多种类物料桶全自动灌装系统及其灌装方法
《多种类物料桶全自动灌装系统及其灌装方法》是长春北方仪器设备有限公司于2013年9月13日申请的专利,该专利的公布号为CN103523728A,授权公布日为2014年1月22日,发明人是霍箭东、姜有锐、孙德春、王忠鹏、潘乐智、蒋世财、李光远、康振国。
《多种类物料桶全自动灌装系统及其灌装方法》包括机体(18),而且所述机体(18)上设置有两组滑动机构(4),所述滑动机构(4)上设置有灌装机构(12),所述灌装机构(12)上设置有自动更换机构,两组滑动机构(4)之间的机体(18)上设置有两个视觉传感器(15)。灌装机构上设置有自动更换机构,可以同时对两个托盘上的物料桶进行灌装,即可实现一次性对8个200升的圆桶或二个1000升的IBC集装桶进行灌装,且可实现同时灌装两种物料,输送机构将二个托盘移送到对应的视觉传感器下方后进行灌装,比起传统的灌装系统,效率提高了好几倍,生产效率高,生产成本低。
2016年9月,《多种类物料桶全自动灌装系统及其灌装方法》获得第二届吉林省专利奖优秀奖。
(概述图为《多种类物料桶全自动灌装系统及其灌装方法》摘要附图)
多种类物料桶全自动灌装系统及其灌装方法基本信息
| 中文名 | 多种类物料桶全自动灌装系统及其灌装方法 | 申请日 | 2013年9月13日 |
|---|---|---|---|
| 申请人 | 长春北方仪器设备有限公司 | 申请号 | 2013104366510 |
| 公布号 | CN103523728A | 公布日 | 2014年1月22日 |
| 发明人 | 霍箭东、姜有锐、孙德春、王忠鹏、潘乐智、蒋世财、李光远、康振国 | 地 址 | 吉林省长春市高新技术产业开发区软件三路177号 |
| Int.Cl. | B67C3/30(2006.01)I | 类 别 | 发明专利 |
附图1为该发明中多种类物料桶全自动灌装系统的结构示意图;
附图2为附图1中滑动机构的结构示意图;
附图3为附图1中灌装结构的结构示意图;
附图4为附图3中充料导管、补给管和防滴漏盖的结构示意图;
附图5为附图4中防滴漏盖打开时的结构示意图;
附图6为附图1中存储机构的结构示意图;
附图7为附图1中自动更换机构的结构示意图。
图中:1-输送机构;2-托盘;3-物料桶;4-滑动机构;5-存储机构;6-充料系统;7-称重计量机构;8-复检计量机构;9-声光指示器;10-储料桶;11-供料管;12-灌装机构;13-供料阀;14-控量阀;15视觉传感器-;16-控制器;17-处理器;18-机体;19-纵梁;20-滑动托板;21-支撑板;22-滚轮;23-第一光电传感器;24-横梁;25-横向传动带;26-二光电传感器;27-横向传动轮;28-横向步进电机;29-纵向步进电机;30-纵向传动轮;31-电机板;32-纵向传动带;33-第三光电传感器;34-防滴漏气缸;35-连接法兰;36-凹槽;37-防滴漏盖;38-固定架;39-补给管;40-连接板;41-圆柱销孔;42-第四光电传感器;43-存储支架;44-限位机构;45-圆柱销;46-安装板;47-第五光电传感器;48-夹紧机构;49-充料导管。
|
|
|
|
|
|
|
|
|
/ |
多种类物料桶全自动灌装系统及其灌装方法造价信息
1.多种类物料桶全自动灌装系统,包括机体(18),其特征在于:所述机体(18)上设置有两组滑动机构(4),所述滑动机构(4)上设置有灌装机构(12),所述灌装机构(12)上设置有自动更换机构,两组滑动机构(4)之间的机体(18)上设置有两个视觉传感器(15)。
2.如权利要求1所述的多种类物料桶全自动灌装系统,其特征在于:所述灌装机构(12)包括充料系统(6)、储料桶(10)和两个第五光电传感器(47),所述充料系统(6)通过供料管(11)与储料桶(10)连接,所述供料管(11)上设置有供料阀(13)和控量阀(14)。
3.如权利要求2所述的多种类物料桶全自动灌装系统,其特征在于:所述充料系统(6)包括与供料管(11)连接的充料导管(49),所述充料导管(49)的上部设置有防滴漏气缸(34),所述充料导管(49)的下部设置有可转动的防滴漏盖(37),所述防滴漏盖(37)上设置有凹槽(36),所述充料导管(49)上设置有补给管(39)。
4.如权利要求1所述的多种类物料桶全自动灌装系统,其特征在于:所述自动更换机构包括夹紧机构(48),限位机构(44)、连接板(40)和安装板(46),所述安装板(46)上设置有两个圆柱销(45),所述连接板(40)上设置有与圆柱销(45)相配合的圆柱销孔(41),所述夹紧机构(48)与安装板(46)连接,所述限位机构(44)位于灌装机构(12)的上部。
5.如权利要求1所述的多种类物料桶全自动灌装系统,其特征在于:所述滑动机构(4)包括两根纵梁(19)、横向步进电机(28)和纵向步进电机(29),两根纵梁(19)之间设置有横梁(24),其中一根纵梁(19)上设置有支撑板(21),另外一根纵梁(19)上设置有电机板(31),所述横梁(24)的一端与支撑板(21)连接,所述横梁(24)的另一端与电机板(31)连接,所述横梁(24)上设置有支撑灌装机构(12)的滑动托板(20),所述滑动托板(20)与横向步进电机(28)传动连接,所述电机板(31)与纵向步进电机(29)传动连接,所述支撑板(21)和电机板(31)通过滚轮(22)与纵梁(19)连接,所述滑动托板(20)通过滚轮(22)与横梁(24)连接,所述横梁(24)处设置有第一光电传感器(23)和第二光电传感器(26),所述纵梁(19)位置处设置有第三光电 传感器(33)。
6.如权利要求2-5其中之一所述的多种类物料桶全自动灌装系统,其特征在于:所述机体(18)上设置有支撑充料系统(6)的存储机构(5)。
7.如权利要求6所述的多种类物料桶全自动灌装系统,其特征在于:所述存储机构(5)包括存储支架(43),所述存储支架(43)上设置有多个存储位,每个存储位处设置有一个第四光电传感器(42)。
8.如权利要求1-5其中之一所述的多种类物料桶全自动灌装系统,其特征在于:所述机体(18)的下部设置有输送机构(1),所述输送机构(1)上设置有称重计量机构(7)、复检计量机构(8)和声光指示器(9)。
9.如权利要求1-5其中之一所述的多种类物料桶全自动灌装系统,其特征在于:还包括控制器(16)和处理器(17)。
10.一种如权利要求1所述的多种类物料桶全自动灌装系统的灌装方法,其特征在于:该灌装方法包括以下步骤:
根据所灌物料信息,滑动机构(4)将所述自动更换机构移动到存储机构(5)预定位置,自动拾取或更换充料系统(6);滑动机构(4)回到预定初始位置;将物料空桶放到输送机构(1)上,输送机构(1)将空桶移动到视觉传感器(15)的下方;视觉传感器(15)识别桶口位置与数量,根据视觉传感器(15)识别的结果处理器(17)设定灌装物料的重量值;滑动机构(4)将灌装机构(12)移动到桶口上方,灌装物料,称重计量机构(7)实时监测灌装重量并将重量值反馈给处理器(17);当灌装重量达到预定值时,处理器(17)向灌装机构(12)发出停止指令,灌装机构(12)停止灌装;输送机构(1)将灌装后的物料桶(3)移送到复检计量机构(8),对灌装后的物料桶(3)的重量进行复检,将复检数据反馈到处理器(17);当物料桶(3)灌装后的重量不达标时,处理器(17)提示用户进行补给,重量达标时,灌装完毕,输送机构(1)将物料桶(3)移动到预定位置。
2013年9月之前的液体产品灌装多采用半自动、手动灌装,在灌装过程中需要手动开盖、关盖、压防水盖,手动贴标签,生产效率低,生产成本高。少数企业使用的自动计量灌装系统,可以实现液体物料的自动计量灌装,但是这些设备只能提供单一种类物料自动灌装功能,无法兼容多种类物料,并且对各种容器不能实现兼容,一套设备只能用于一种容器。
多种类物料桶全自动灌装系统及其灌装方法常见问题
-
物料灌装送料系统由自动洗瓶、灌装、封口一体机、自动上盖机、自动理盖机、灯检机、套标收缩机、袖口包装收缩机及输送机组成。所以设计需要机械设备设计、自动化设计等相关的只是,更多的内容介绍,可以去一些包装机...
-
首先咱们要知道各自的工作原理,从原理上去分析精度这个问题是很重要的。活塞式灌装例如咱们病了进行的药物注射,活塞泵的精度取决于电机的精度和单位横截面的面积,如果单位面积很大那柱塞的精度肯定不高。蠕动泵是...
多种类物料桶全自动灌装系统及其灌装方法专利目的
《多种类物料桶全自动灌装系统及其灌装方法》要解决的问题是针对以上问题,提供一种生产效率高、生产成本低、能够兼容多种物料和多种容器的多种类物料桶全自动灌装系统及其灌装方法。
多种类物料桶全自动灌装系统及其灌装方法技术方案
《多种类物料桶全自动灌装系统及其灌装方法》所采用的技术方案是:多种类物料桶全自动灌装系统,包括机体,所述机体上设置有两组滑动机构,所述滑动机构上设置有灌装机构,所述灌装机构上设置有自动更换机构,两组滑动机构之间的机体上设置有两个视觉传感器。
作为一种优化方案,所述灌装机构包括充料系统、储料桶和两个第五光电传感器,所述充料系统通过供料管与储料桶连接,所述供料管上设置有供料阀和控量阀。作为一种优化方案,所述充料系统包括与供料管连接的充料导管,所述充料导管的上部设置有防滴漏气缸,所述充料导管的下部设置有可转动的防滴漏盖,所述防滴漏盖上设置有凹槽,所述充料导管上设置有补给管。作为一种优化方案,所述自动更换机构包括夹紧机构,限位机构、连接板和安装板,所述安装板上设置有两个圆柱销,所述连接板上设置有与圆柱销相配合的圆柱销孔,所述夹紧机构与安装板连接,所述限位机构位于灌装机构的上部。
作为一种优化方案,所述滑动机构包括两根纵梁、横向步进电机和纵向步进电机,两根纵梁之间设置有横梁,其中一根纵梁上设置有支撑板,另外一根纵梁上设置有电机板,所述横梁的一端与支撑板连接,所述横梁的另一端与电机板连接,所述横梁上设置有支撑灌装机构的滑动托板,所述滑动托板与横向步进电机传动连接,所述电机板与纵向步进电机传动连接,所述支撑板和电机板通过滚轮与纵梁连接,所述滑动托板通过滚轮与横梁连接,所述横梁处设置有第一光电传感器和第二光电传感器,所述纵梁位置处设置有第三光电传感器。
作为一种优化方案,所述机体上设置有支撑充料系统的存储机构。作为一种优化方案,所述存储机构包括存储支架,所述存储支架上设置有多个存储位,每个存储位处设置有一个第四光电传感器。作为一种优化方案,所述机体的下部设置有输送机构,所述输送机构上设置有称重计量机构、复检计量机构和声光指示器。作为一种优化方案,还包括控制器和处理器。
一种多种类物料桶全自动灌装系统的灌装方法,该灌装方法包括以下步骤:根据所灌物料信息,滑动机构将所述自动更换机构移动到存储机构预定位置,自动拾取或更换充料系统;滑动机构回到预定初始位置;将物料空桶放到输送机构上,输送机构将空桶移动到视觉传感器的下方;视觉传感器识别桶口位置与数量,根据视觉传感器识别的结果处理器设定灌装物料的重量值;滑动机构将灌装机构移动到桶口上方,灌装物料,称重计量机构实时监测灌装重量并将重量值反馈给处理器;当灌装重量达到预定值时,处理器向灌装机构发出停止指令,灌装机构停止灌装;输送机构将灌装后的物料桶移送到复检计量机构,对灌装后的物料桶的重量进行复检,将复检数据反馈到处理器;当物料桶灌装后的重量不达标时,处理器提示用户进行补给,重量达标时,灌装完毕,输送机构将物料桶移动到预定位置。
多种类物料桶全自动灌装系统及其灌装方法改善效果
《多种类物料桶全自动灌装系统及其灌装方法》采取以上技术方案,具有以下优点:机体上设置有两组滑动机构,滑动机构上设置有灌装机构,两组滑动机构之间的机体上设置有两个视觉传感器,灌装机构上设置有自动更换机构,可以同时对两个托盘上的物料桶进行灌装,即可实现一次性对8个200升的圆桶或二个1000升的IBC集装桶进行灌装,且可实现同时灌装两种物料,输送机构将二个托盘移送到对应的视觉传感器下方后进行灌装,灌装完毕后,再对下二个托盘上的物料桶进行灌装,比起传统的灌装系统,效率提高了好几倍,生产效率高,生产成本低,能够对多种物料和多种容器进行灌装。
-
实施例1
如附图1所示,多种类物料桶全自动灌装系统,包括机体18、控制器16和处理器17,机体18上设置有两组滑动机构4,滑动机构4上设置有灌装机构12,通过滑动机构将灌装机构12移动到物料桶3的上方,灌装机构12上设置有自动更换机构,两组滑动机构4之间的机体18上设置有两个视觉传感器15,视觉传感器15位于机体18的上端,通过视觉传感器15来识别物料桶3的桶口位置和数量,视觉传感器15与控制器16和处理器17连接。机体18的下部设置有输送机构1,输送机构1上设置有称重计量机构7、复检计量机构8和声光指示器9,通过称重计量机构7实时监测物料桶3的灌装重量,通过复检计量机构8复检灌装完毕后的物料桶3的重量,输送机构1设置有托盘2,托盘2上放置物料桶3,物料桶3通过托盘2运载,相邻托盘2之间的距离等于两个视觉传感器15之间的距离。
当物料桶3的重量不达标时,声光指示器9可发出如红光闪烁或鸣笛声等方式通知用户,及时进行手动补给,当然,复检计量机构8的复检数据会反馈到处理器17,当出现多个物料桶3不达标时,处理器17会自动调整灌装液态物料的重量,调整的幅度或方式由操作人员提前进行设定,这样就可以实现全自动纠错,大大提高灌装的达标率。该发明的灌装系统采用隔爆、本安、胶封等复合防爆技术,达到IIBT5的防爆等级。称重计量机构7、复检计量机构8、灌装机构12、滑动机构4和自动更换机构分别与控制器16和处理器17连接。
如附图1和附图2所示,滑动机构4包括两根纵梁19、横向步进电机28和纵向步进电机29,两根纵梁19之间设置有横梁24,其中一根纵梁19上设置有支撑板21,另外一根纵梁19上设置有电机板31,横梁24的一端与支撑板21连接,横梁24的另一端与电机板31连接,所述横梁24上设置有支撑灌装机构12的滑动托板20,滑动托板20与横向步进电机28传动连接,电机板31与纵向步进电机29传动连接,支撑板21和电机板31通过滚轮22与纵梁19连接,滑动托板20通过滚轮22与横梁24连接,横梁24处设置有第一光电传感器23和第二光电传感器26,纵梁19位置处设置有第三光电传感器33,横向步进电机28和纵向步进电机29与处理器17连接,通过处理器17控制纵向步进电机29和横向步进电机28的运行,实现了灌装机构12在纵向、横向两个方向的运动,从而控制滑动托板20上的灌装机构12到达桶口上方准确的位置。
第一光电传感器23、第二光电传感器26和第三光电传感器33与控制器16和处理器17连接。支撑板21上和横向步进电机28上分别设置有横向传动轮27,横向传动轮27上设置有横向传动带25,纵梁19和纵向步进电机29上分别设置有纵向传动轮30,纵向传动轮30上设置有纵向传动带32。如附图1、附图3和附图7所示,灌装机构12包括充料系统6、储料桶10和两个第五光电传感器47,第五光电传感器47与控制器16和处理器17连接,充料系统6通过供料管11与储料桶10连接,供料管11上设置有供料阀13和控量阀14,充料量由控制器16根据设定值,通过控量阀14进行控制。
每种物料与一个充料系统6连通,储料桶10优选设置在灌装机构12的上方,这样可直接利用重力势能将液态物料灌装到物料桶3中,而不需要再另外添加如水泵之类的设备。如附图1和附图3所示,充料系统6包括与供料管11连接的充料导管49,充料导管49通过连接法兰35与供料管11连接,充料导管49的上部设置有防滴漏气缸34,充料导管49的下部设置有可转动的防滴漏盖37,防滴漏盖37上设置有凹槽36,充料导管49上设置有补给管39,防滴漏气缸34与处理器17连接。
通过补给管39可以手动添加液态物料,补给管39与充料导管49连通,储料桶10内的液态物料不足或者充料系统6出现漏液问题等情况,可以采用手动方式通过补给管39直接往物料桶3中补给。防滴漏盖37与固定架38铰接,固定架38与充料系统6连接,防滴漏盖37的形状为L型,当需要灌装液态物料时,防滴漏气缸34将所述充料导管49插入物料桶3的桶口内。
如附图4所示,为防滴漏盖37在充料导管49未开始插入物料桶3的状态,由于防滴漏盖37具有凹槽36结构,因此,充料导管49内滴漏下的液态物料均可直接落入到防滴漏盖37的凹槽36内,而不致于会滴落到其他地方。
如图5所示,当充料导管49开始插入物料桶3的时候,由于防滴漏盖37的形状为L型,充料导管49压下防滴漏盖37的下端,杠杆原理作用下,防滴漏盖37会向右方摆动,直至防滴漏盖37的下端完全从充料导管49下方脱离,同时,由于此时凹槽36向下,所以上一次滴漏的液态物料可再次沿着充料导管49落入到物料桶3内。该发明中防滴漏盖37的设计,仅利用简单的原理,就可以实现灌装工艺中的滴漏问题,而且完全不需要其他的耗能设备来运作,当充料导管49回归到原来状态时,防滴漏盖37的下端又会由于重力的作用下,向左复位,自动实现防滴漏的效果。
如附图1和附图6所示,机体18上设置有支撑充料系统6的存储机构5。存储机构5包括存储支架43,存储支架43与机体18固定连接,存储支架43上设置有两个存储位,每个存储位处设置有一个第四光电传感器42,第四光电传感器42与控制器16和处理器17连接,每个存储位设置有一套充料系统6。可以根据需要增加或者减少存储位的数量,第四光电传感器42对充料系统6进行检测。
如附图6和附图7所示,自动更换机构包括夹紧机构48,限位机构44、连接板40和安装板46,连接板40与充料系统6连接,安装板46上设置有两个圆柱销45,连接板40上设置有与圆柱销45相配合的圆柱销孔41,夹紧机构48与安装板46连接,限位机构44位于灌装机构12的上部。
当自动更换机构成功拾取充料系统6后,第四光电传感器42向处理器17和控制器16发送信号,允许灌装机构12进行下一步动作。两个第五光电传感器47检测安装板46的位置。通过第三光电传感器33,检测安装板46设置的两个圆柱销45正对连接板40设置的两个圆柱销孔41后滑动机构4沿纵向最佳位置,通过第一光电传感器23和第二光电传感器26,检测安装板46设置的两个圆柱销45正对连接板40设置的两个圆柱销孔41后滑动机构4沿横向最佳位置,安装板46由位于下部的第五光电传感器47处向上移动到位于上部的第五光电传感器47处的过程中,圆柱销45插入到连接板40设置的两个圆柱销孔41内,第四光电传感器42始终能够检测到连接板40的特定位置,并向处理器17和控制器16发送信号,在安装板46继续向上运动的过程中,第四光电传感器42的检测信号消失,自动更换机构成功拾取预定充料系统6。安装板46移动到上部后,限位机构44与充料系统6上预定位置紧贴在一起,并且限位机构44保持预定的预压力,夹紧机构48夹紧连接板40,即可夹紧所述充料系统6,完成料枪的更换。
该发明中,由于设置了托盘2,从而可以在托盘上放置多种不同的物料桶3,在该实施例中,只针对1000升的IBC集装桶和200升的圆桶这二种物料桶3进行阐述,因为四个200升的圆桶与一个IBC集装桶的大小相仿,可使用同一种大小的托盘2,当输送机构1将托盘2移送到视觉传感器15下方时,停止移送,等待视觉传感器15开启,视觉传感器15可通过一次成像,从而识别出指定位置托盘上物物料桶的桶口位置和数量,当桶口为四个时,就通过处理器17识别出为200升的圆桶,当桶口为一个时,则为IBC集装桶;根据视觉传感器15识别出来的物料桶类型,处理器17相应调整灌装的液态物料重量的预定值。处理器17根据视觉传感器15获取的桶口位置,通过滑动机构4将灌装机构12移动到桶口的上方,从而进行充料。以四个200升的圆桶为例,灌装机构12会依序在每个桶口灌装入等量的液态物料,当称重计量机构7实时监测到物料桶3的重量达到所述预定值时,称重计量机构7将实时监测数据反馈到处理器17,处理器17从而向灌装机构12发出停止灌装的指令。
该发明的优选的方案是设置两套存储机构5,每套存储机构5分别存储两套充料系统6、两种物料,每种物料对应两套充料系统6,两套灌装机构12、两套对应的滑动机构4、两个视觉传感器15,托盘2之间的间隔为所述两个视觉传感器15之间的间隔,这样就可以同时对两个托盘2上的物料桶3进行灌装,即可实现一次性对8个200升的圆桶或二个1000升的IBC集装桶进行灌装,且可实现同时灌装两种物料,输送机构1将二个托盘2移送到对应的视觉传感器15下方后进行灌装,灌装完毕后,再对下二个托盘2上的物料桶3进行灌装,比起传统的灌装系统,效率提高了好几倍。
-
实施例2
一种多种类物料桶全自动灌装系统的灌装方法,该灌装方法包括以下步骤:根据所灌物料信息,滑动机构4将所述自动更换机构移动到存储机构5预定位置,自动拾取或更换充料系统6;滑动机构4回到预定初始位置;将物料空桶放到输送机构1上,输送机构1将空桶移动到视觉传感器15的下方;视觉传感器15识别桶口位置与数量,根据视觉传感器15识别的结果处理器17设定灌装物料的重量值;滑动机构4将灌装机构12移动到桶口上方,灌装物料,称重计量机构7实时监测灌装重量并将重量值反馈给处理器17;当灌装重量达到预定值时,处理器17向灌装机构12发出停止指令,灌装机构12停止灌装;输送机构1将灌装后的物料桶3移送到复检计量机构8,对灌装后的物料桶3的重量进行复检,将复检数据反馈到处理器17;当物料桶3灌装后的重量不达标时,处理器17提示用户进行补给,重量达标时,灌装完毕,输送机构1将物料桶3移动到预定位置。
2016年9月,《多种类物料桶全自动灌装系统及其灌装方法》获得第二届吉林省专利奖优秀奖。
多种类物料桶全自动灌装系统及其灌装方法文献

 屋顶形包装机的灌装系统研究
屋顶形包装机的灌装系统研究
通过对灌装阀、灌装阀驱动、升盒等机构的研究,了解灌装的过程和原理,得出了灌装系统对提高包装质量、包装卫生和安全有着重要作用。灌装系统是屋顶形包装机的重要组成部分之一。通过对物料供给系统的研究,论述了物料供给控制、料缸和灌装阀的CIP清洗等工艺过程。
 PET瓶无菌冷灌装技术与灌装间空调净化系统设计
PET瓶无菌冷灌装技术与灌装间空调净化系统设计
本文以PET瓶果汁饮料无菌冷灌装为例,分析论述了冷灌装工艺的条件要求,在此基础上确定了净化空调的洁净度等级和其他主要技术参数,指出了净化空调系统设计中应注意的一些技术问题。
钢桶的使用安全
一、钢桶的货物灌装
1、灌装设备
(1)自动灌装机
在大型石油或化工企业,钢桶货物的灌装多采用自动化灌装生产线。中小型企业多采用人工操作的半自动灌装机。也有些小型企业采用人工灌装。不论采用什么方法灌装,灌装操作都必须符合安全规定。图5-3为常见钢桶液体自动灌装机。

图5-3 钢桶液体自动灌装机
目前自动灌装机均采用自动控制系统,其种类较多,发展也很决,但其主要构成、原理及功能大同小异,下面以通用型液体灌装控制系统为例做以简单介绍。
通用型液体灌装控制系统,其原理是通过现场的一次仪表实时采集货物的体积流量、密度、液罐的接地电阻、液位、最高点状态等参数,并根据间接测量处理方法获得货物质量,从而在执行设备的配合下实现对各鹤位的灌装控制,并将实发数据回送给开票室微机,由微机打印发货单据。其系统结构如图5-4所示。
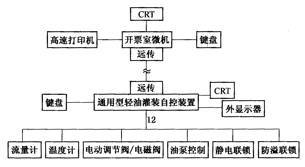
图5-4 钢桶液体灌装自动控制系统结构图
以通用型液体灌装自动控制装置为主要设备的灌装自动控制系统,由微机、打印机、数据运传收发器、开票软件等构成开票机;由符合STD总线或PC总线标准的工业控制模板构成通用型流体灌装自控装置。整个测控系统可同时独立控制12路灌装,现场仪表由外部显示器、腰轮流量计、温度计、二段式电动调节阀/电磁阀、油泵、防静电接地钳等构成。工艺流程如图5-5所示。

图5-5 液体灌装机自动控制系统流程图
控制系统的工作流程为:发货人员在开票室办理领货手续,即开票室管理机录入发货数据(领货依据、领货单位、货物名称、数量、发货人等),打印发货凭证,并自动将发货数量通过远传收发器送到控制装置。领货车到发货现场后,控制室根据发货凭证和控制装置接收到的数据进行自动核对,正确无误后,才对到位就绪的自动控制灌装发货,发货结束后,控制装置将实发数据回传给开票机,开票机接收数据后自动完成存储和账目管理。
一、采用全自动理桶、取桶设备,加速了输送速度。
二、
自动灌装装置设有自动计量器,会按照预先设定的标准通过灌装嘴所设定数量直接将物料灌装到传送过来的包装桶里。整个过程准确快捷,不会造成材料的浪费,更不会造成环境污染。装好桶将经过动力轨道传输到下一个环节。
三、 自动理盖、上盖,逐个封口。
灌装好的桶,被准确送到自动理盖机下,分盖机通过机械手,每次吸取好一个桶盖,准确放置到灌装好的桶上面,自动封口机会立即配合动作将桶盖准确挤压,对灌装好的桶进行封口。
四、 自动堆垛,置入托盘。
灌装好的包装桶经过封口包装,传递到自动堆垛机下。自动堆垛机通过专业机械手,将装满的包装桶准确吸取并放置到设定的托盘内。当托盘内涂料桶的个数达到指定数目,机械手会自动将放置桶的托盘运输到指定位置。
五、设备技术清单
| 序号 |
系统名称 |
设备名称 |
备 注 |
数量 |
| 1 |
理桶系统 |
全自动理桶机 |
理桶速度:400-600桶/小时,包括不锈钢辊道输送线和自动分桶、上桶装置 |
1套 |
| 2 |
灌装系统 |
全自动灌装机 |
称重式定量型,灌装精度:±0.25%,灌装速度:400-600桶/小时,材质:Q235 SUS304; 特点:灌装精度高,速度快,失误率低 |
1套 |
| 3 |
上盖系统 |
自动取盖上盖机 |
由传感器、执行机构、输送滚道等部分组成 上盖速度:400-600桶/小时 |
1套 |
| 4 |
压盖系统 |
全自动压盖机 |
由工位传感器、定位装置、压盖执行机构、输送滚道等部分组成, 压盖速度:400-600桶/小时 |
1套 |
| 5 |
堆垛系统 |
堆垛机 |
由工位传感器、定位装置、机械手、输送系统、上托盘系统。托盘尺寸1200×1200×150(可以订制) |
1套 |
卧式灌装机全自动活塞式灌装机其实是包装机中的一小部分,灌装机可以从两大方面去进行划分。从对物料的包装角度可分为液体灌装机,膏体灌装机,粉剂灌装机,颗粒灌装机从另一方面是从生产的自动化程度来讲分为半自动灌装机和全自动灌装生产线.
全自动活塞式灌装机特点

1、品质卓越的元器件,确保了其出色的质量与持久稳定的性能。
2、调节便利、维护便利,无需任何特殊工具。人性化的设计,真正做到调节便利、无瓶不灌、装量准确。
3、同时具有计数功能。
4、采用防滴漏与拉丝的灌装闷头、防高泡产品的灌装升降系统、确保瓶口定位的定位系统和液位控制系统
全自动活塞式灌装机技术参数
灌装速度FillingSpeed
0-120瓶/分钟0-120cpm
灌装精度FillingAccuracy
±1﹪以内Within±1﹪
气压AirPressure
6KG
电压Voltage
220V/380V50HZ
www.glzon.com
多种类物料桶全自动灌装系统及其灌装方法相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 多空布林线
- 多米诺标识科技(常熟)有限公司
- 多系统接入平台透传端口损耗的检测方法、装置及系统
- 多约束协同的彩色夜视影像亚像素超分辨率重建
- 多约束多传感器网络融合及在船舶监控中的应用研究
- 多级变速电动机
- 多级结晶器
- 多级闪急蒸馏
- 多维度变换
- 多肉植物巴迪亚
- 多肉植物病虫害研究及绿色防控技术应用
- 多能互补微网能量管理
- 多花冬青
- 多视点健视中心
- 多视点投影全息成像特性理论与实验表征研究
- 多视点视频的表达与交互
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 一体式膜-生物反应器中膜面污泥沉积速率及其影响因
- 新的基于NGA/PCA和SVM的特征提取方法
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 智能微电网集成关键技术研发及其产业化项目通过验收
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 云南大平糜棱岩化碱性花岗岩的锆石特征及其地质意义
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 保护装置BUCK开关电源的PCB优化设计方法
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司