
- 首页 >
- > 氩弧焊工资一般在多少
更新时间:2024.04.15




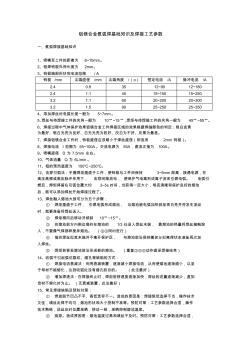
铝镁合金氩弧焊基础知识及焊接工艺参数 一、氩弧焊接基础知识 1、喷嘴至工件的距离为 8~10mm。 2、铝焊钨极外伸长度为 2mm。 3、钨极端部形状和电流范围 / A 钨极 /mm 尖端直径 /mm 尖端角度 /(o) 恒定电流 /A 脉冲电流 /A 2.4 0.8 35 12~90 12~180 2.4 1.1 45 15~150 15~250 3.2 1.1 60 20~200 20~300 3.2 1.5 90 25~250 25~350 4、添加焊丝时电弧长度一般为 5~7mm。 5、焊丝与待焊接工件的夹角一般为 10°~15°,焊炬与待焊接工件的夹角一般为 45°~55°。 6、焊接过程中气体保护效果铝镁合金工件焊接区域的效果根据焊缝颜色的判定:银白金黄 为最好、银白光亮为良好、白无光亮为较好、灰白为不好、灰黑为最差。 7、焊接铝镁合金工件时,钨极直径应该略小于焊丝
铝及铝合金熔化极氩弧焊工艺——本文介绍了铝及铝台盘熔化彀氲弧焊工艺,提出了铝及铝台盘氩弧焊焊接材料、焊接设备、焊接工艺参数的选择原则,以及焊接接头质量要求、安拄环保措施。解决了铝及铝台盘焊接时雌熔合,易产生热裂纹和气孔等缺陷。保证了焊接接头练...
热门知识
氩弧焊工资一般在多少-
话题: 工程造价guanjintao
精华知识
氩弧焊工资一般在多少-
话题: 工程造价liuhong0119
-
话题: 工程造价jc_2440432
-
话题: 工程造价qiuwei3138
最新知识
氩弧焊工资一般在多少
专题概述
氩弧焊工资一般在多少知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关氩弧焊工资一般在多少最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:氩弧焊工资一般在多少
相关话题
资料下载
相关资讯
氩弧焊工资一般在多少相关专题
- 连铸钢坯内弧裂开怎么回事
- 制作弧形led显示屏
- 最小的埋弧焊丝是多大
- 最小的氩弧焊机多少钱
- 怎么画异性弧度暗柱的钢筋
- 怎么计算圆弧车道面积
- 怎么算拱桥的弧长
- 怎样测量弧形玻璃
- 怎样画坡道圆弧筏板
- 怎样使用氩弧焊焊接不锈钢
- 在建筑行业建立农民工工资保证金制度若干问题的思考
- 公路竣工资料范本分项工程质量检验评定(样表)钢筋网
- 关于调整建设工程定额人工工资单价和管理费费率通知
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程建设项目保障农民工保障农民工工资支付工作承诺书
- 公路工程竣工资料范本竣工资料整理办法之竣工决算表
- 湖南省建设工程人工工资单价通知
- 工程项目中模版、钢筋、混凝土等单方造价一般是多少
- 广西调整建设工程定额人工工资单价和管理费费率桂建标
- 广东省各市建设工程计价依据人工工日工资表
- 搅拌拖泵市场价格是多少
- 江苏省住房城乡建设厅关于发布建设工程人工工资指导价
- 兰州市区一般民用建筑工程地质勘察中应注意几个问题
- 建筑消防安装工程施工质量检查验收记录交工资料表格
- 建筑节能分部工程施工质量竣工资料目录及统一用表
- 建筑工程施工资料规定应用规定
- 广州建筑施工企业工人工资支付保证金管理业务办理指南