面 |
T2、T3、T4 |
475 |
aP=2.0 |
粗车 |
||||||
| 5 |
粗加工零件左端内孔 |
内孔 |
T5 |
475 |
aP=2.0 |
粗车 |
||||||
| 6 |
精加工零件左端外形轨迹 |
外圆柱面 |
T1 |
600 |
aP=1.0 |
精车 |
||||||
| 7 |
精加工零件右端外形轨迹 |
外圆柱面 |
T2、T3、T4 |
600 |
aP=1.0 |
精车 |
||||||
| 8 |
精加工零件左端内孔 |
内孔 |
T5、T6、T7 |
600 |
aP=1.0 |
精车 |
||||||
| 编制 |
审核 |
批准 |
第1 页 |
共1 页 |
||||||||
心轴文献

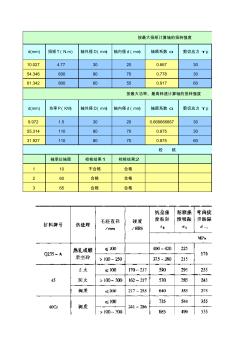 空心轴的设计计算
空心轴的设计计算
d(mm) 扭矩T(N.m) 轴外径D(mm) 轴内径 d(mm) 轴颈系数 α 剪切应力 τp 10.027 4.77 30 20 0.667 30 54.346 600 90 70 0.778 30 61.342 800 60 55 0.917 60 d(mm) 功率P(KW) 轴外径D(mm) 轴内径 d(mm) 轴颈系数 α 剪切应力 τp 9.972 1.5 30 20 0.666666667 30 55.314 110 80 70 0.875 30 31.927 110 80 70 0.875 60 轴承处轴颈 校核结果1 校核结果2 1 10 不合格 合格 2 60 合格 合格 3 65 合格 合格 按最大扭矩计算轴的扭转强度 按最大功率、最高转速计算轴的扭转强度 校 核 常数 17.2 17.2 17.2 A和〔τp〕有 关的系数 转速N(r/min 116.757
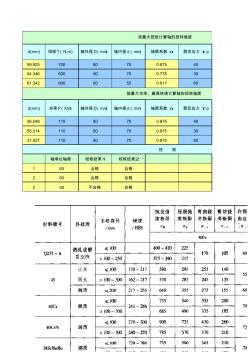 空心轴的强度计算
空心轴的强度计算
d(mm) 扭矩T(N.m) 轴外径D(mm) 轴内径 d(mm) 轴颈系数 α 剪切应力 τ p 59.925 700 80 70 0.875 40 54.346 600 90 70 0.778 30 61.342 800 60 55 0.917 60 d(mm) 功率P(KW) 轴外径D(mm) 轴内径 d(mm) 轴颈系数 α 剪切应力 τ p 36.548 110 80 70 0.875 40 55.314 110 80 70 0.875 30 31.927 110 80 70 0.875 60 轴承处轴颈 校核结果1 校核结果2 1 60 合格 合格 2 60 合格 合格 3 50 不合格 合格 按最大扭矩计算轴的扭转强度 按最大功率、最高转速计算轴的扭转强度 校 核 常数 17.2 17.2 17.2 A和〔τp〕有 关的系数 转速N(r/min 106.081 650
偏心零件的加工是机械加工中的难点,对于象偏心轴承、凸轮等偏大心零件的加工普遍采用三爪、四爪卡盘,在普通机床上加工。随着科学技术的不断发展,对偏大心零件的需求越来越多,精度也越来越高,因此对该类偏心夹具的需求也相应的增加,其应用前景广阔。偏心轴类零件是常见的典型零件之一。按轴类零件结构形式不同,一般可分为光轴偏心、阶梯轴偏心和异形偏心轴等;或分为实心偏心轴、空心偏心轴等。它们在机器中同样用来支承齿轮、 带轮等传动零件,以传递转矩或运动。
在机械传动中,回转运动变为往复直线运动或往复直线运动变为回转运动,一般都是利用偏心零件来完成的 。例如车床床头箱用偏心工件带动的润滑泵,汽车发动机中的曲轴等。为了方便调节轴与轴之间的中心距,偏心轴通常运用在平面连杆机构三角带传动中。一般的轴,只能带动工件自转,但是偏心轴,不但能传递自转,同时还能传递公转。
偏心轴
英文名字:eccentric shaft
和它的名字一样,它的中心并非在轴线的中心,
一般的轴,只能带动工件自转,
但是偏心轴,不但能传递自转,同时还能传递公转;
美国的压缩机巨头Copeland,就是用偏心轴来带动涡旋公转从而快速高效的压缩制剂的(它的自转被一个叫卸载衬套的零件解除了)
心轴相关推荐
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司