




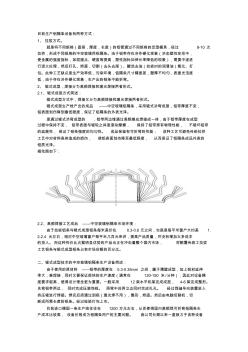
目前生产铝隔条设备有两种方式: 1、 拉拔方式。 就是将不同规格(直径,厚度,长度)的铝管通过不同规格的定型模具,经过 8-10 次 拉挤,形成不同规格的中空玻璃用铝隔条。由于铝带存在冷作硬化现象(冷态塑性变形中, 使金属的强度指标,如屈服点、硬度等提高,塑性指标如伸长率降低的现象),需要中途进 行退火处理,然后打孔、矫直,切割(去头去尾)、酸洗去油(拉拔时的润滑油)氧化、打 包。此种工艺缺点是生产效率低,污染环境,铝隔条尺寸精度差,壁厚不均匀,表面光洁度 低,由于存在冷作硬化现象,生产出的铝条不能折弯。 2、 辊式成型,焊接分为高频焊接和激光焊接两者形式。 2.1、辊式成型方式简述: 辊式成型方式中,焊接又分为高频焊接和激光焊接两者形式。 辊式成型生产线产出的成品 ——中空玻璃铝隔条,采用辊式冷弯成型,铝带厚度不变, 铝表面划伤降到最低程度,保证了铝隔条的外表光泽。 是通过辊式冷弯成型的
廊坊东风中空玻璃有限公司 --高频焊接铝间隔条质量标准 1、 定义 铝间隔条:由铝或铝合金材料构成空腔,用于填充干燥剂、隔 离中空玻璃原片,起支撑作用的结构制品。 2、 分类 根据用途分为可折弯间隔条和不可折弯间隔条。 3、 原材料要求 铝间隔条用铝带应符合 GB/T 3880.1-2006中 1系和 3系的相关 要求。 4、 技术要求 4.1 外形和尺寸 4.1.1 截面尺寸及偏差 铝间隔条截面尺寸及偏差 单位:毫米 型号 截面宽度 W 肩高 h 截面高度 H 壁厚 6A 5.5 ± 0.15 不小于 4.0 不小于 6.0 可折弯铝条不 小于 0.30 9A 8.5 ± 0.15 12A 11.5 ± 0.15 15A 14.5 ± 0.15 16A 15.5 ± 0.15 20A 19.5 ± 0.15 4.1.2 长度允许偏差 铝间隔条公称长度不大于 6 米时,长度
热门知识
高频焊铝隔条设备精华知识
高频焊铝隔条设备-
话题: 室内设计wenqing123
-
话题: 装修工程linqingqing
最新知识
高频焊铝隔条设备-
话题: 装修工程wuyebailang
高频焊铝隔条设备相关专题
- 购买高频机
- 高频h型钢
- 高频焊接H钢
- 高频直缝焊管调试方法
- 大口径高频焊管
- 全自动高频焊管机视频
- 二手高频焊管机组
- 高频焊管机操作规程
- 冷弯高频焊管机
- 固态高频焊管机
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 引进10000m^3/h空分设备的流程及安装特点
- 中国制冷空调设备维修安装企业资质等级认证评审公示
- 振荡波局放检测设备在10kV电缆局放测试中的应用
- 中厚板生产线升级改造设备中心线基准的测量方法
- 印刷设备维修工国家职业技能标准终审会
- 制冷和空调设备运行与维修专业教学模式的创新与实践
- 执勤防御(护)性器械和报警、通讯设备使用管理规定
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 应对政府投资建设项目材料设备采购风险的措施及办法
- 医院消毒供应中心水处理设备的精细化管理及效果评价
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 制冷设备电气与控制系统检修课程教学改革实践与探索
- 中国科学院成都生物所科研仪器设备档案建档规范
- 中国(上海)国际表面工程与防腐蚀技术及设备展览会