
- 首页 >
- > 水龙头生胶带往哪边缠
更新时间:2024.04.29




水晶卫浴有限公司总生产工艺程序 一. 生产工作流程: 1. 水龙头的生产工艺流程 砂芯成型 →砂芯检验 →铸造铜合金熔炼 →化学成分分析检验 →重力铸造 →陶砂自检 →抛丸整光 →外观检验 →压力试验 →机加工→外观检验 →压力试验 →释铅处理 →抛 光→外观检验 →外涉电镀 →外观检验(乙酸盐雾试验) →装配→安装过程自检 →过程 巡检→试水、压力试验 →包装→成品检验 →入库→出厂检验。 2.工作流程图: ..砂芯成型 -开始 ---- ------ ------- ------- ------ ------- ------- ------ ------- -------- ---- --------- -------- -------- --------- ------- ----------- -------- ------26.。出厂检验,结束。 二、 水龙头的铸造工序 1、
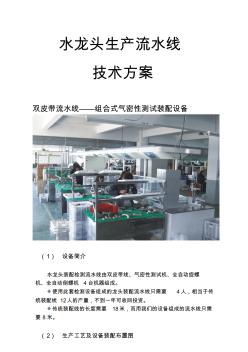
水龙头生产流水线 技术方案 双皮带流水线——组合式气密性测试装配设备 (1) 设备简介 水龙头装配检测流水线由双皮带线、气密性测试机、全自动旋螺 机、全自动倒螺机 4台机器组成。 使用此套检测设备组成的龙头装配流水线只需要 4人,相当于传 统装配线 12人的产量,不到一年可收回投资。 传统装配线的长度需要 18米,而用我们的设备组成的流水线只需 要 8米。 (2) 生产工艺及设备装配布置图 每套流水线是双皮带线,两边分别可包括 3 种设备:旋螺机、倒螺 机、气密性测试机。流水线全长 8m、宽 1.5m,占地面积约 12㎡,包括 工位器具的摆放位置。 通常装配流水线布局如下: ① .面盆类(没有提拉分水器):装阀芯加抹油机—气测机—装出水 嘴加手柄—上光夹具—检验。 ② .浴缸类(有提拉分水器):装倒螺—装阀芯加抹油机—气测机— 装出水嘴加手柄—上光夹具—检验。 装配线的传送速度为 0.05
热门知识
水龙头生胶带往哪边缠-
话题: 工程造价hexiaobo0708
精华知识
水龙头生胶带往哪边缠-
话题: 给排水lihanbing07
最新知识
水龙头生胶带往哪边缠-
话题: 工程造价linshubing
-
话题: 室内设计xurongming
专题概述
水龙头生胶带往哪边缠知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关水龙头生胶带往哪边缠最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:水龙头生胶带往哪边缠
相关话题
相关资讯
水龙头生胶带往哪边缠相关专题
- 科勒的水龙头怎么样
- 淋浴水龙头高度如何
- 怎么拆卸水龙头
- 怎么拆卸水龙头滤网
- 怎么维修红外线自控水龙头
- 怎样安装感应水龙头
- 怎样安装水龙头才不会漏水
- 长沙碧水龙庭怎么样
- 这水龙头怎么装
- 正定易水龙脉交房时间
- 埋地大口径塑料排水管材比选PVCU结构壁缠绕管
- 模拟电子课程设计方案红外线控制自动水龙头设计方案
- 埋地高密度聚乙烯中空壁缠绕结构排水管道工程技术规程
- 两个新钻井系统通过了初步矿场试验直流电动水龙头
- 净尔康纳米水龙头净水器
- 滤水管缠丝新材料玻璃纤维增强聚乙烯滤水丝
- 冷热水龙头维修
- 埋地高密度聚乙烯中空壁缠绕管道工程施工工艺设计设计
- 影响高压钢丝缠绕液压软管接头总成性能的结构与工艺因素
- 六角形子午线轮胎钢丝圈双圈挤出缠卷生产线研制开发成功
- A、B、C型扣压式、可拆式钢丝编织缠绕液压软管总成
- HDPE缠绕增强管、高密度聚乙烯HDPE缠绕增强管厂家
- 普通水龙头的检验介绍
- 壁式双柄冷热水混合水龙头安装使用说明书
- 石油化工钢制管法兰用缠绕式垫片
- 单绳缠绕式矿井提升机现场加工卷筒衬木绳槽和制动盘的装置
- 单绳缠绕式提升机两码钢丝绳更换安全技术措施样板措施
- 水龙头十大品牌有哪些
- 水龙头是怎么自动包装的
- 水龙头铜的好还是铝的好
- 水龙头下边漏水怎么修
- 水龙头一直滴水怎么办
- 水龙头有几种规格
- 水龙头有哪些配件组成
- 水龙头与阀体统计问题
- 水龙头怎么拆卸
- 水龙头怎么拆卸把手
- 水龙头怎么维修
- 水龙头怎么装
- 水龙头中宇九牧哪个好
- 水龙头最贵的是什么价格
- 水路改造的打压怎么做
- 水路改造施工做法及说明
- 水路和电路布置的图纸
- 水路系统图中KD是什么意思
- 水路运输的分类
- 水路运输的历史
- 水路运输的特点
- 水路运输的优势与劣势
- 水路运输的运营方式和特点
- 水路运输有哪些特点
- 水路运输主要运输什么
- 水轮泵价格区间
- 水轮泵与水泵的区别
- 水轮泵自带电机
- 水轮发电机的参数
- 水轮发电机进相有何现象