





变压器铁心不叠上铁轭工艺 1 适用范围 本工艺适用于电压等级 10KV,容量 1600KVA 及以下油浸式配电 变压器铁心不叠上铁轭工艺,有相同结构的产品可参照执行。 2 设备 不叠上铁轭叠装台 2.2 工具 棘轮扳手、搬头、插板刀、定位挡板、钢丝绳套、水平尺、 卡尺、钢板尺、测力矩扳手。 3 准备工作 根据山产作业计划,熟悉铁心装配图样、工艺文件、技术条件, 掌握操作的关键部位及工艺要点。 准备齐全工装工具,并检查其是否好用。 验收并备齐铁心的零部件,对螺纹零部件要用板牙、丝锥检查。 布置好叠装的料架、吊放铁心片料架。 4 工艺过程 铺台面 按铁心窗高尺寸:布置上、下夹件的千斤顶。 调整台上中间的纵梁,使其中心线与叠装台中心线重合,按铁心 窗宽尺寸调整另外两条纵梁的位置。 将高压侧上、下夹件置于千斤顶上,铺放夹件绝缘、夹板。 测量夹件框架的对角线尺寸,偏差值不大于 1mm。 叠积 叠放最
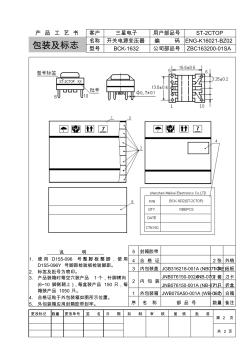
产 品 工 艺 书 客户 三星电子 用户部品号 ST-2CTOP 包装及标志 名称 开关电源变压器 编 码 ENG-K16021-BZ02 型号 BCK-1632 公司部品号 ZBC163200-01SA 说 明 5 封箱胶带 1. 使用 D155-096 号整脚板整脚,使用 D155-096Y 号脚距检验板检验脚距。 2. 标签及批号为喷印。 3. 产品装箱时每空穴装产品 1个,针脚横向 (6~10 脚侧朝上 ),每盒装产品 150 只,每 箱装产品 1050 只。 4. 合格证粘于外包装箱如图所示位置。 5. 外包装箱应用封箱胶带封牢。 4 合 格 证 2 张 外销 3 内包装盖 JGB316218-001A (NB071G-E)块 纸板 2 内 包 装 JNB076150-002A (NB-070)7 套 刀卡 JNB076150-001A (NB-071)只 折盒 1 外包装箱
热门知识
变压器制造工艺-
话题: 地产家居s417662416
精华知识
变压器制造工艺-
话题: 工程造价xiaoyuouou
-
话题: 工程造价haolijun@77
最新知识
变压器制造工艺-
话题: 工程造价jinmei0518
-
话题: 建筑设计meetinclass
专题概述
变压器制造工艺知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关变压器制造工艺最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:变压器制造工艺
相关话题
资料下载
-
`
- 变压器制造工艺 `
- 变压器制造工艺流程图-包装 `
- 1000kV变压器制造工艺和流程 `
- 变压器拉板制造工艺改造 `
- 大型变压器制造中真空注油工艺改进 `
- 非晶合金变压器制造的器身装配技术 `
- 箱式变压器制造中的解决方案 `
- 大型变压器钢结构制造工艺措施 `
- 变压器地屏制造工艺方案 `
- 价值工程在变压器制造行业的运用 ` `
相关资讯
变压器制造工艺相关专题
- 开关电源变压器磁芯材料
- 开关电源变压器的测试方法
- 开关电源变压器有响声
- 开关电源高频变压器型号
- 开关电源与变压器的区别
- 开关电源电子变压器哪个好
- 开关电源和变压器的区别
- 开关电源脉冲变压器作用
- 控制变压器输出电流
- 矿山供配电变压器选择
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 无机材料工艺学课程改革探索
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 振华重工制造国内首台500t桅杆式起重机完工发运
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 中国电动机制造产业分析及未来五年投资规划报告
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 抑制TCR隔离变压器磁通饱和控制算法与应用
- 制造业转型升级背景下高职机电类专业人才培养的思考
- 在冰灾抢修特殊条件下的OPGW和ADSS施工工艺
- 中国轨道交通装备制造业国际化经营和国际竞争力