
- 首页 >
- > 钢管的黑色磷化工艺流程
更新时间:2024.06.03





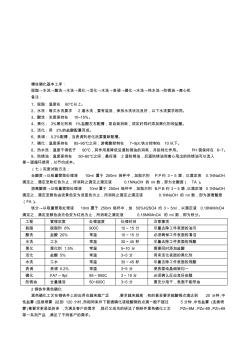
螺丝磷化基本工序: 脱脂→水洗→酸洗→水洗→黑化→活化→水洗→表调→磷化→水洗→热水洗→防锈油→离心机 备注: 1、脱脂:温度在 60℃以上。 2、水洗:每次水洗要求 2 道水洗,要有溢流,保持水洗状况良好,以下水洗要求相同。 3、酸洗:浓度保持在 10~15%。 4、黑化: 3%黑化剂和 1%盐酸左右配槽,易自我消耗,须定时同时添加黑化剂和盐酸。 5、活化:用 2%的盐酸配置而成。 6、表调: 0.2%配槽,当表调剂老化后要重新配槽。 7、磷化:温度保持在 85~95℃之间;游离酸控制在 7~9pt;铁分控制在 10以下。 8、热水洗:温度不得低于 90℃,其作用是降低后道防锈油的消耗,并起钝化作用。 PH值保持在 6~7。 9、防锈油:温度保持在 50~60℃之间,最好浸 2 道防锈油,后道防锈油和离心甩出的防锈油可以流入 第一道循环使用,以节约成本。 (七)浓度试验方法: 全酸度→以
热门知识
钢管的黑色磷化工艺流程-
话题: 工程造价diaopi2008
-
话题: 工程造价niebinsong
精华知识
钢管的黑色磷化工艺流程最新知识
钢管的黑色磷化工艺流程-
话题: 建筑设计wuxinyong78
专题概述
钢管的黑色磷化工艺流程知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关钢管的黑色磷化工艺流程最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:钢管的黑色磷化工艺流程
相关话题
资料下载
相关资讯
钢管的黑色磷化工艺流程相关专题
- 开钢管厂需要什么机器
- 考登钢管的执行标准
- 空心钢管好还是实心钢管好
- 扣件钢管脚手架租赁费
- 扣件式钢管脚手架怎么计算
- 扣件式钢管脚手架搭设规范
- 扣件式钢管脚手架搭设步骤
- 扣件式钢管脚手架钢管壁厚
- 昆山哪里卖不锈钢管
- 栏杆钢管换算
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 钢管的价格计算
- 钢管的抗弯强度怎么计算
- 钢管的抗弯曲强度怎么计算
- 钢管的理论重量怎么计算
- 钢管的连接
- 钢管的每米重量怎么算
- 钢管的膨胀系数公式
- 钢管的市场价格
- 钢管的体积计算公式
- 钢管的通用标准有哪些
- 钢管的压水试验
- 钢管的种类包括哪些
- 钢管的最大承受压力
- 钢管都分为哪几种
- 钢管镀锡重量怎样计算
- 钢管多少钱一米
- 钢管防腐补充问题
- 钢管防腐河北定额
- 钢管防护架如何套项
- 钢管扶手油漆的计算规则
- 钢管杆35dl是什么意思
- 钢管杆的焊缝有哪些要求
- 钢管杆还需要另外加接地
- 钢管杆焊缝尺寸技术要求
- 钢管工程直径是指什么
- 钢管公差直径和直径的区别
- 钢管公称壁厚是什么意思
- 钢管规格型号的标准写法
- 钢管规格中的4分是多大
- 钢管滚槽机操作教程