
- 首页 >
- > 提高工艺管道焊口连接质量施工工法
更新时间:2024.04.27




工艺管道单线图焊口标注方法和焊接日报规定 一:目的 :为了确保施工过程中焊接接头统计和管理的准确性和科学性,特制定本规定 编制原则:综合考虑: 合同计费方式,检测方式,简明扼要,便于归类为原则 二:适用范围 :本规定适用于 DNC2项目的所有工艺管道。(包括本项目的夹套内外管) 本规定不适用于设备内部或者设备自带现场焊接的管道; 建筑物上或者内上下水 管道;仪表专业的连接管(但是象取样管、信号等和工艺管道焊接连接的 接头属于 本规定);工艺管上的伴热管。 三:单线图(轴测图,焊口标注)发放流程: 说明: 1:管理审核后复印三份给施工单位。 2 :标好焊口的原图保存在管理 QC组 NEWS办公室,必须在原图上进行焊口和局部 的焊口修改,改好后复印分发施工单位替换原图,同时把修改的部分在 NEWS 进行修正。 四:关于单线图版本的一些规定说明 1:初版原图 发放→施工单位标注焊口→
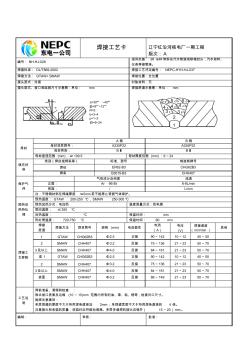
焊接工艺卡 辽宁红沿河核电厂一期工程 版次: A 编号: NH-HJ-028 适用范围: 3# &4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准: DL/T869-2002 焊接工艺评定编号: NEPC-HYH-HJ-037 焊接方法: GTAW+ SMAW 焊接位置:全位置 接头型式:对接 衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位: mm a=30° ~40° β=8°~12° R=5 b=3~4 p=1~2 δ=9~24 R 焊接层道示意图:单位: mm 1 2 3 1 3 2 4 1 4 2 4 3 5 1 5 2 5 3 母材 A 侧 B 侧 母材材质牌号: A335P22 A335P22 母材类别: BⅠ BⅠ 母材直径范围 (mm):≥ 109.5 母材厚度范围 (mm):9~24 填充材 料 类别(焊丝或焊条等) 标准、型号 制造商
热门知识
提高工艺管道焊口连接质量施工工法-
话题: 工程造价liuyanzhen
-
话题: 工程造价150****1170
精华知识
提高工艺管道焊口连接质量施工工法-
话题: 工程造价rebeccajay
最新知识
提高工艺管道焊口连接质量施工工法-
话题: 工程监理yanyuliang
-
话题: 工程造价baobaolanwei
专题概述
提高工艺管道焊口连接质量施工工法知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关提高工艺管道焊口连接质量施工工法最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:提高工艺管道焊口连接质量施工工法
相关话题
资料下载
相关资讯
提高工艺管道焊口连接质量施工工法相关专题
- 怎样提高建筑工程施工质量
- 消防工程如何提高施工质量
- 如何提高的建筑识图能力
- 如何提高水泥预制板质量
- 如何提高碎石机产量
- 如何提高水泥浆顶替效率
- 服务业主提高业主满意度
- 提高钢筋混凝土刚度的
- 预应力提高了结构的
- 提高在用电梯安全性的规范
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 执行设备工程监理规范提升地铁设备监理服务质量
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 应用工程建设施工企业质量管理规范进行体系转换
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 影响工程项目管理中的质量因素与提高质量管理的对策
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 中国水利水电第十六工程局有限公司机场施工发展战略
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 应用于建筑10kV进线的电能质量在线监测装置
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 指路标志(分流、合流诱导标)施工记录
- 提高挡土墙回填土合格率
- 提高放样精度和速度
- 提高桩水平承载力
- 提高梁柱节点砼混凝土质量
- 提高模板工程施工质量
- 提高水资源利用率
- 提高沥青路面高温稳定性
- 提高混凝土施工合格率
- 提高混凝土的抗渗性
- 提高清水围墙施工质量
- 提高现场管理水平
- 提高现浇楼梯成型质量
- 提高现浇混凝土环梁施工一次合格率
- 提高现浇箱梁外观质量
- 提高玻璃护栏
- 提高电气质量
- 提高电气配管一次合格率
- 提高电熔接头的合格率
- 提高电质量
- 提高监理服务质量
- 提高砼二次结构施工质量
- 提高管理水平的书籍
- 提高细石混凝土散水表面观感
- 提高能源利用效率
- 提高自身素质
- 提高花岗岩面砖铺设的质量
- 提高蒸压加气混凝土砌块墙体施工质量
- 提高规划审批流程时限
- 提高超长高空悬挑混凝土结构
- 提高速度