





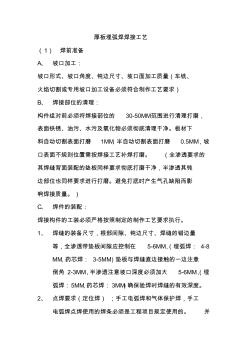
厚板埋弧焊焊接工艺 (1) 焊前准备 A、 坡口加工: 坡口形式、坡口角度、钝边尺寸、坡口面加工质量(车铣、 火焰切割或专用坡口加工设备必须符合制作工艺要求) B、 焊接部位的清理: 构件组对前必须将焊接部位的 30-50MM范围进行清理打磨, 表面铁锈、油污、水污及氧化物必须彻底清理干净。板材下 料自动切割表面打磨 1MM,半自动切割表面打磨 0.5MM,坡 口表面不规则位置需按焊接工艺补焊打磨。 (全渗透要求的 其焊缝背面装配的垫板同样要求彻底打磨干净,半渗透其钝 边部位也同样要求进行打磨。避免打底时产生气孔缺陷而影 响焊接质量。) C、 焊件的装配: 焊接构件的工装必须严格按照制定的制作工艺要求执行。 1、 焊缝的装备尺寸,根部间隙、钝边尺寸、焊缝的错边量 等,全渗透带垫板间隙应控制在 5-6MM,(埋弧焊: 4-8 MM,药芯焊: 3-5MM)垫板与焊缝直边接触的一边注意 倒角
热门知识
实心厚板精华知识
实心厚板-
话题: 室内设计happy010101
最新知识
实心厚板-
话题: 暖通空调liuweichenyu
-
话题: 地产家居cnzlyy128188
-
话题: 装修工程sjx7758521
实心厚板相关专题
- 空心钢管好还是实心钢管好
- 空心砖和实心砖哪个好
- 空心砖好还是实心砖好
- 空心钻头与实心钻头哪个好
- 河北实心砖墙套什么定额
- 型钢是实心的
- 页岩实心砖的规格
- 混凝土实心砖套定额问题
- 混凝土实心砖贴砖什么意思
- 混凝土实心砖的原材料
- 中厚板生产线升级改造设备中心线基准的测量方法
- 中华人民共和国建材行业标准混凝土实心砖(报批稿)
- 抗HIC压力容器用钢Q345RZ35特厚板开发
- 某公司厂房宽厚板工程二标段(土建)施工组织设计方案
- 某公司厂房宽厚板工程二标段(土建)施工组织设计方案
- 高层建筑转换层厚板支护系统的方案设计及施工质量管理
- Mg-Cu系铝合金厚板冷轧过程中的织构演变
- 铝和铝合金薄板及中厚板技术规范
- 30×2100×5000Q215中厚板生产规程设计
- 30×2100×6000Q215中厚板生产规程设计
- 30×2000×6000Q235中厚板生产规程设计
- 宝鸡市建筑墙板、砌块、混凝土实心砖生产应用情况调查报告
- 宝钢宽厚板轧机工程超大型混凝土箱形设备基础结构施工技术
- 钢中厚板热矫直变形抗力与弹性模量数学模型的研究
- 变形条件对2124铝合金超厚板流变行为与显微组织的影响
- 铝合金25mm厚板深冲过程局部变形原因的分析
- 160个大中城市现有粘土实心砖技术改造建议