




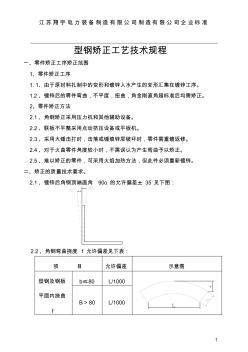
江苏翔宇电力装备制造有限公司制造有限公司企业标准 1 型钢矫正工艺技术规程 一、零件矫正工序矫正范围 1、零件矫正工序 1. 1、由于原材料扎制中的变形和镀锌入水产生的变形汇集在镀锌工序。 1.2、镀锌后的零件弯曲,不平度,扭曲,角金刚直角超标准后均需矫正。 2、零件矫正方法 2.1、角钢矫正采用压力机和其他辅助设备。 2.2、联板不平整采用点动挤压设备或平板机。 2.3、采用大锤击打时,击落或锤痕锌层破坏时,零件需重镀返修。 2.4、对于火曲零件角度较小时,不需误认为产生弯曲予以矫正。 2.5、难以矫正的零件,可采用火焰加热方法,但此件必须重新镀锌。 二、矫正的质量技术要求。 2.1、镀锌后角钢顶端直角 90o 的允许偏差± 35`见下图: 2.2、角钢弯曲挠度 f 允许偏差见下表: 项 目 允许偏差 示意图 型钢及钢板 平面内挠曲 f b≤80 L/1000 B>80 L/100

型钢矫正相关专题
- 框柱中有型钢的柱子
- 拉森四型钢板桩有几种长度
- 莱钢H型钢怎么吊装
- 莱钢大型钢渣价格
- 冷拉异型钢的生产工艺
- 冷弯型钢的行业发展
- 冷弯型钢的国内发展
- 冷弯型钢的品种工艺
- 冷弯型钢用什么材料45
- 冷弯型钢都有什么
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 异型钢伸缩缝在旧桥改造施工中安装新工艺及技术要求
- 公路隧道Ⅴ级围岩初支型钢支架受力分布及动态变化
- 改性聚磷酸铵在室内水性超薄型钢结构防火涂料中应用
- 关于发布行业标准型钢水泥土搅拌墙技术规程公告
- 基坑支护计算中查表选择排桩配筋腰梁型钢规格建议
- 厚壁冷弯方矩管和热轧H型钢轴压极限承载力对比
- 各种型钢表示方法
- 基于BIM技术数值模拟在异型钢连桥提升施工中应用
- 某工程十字钢柱与箱型钢梁外包钢筋绑扎施工技术
- 基于MIDAS_Gen型钢混凝土结构静力弹塑性分析
- 冷弯薄壁型钢体系与土建结构房屋经济技术比较收集资料
- 建筑工程回字型钢格构柱塔机基础施工工法
- 基于应用型钢筋混凝土结构原理课程教学改革
- 基于高层建筑中型钢混凝土梁式转换结构设计
- DDC灰土挤密桩在湿陷性黄土地区大型钢储罐工程中的应用