长钢轨基本信息
| 中文名 | 长钢轨 | 外文名 | long rail |
|---|---|---|---|
| 类 别 | 钢轨 | 特 点 | 超过标准长度 |
超过标准长度的钢轨(其中包括厂焊钢轨)。
长钢轨造价信息
长钢轨常见问题
-
应该根据施工单位与建设单位签订的合同具体分析,一般来讲钢轨为甲供物资,在合同中甲供物资包含100米钢轨出场价格、百米轨运至焊轨基地的运杂费、500米轨运至存轨场的运杂费。这里面要注意的是,500米轨一...
-
轻轨的长度一般是6,8,10三种,型号有GB6kg,9kg,12kg,15kg,22kg,30kg,YB8kg,18kg,24kg重轨的长度一般是12.5米,25米,12米,型号有:33kg,38kg...
-
没有合适子目,可套单轨钢吊车梁子目,比较接近。
长钢轨文献

 钢轨拖轨卡子_长钢轨卸轨卡子
钢轨拖轨卡子_长钢轨卸轨卡子
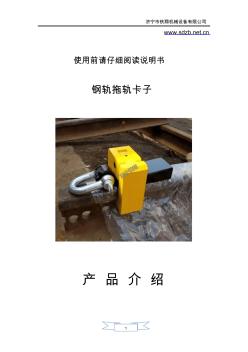
济宁市铁翔机械设备有限公司 www.sdzb.net.cn 1 使用前请仔细阅读说明书 钢轨拖轨卡子 产 品 介 绍 济宁市铁翔机械设备有限公司 www.sdzb.net.cn 2 外形尺寸: 160MM×150MM×62MM 材质:锻造合金钢加工而成。 重量: 13KG 适用钢轨: 43KG、50KG、60KG(可定做 ) 卸轨卡子应用于卸轨作业, 产品采用优质锻造合金钢加工而成, 经久 耐用,安装拆卸方便,产品采用斜锲形式,越拉越紧,与长钢轨不会 打滑,是工务部门无缝线路施工中一种实用。可靠的托轨工具。 产品,结构简单、设计合理、安装方便、安全可靠。
 长钢轨用整体绝缘接头
长钢轨用整体绝缘接头
苏联东南铁路局试验了钢轨整体绝缘接头。使用这种结构无需用平衡轨。莫斯科铁道学院建议的钢轨整体绝缘接头胶接蜾栓结构中采用了特殊断面夹板,可完全填满钢轨头部与底部间的空间,从而提高接头的抗弯刚度,并填大夹板与钢轨的胶接面积。上述两
【学员问题】长钢轨焊接方法有哪些?
【解答】1.待焊钢轨应符合新建线路铁路钢轨相关技术条件的规定。
2.基地钢轨焊接应采用接触焊。
3.焊接设备操作人员必须经过专业培训,熟悉钢轨焊头质量标准,经有关部门考核合格,并获得操作合格证。
4.操作人员必须严格执行焊接设备的操作规程,并按形式检验确定的作业参数操作。
5.长钢轨焊接基本工艺流程:
选配轨→轨头校直→轨端处理→焊接→正火→焊缝粗打磨→焊缝冷却→钢轨四向调直→焊缝精打磨→探伤、验收→储存。
6.长钢轨焊接前应根据设计要求编制配轨计划表。
7.配轨时应选用断面不对称、公差基本一致的钢轨相对焊接。长钢轨首尾断面的不对称偏差不得大于0.6mm.
8.根据配轨要求及调直情况等对钢轨进行截锯。钢轨硬弯经矫直后,用1m直尺测量其矢度不应大于0.2mm.
9.清除轨端0.5m范围内的污垢,待焊轨端面及钢轨与电极接触部位应打磨除锈。使金属光泽露出达80%以上。
10.当环境温度低于10℃时,焊轨前两轨端加热温度应符合新建铁路钢轨焊接的相关要求。
11.钢轨进入焊机前,应检查除锈作业质量。除锈质量不良时,应退回重新除锈,
12.钢轨进入焊机后,在对头过程中,应注意必须以工作面为基准。轨头工作面错位偏差不应大于0.2mm,轨底边缘错位偏差不应大于imm.
13.焊机电极表面必须光洁、平整,发生灼伤后应及时处理,必要时应更换。
14.每焊完一个焊接接头应对电极进行清理,不得留有尘渣。每焊完一条长轨应清理一次电极及护板。
15.焊接结束后,应立即对焊接接头进行标识。接头标识应与钢轨标记、焊接记录或报表对应。标识应在焊接接头前方3~5m处的轨腰部位,标识符号应清晰、端正。
16.焊接接头温度低于500℃时方可正火加热。轨头加热的表面温度应控制在900℃±20℃,轨底角表面温度应控制在800~900℃。
17.焊后矫直应在焊接接头热处理后进行,热态或冷态下均可矫直。焊接接头热态矫直温度应低于400℃,并预留上拱量;冷态矫直温度应低于50℃,矫后im长度宜有0.3~0.5mm的上拱量。不宜反复多次矫直。
18.精磨前,焊接接头及两端1m范围内温度应控制在50℃以下。
以上内容均根据学员实际工作中遇到的问题整理而成,供参考,如有问题请及时沟通、指正。
长钢轨焊接方法有哪些?
1.待焊钢轨应符合新建线路铁路钢轨相关技术条件的规定。
2.基地钢轨焊接应采用接触焊。
3.焊接设备操作人员必须经过专业培训,熟悉钢轨焊头质量标准,经有关部门考核合格,并获得操作合格证。
4.操作人员必须严格执行焊接设备的操作规程,并按形式检验确定的作业参数操作。
5.长钢轨焊接基本工艺流程:
选配轨→轨头校直→轨端处理→焊接→正火→焊缝粗打磨→焊缝冷却→钢轨四向调直→焊缝精打磨→探伤、验收→储存。
6.长钢轨焊接前应根据设计要求编制配轨计划表。
7.配轨时应选用断面不对称、公差基本一致的钢轨相对焊接。长钢轨首尾断面的不对称偏差不得大于0.6mm.
8.根据配轨要求及调直情况等对钢轨进行截锯。钢轨硬弯经矫直后,用1m直尺测量其矢度不应大于0.2mm.
9.清除轨端0.5m范围内的污垢,待焊轨端面及钢轨与电极接触部位应打磨除锈。使金属光泽露出达80%以上。
10.当环境温度低于10℃时,焊轨前两轨端加热温度应符合新建铁路钢轨焊接的相关要求。
11.钢轨进入焊机前,应检查除锈作业质量。除锈质量不良时,应退回重新除锈,
12.钢轨进入焊机后,在对头过程中,应注意必须以工作面为基准。轨头工作面错位偏差不应大于0. 2mm,轨底边缘错位偏差不应大于1mm.
13.焊机电极表面必须光洁、平整,发生灼伤后应及时处理,必要时应更换。
14.每焊完一个焊接接头应对电极进行清理,不得留有尘渣。每焊完一条长轨应清理一次电极及护板。
15.焊接结束后,应立即对焊接接头进行标识。接头标识应与钢轨标记、焊接记录或报表对应。标识应在焊接接头前方3~5m处的轨腰部位,标识符号应清晰、端正。
16.焊接接头温度低于500℃时方可正火加热。轨头加热的表面温度应控制在900℃±20℃,轨底角表面温度应控制在800~900℃。
17.焊后矫直应在焊接接头热处理后进行,热态或冷态下均可矫直。焊接接头热态矫直温度应低于400℃,并预留上拱量;冷态矫直温度应低于50℃,矫后im长度宜有0.3~0.5mm的上拱量。不宜反复多次矫直。
18.精磨前,焊接接头及两端1m范围内温度应控制在50℃以下。
长钢轨焊接方法有哪些?
1.待焊钢轨应符合新建线路铁路钢轨相关技术条件的规定。
2.基地钢轨焊接应采用接触焊。
3.焊接设备操作人员必须经过专业培训,熟悉钢轨焊头质量标准,经有关部门考核合格,并获得操作合格证。
4.操作人员必须严格执行焊接设备的操作规程,并按形式检验确定的作业参数操作。
5.长钢轨焊接基本工艺流程:
选配轨→轨头校直→轨端处理→焊接→正火→焊缝粗打磨→焊缝冷却→钢轨四向调直→焊缝精打磨→探伤、验收→储存。
6.长钢轨焊接前应根据设计要求编制配轨计划表。
7.配轨时应选用断面不对称、公差基本一致的钢轨相对焊接。长钢轨首尾断面的不对称偏差不得大于0.6mm.
8.根据配轨要求及调直情况等对钢轨进行截锯。钢轨硬弯经矫直后,用1m直尺测量其矢度不应大于0.2mm.
9.清除轨端0.5m范围内的污垢,待焊轨端面及钢轨与电极接触部位应打磨除锈。使金属光泽露出达80%以上。
10.当环境温度低于10℃时,焊轨前两轨端加热温度应符合新建铁路钢轨焊接的相关要求。
11.钢轨进入焊机前,应检查除锈作业质量。除锈质量不良时,应退回重新除锈,
12.钢轨进入焊机后,在对头过程中,应注意必须以工作面为基准。轨头工作面错位偏差不应大于0. 2mm,轨底边缘错位偏差不应大于1mm.
13.焊机电极表面必须光洁、平整,发生灼伤后应及时处理,必要时应更换。
14.每焊完一个焊接接头应对电极进行清理,不得留有尘渣。每焊完一条长轨应清理一次电极及护板。
15.焊接结束后,应立即对焊接接头进行标识。接头标识应与钢轨标记、焊接记录或报表对应。标识应在焊接接头前方3~5m处的轨腰部位,标识符号应清晰、端正。
16.焊接接头温度低于500℃时方可正火加热。轨头加热的表面温度应控制在900℃±20℃,轨底角表面温度应控制在800~900℃。
17.焊后矫直应在焊接接头热处理后进行,热态或冷态下均可矫直。焊接接头热态矫直温度应低于400℃,并预留上拱量;冷态矫直温度应低于50℃,矫后im长度宜有0.3~0.5mm的上拱量。不宜反复多次矫直。
18.精磨前,焊接接头及两端1m范围内温度应控制在50℃以下。
长钢轨相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 长阳丹水润城新材料有限公司
- 长阳土家族自治县房产管理局
- 长阳都镇湾中润重晶石选矿有限公司
- 长青罗汉杉
- 长顺县兴建工程建设有限公司
- 长顺县天威工程有限公司
- 长顺建设集团有限公司
- 长顺建设集团有限公司日喀则分公司
- 长颈鹿制漆(徐州)有限公司
- 长颈鹿地板逆向衡压技术
- 长飞光纤光缆兰州有限公司
- 长飞光纤光缆深圳有限公司
- 门吊
- 门头沟区保障性住房建设投资管理有限公司
- 门式三坐标测量机
- 门当户对:中国建筑·门窗
- 在长距离隧道施工中可更换螺旋机耐磨块的实用性
- 中国聚酯长丝土工布市场调研及发展前景分析报告目录
- 怎样确定消火栓的保护半径和消防水枪的充实水柱长度
- 云南红河长度349.81支路226#工程造价指标
- 中国铁路物资长沙钢铁有限公司赴衡钢、安钢走访调研
- 中国南极长城站区工程地质勘察及建筑适宜性区划
- “可变脉冲调宽限长度”遥控协议在空调中的应用
- 植物生长调节剂在园林植物生产及抗逆性上的应用
- 关于长距离输水管道末端净水厂停水关阀过渡过程分析
- 公路隧道施工锚杆支护应力特性及长度选择有限元分析
- 工程地基长螺旋钻孔管内泵压CFG桩复合地基施工技术
- 长套筒静态泥浆护壁旋挖式钻孔灌注桩施工工法
- 公安长江大桥主塔墩起始四间节钢梁架设方案设计及施工
- 圭嘎拉超长高海拔公路隧道进出口工区施工通风方案
- 基于SPPARKS三维晶粒长大动力学蒙特卡罗模拟
- 华能长春热电厂工程350MW国产燃煤超临界锅炉设计
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司